Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для формования пельменей и котлетСодержание книги
Поиск на нашем сайте
Цель работы: изучить назначение, устройство, процесс работы и регулировки оборудования для формовки пельменей и котлет.
Конструкция машин и устройств для механизации дозирования и выдачи отмеренной доза зависит как от структурно-механических свойств дозируемых веществ, массовости операций, массы или объема дозы, требуемой точности отмеривания, так и от характера, сопутствующих процессу дозирования операций, выполняемых одновременно с дозированием. Следует отметить, что объемное дозирование выполняется более простыми, надежно работающими механизмами и более производительно, чем весовое дозирование. Пельменоделательные и котлетно-формовочные машины относятся к дозировочно-формующим машинам.
Пельменоделательная машина марки СУБ-2-67 Машина для формования пельменей имеет формующее сопло, которое непрерывно выдает тестовую трубку, а внутрь ее, через расположенную в центре сопла трубку под давлением сжатого воздуха подаются дозы фарша; наполненная фаршем тестовая трубка подводится под штампующий барабан. В результате получаются пельмени заданной формы. Эти машины могут быть на два (СУБ-2-67), три (СЦБ-3) или шесть (СУБ-6) формующих барабанов, причем средняя производительность каждого барабана при скорости движения ленты 5…7 м/мин составляет 20 кг/ч.
Машина состоит из прорезиненной (или стальной) ленты (рис.15.1) обегающей барабаны 2 и 3, и двух бункеров: 4 – для фарша и 5 – для теста. В бункерах смонтированы винты, подающие в формующую головку 6 тесто и фарш. На стороне выдачи фарша предусмотрен также эксцентриково-лопастый вытеснитель 7 с нагнетательной трубкой 8, подающей фарш в середину формующей головки, во внешний зазор ее по трубе 9 поступает тесто. Из формирующей головки со скоростью, равной скорости движения ленты, вытесняется овальная трубочка 10 из теста, начиненная фаршем, и укладывается на специальные лотки 11, которые подают эту трубку под формирующие безотходные штампующие барабаны 12. Для предотвращения прилипания теста к штампам и лоткам на последние подают муку или смазывают штампы жиром. В последнем случае предусматривают вентилятор 13 и смазывающий штампы механизм 14. Вентилятор снабжен нагнетательным патрубком 15 и раструбом 16, обдувающим трубку и несколько подсушивающим ее поверхность. Механизм смазки штампов включает резервуар для жира и два валика 17 и 18, набранных из резины и обтянутых фланелью. Штампующие барабаны приводятся в действие лентой 1, масса их достаточна для штампования и склеивания теста; каждый барабан 12 штампует два ряда пельменей. Ленту поддерживают барабаны 19. Формирующая головка имеет формирующее сопло1, трубку 2 для подвода фарша, коллектор 3 для подачи теста, дросселирующий клапан 4 с регулирующим винтом 5. На рис.15.1 изображена схема штампования: здесь 1 - лента, несущая лоток 2 с тестовой трубкой, 3, 4 штампующий и 5 - поддерживающий барабаны. Ячейки барабанов имеют разделительные и клеящиеся кромки. При нажиме штампов на тестовую трубку, заполненную фаршем, последний оттеснятся по ячейкам, освобождая места склеивания и разделения пельменей. При дальнейшем нажиме штампов пельмени склеиваются. Разделительная кромка продавливает тесто насквозь, образуя промежутки между пельменями. При нормальном технологическом процессе получаются крепко склеенные пельмени, расстояния между которыми 3...5 мм.
Технические характеристики СУБ-2-67
Перед штампующими барабанами установлен мучной бункер с ворошителем. Он имеет отверстия, через которые на проходящие под ним тестовые трубки с фаршем, сыплется мука. Это предотвращает прилипание пельменей к ячейкам барабанов. Попадающая на тестовые трубки мука разравнивается двумя резиновыми скребками, укрепленными на бункере. Количество подаваемой муки регулируется шиберами. Мука и кусочки теста, налипшие на барабаны, очищаются щеткой, установленной на их вилке. Включается и выключается автомат кнопками управления.
Автомат котлетный АК2М-40
Он предназначен для дозировки и формовки котлет из мясного фарша. Кинематическая схема котлето-формовочной машины марки АК2М-40 приведена на рис.15.2. литой корпус 1 машины имеет крышку 2, на которой установлены бункер 3 с питанием 4, стол 5 с пятью гнездами и поршнями 6 и дисковый нож 7 со скребком. Машина работает от фланцевого электродвигателя 8 через червячную пару 9 и промежуточные передачи: 10 и 11 - к столу, 5 и 12 - к дисковому ножу 7. Механизм регулирования массы дозы состоит из маховичка 13, надетого на вал 14 с винтовой поверхностью, на которую навинчена гайка 15; стержень 16 последней упирается в двуплечий рычаг 17, изменяющий положение вала 18, несущую плиту 19, ограничивающую величину хода поршней 6.
Рис.15.2. Котлетоформовочный автомат марки АК2М-40 полтавского завода «Продмаш» Техническая характеристика
Работа № 16. Дымогенераторы Цель работы: изучить назначение, устройство, процесс работы и регулировки дымогенераторов.
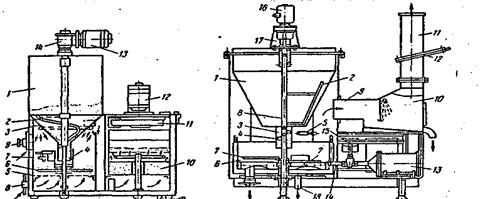
Дымогенераторы предназначены для получения дымовоздушной смеси, используемой при обжарке и копчения мясопродуктов. По технологическим условиям дымовоздушную смесь получают в основном в результате сухой перегонки древесины твердых пород дерева, причем в этой смеси не должно содержаться веществ, ухудшающих вкус, качество и товарный вид продукции, но допустимо незначительное наличие продуктов полного сгорания древесины. Дымоприготовление может быть локальном или централизованным, В первом случае дымогенераторы обслуживают одну иди несколько одновременно работящих камер, во второй - несколько камер, работающих разновременно по разным режимам. Для сухой парагонки древесины необходима затрат внешнего тепла. В зависимости от метода получения и подвода тепла различают следующие способы дымогенерации: - полное сжигание части древесины, используемой для дымогенерации; - полное сжигание топлива, теплота сгорания которого передается дымообразующему топливу через разделительную стенку или прямым контактом; - электронагрев; - трение или комбинация трения и нагрева вращающихся частей генератора; - дымогенерация в потоке горячего воздуха или перегретого пара при витании опилок или в кипящем слое. Длительность процессов дымогенерации при сжигании опилок составляет: для первого и второго способов 15…20 мин (малая интенсивность процессов тепло- и массобмена), для третьего и четвертого 5 мин (средняя интенсивность), для пятого 15…20 с (высокая интенсивность). Современные дымогенераторы подразделяются на следующие группы: - с самоподогревом за счет сжигания древесины и части опилок; - с газовым подогревом; - с электроподогревом; - фрикционные; - с дымогенерацией в потоке горячего воздуха или перегретого пара. Дымогенераторы с подогревом Они представляют камеры, расположенные рядом с технологическим аппаратом или под ним. Топливо закладывается на генератора, колосник, в отдельный бункер, или на вдвижную тележку, короба, шахту или на плиту. В зону генерации подводится холодильный воздух в количестве, достаточном для сжигания частей топлив, покрывающей расходы тепла на процесс. Воздух подают при помощи естественной или искусственной тяги; температуру регулируют изменением количества воздуха, вводимого в рабочую зону или при помощи воды, распыливаемой над опилками или подаваемый в резервуар, смонтированный на крышке генератора.
Дымогенерато «Елро» Бункер 1 (рис16.1) с ворошителем 2 предназначен для загрузки опилок и направления их в зону дымогенерации. Днище 3 бункера выполнено коническим и переходит в рукав 4, служащий дозатором опилок, подаваемых в рабочую зону. В последней смонтирована решетка 5, над которой расположены лопасти 6, разравнивающие опилки. В корпусе 7 предусмотрено два отверстия с крышками 8 и 9. Через первое подводится свежий воздух, необходимый для полного сгорания части топлива и поддержания температуры дымогенерации, через второе - для охлаждения горячего дыма до заданной температуры. На стороне отвода дыма смонтированы фильтр 10 и вентилятор 11, работающий от электродвигателя 12. Ворошитель 2 приводится в действие электродвигателем 13 через редуктор 14. В нижней части дамогенератора предусмотрен зольник. Дамогенератор снабжен приборами регулирования температуры дыма, количества подаваемых опилок и свежего воздуха.
Рис.16.1. Дымогенераторы марки «Ерло» и «Атмос»
Производительность этого дымогенератора 500 м3/ч. Создана новая конструкция дымогенератора производительностью 2000 м3/ч, отличающаяся наличием электрозажигающего приспособления. Дмогенератор марки «Атмос» (рис.16.1) работает также за счет полного сжигания части опилок, загружаемых в бункер I, снабженный ворошителем 2. В патрубке 3 предусмотрен ворошитель 4 и заслонка 5, регулирующая поступление опилок на колосниковую плиту 6. Лопасти 7 вертикального вала 8 разравнивают опилки. Дым, получаемый в рабочей зоне, через патрубок 9 отводится в осадитель 10, откуда по трубе направляется к потребителю. Задвижкой 12 регулируют отвод дама. Свежий воздух, необходимый для сгорания части опилок, вентилятором 13 по трубе 14, снабженной краном 15, подается непосредственно в рабочую гону. Положение пробки крана сблокировано с термореле для регулирования температуры. Вал 8 вращается электродвигателем 15 через редуктор под патрубком 3 смонтирована кольцом оросительная труба, подающая поступающую через патрубок 18 воду на опилки. Дымогенератры, работающие за счет сжигании твердого топлива (дров, торфа, каменного угля) были предложены Лободаевым (Харьковский мясокомбинат). В них приемник опилок изготовлен в виде бункера треугольного сечения, стенки которого с внешней стороны омываются продуктами полного сгорания твердого топлива, сжигаемого в отдельной топке» Таким образом, здесь принят раздельный отвод дама.
Дымогенератор с газовым подогревом Передача тепла от продуктов сгорания газа к дымообразующему топливу осуществляется прямым контактом или через разделяющую плиту. Имеются генераторы с общим и раздельным отводом дыма.
Дымогенератор с газовым обогревом и раздельным отводом дыма (рис.16.2,а) состоит из топки 1, изготовленной из шамотного кирпича класса А, а передней стенке 2 которой смонтирована горелка 3; топка заканчивается газоходом 4, сообщающимся с дымовой трубой 5, установленной вдоль внутренней стенки дымоиспользующего аппарата и предназначенной для обогрева воздуха, омывающего продукт. Топка сверху закрыта чугунным колосником, на который подают опилки. Такая конструкция обеспечивает полное использование тепла, выделяемой при сгорании газа и раздельный отвод дыма в соответствии с санитарно-техническим требованиями. Дымоотводные трубы должны быть подобраны так, чтобы температура дыма, покидающего их была не менее 200 °С с целью исключения конденсации паров на внутренних стенках этих труб. В газовом генераторе выносного типа с общим отводом дыма процесс протекает следующим образом. Опилки, периодически подаваемые в смонтированный в корпусе 1 бункер 2, при помощи ворошителя 7 направляются в рабочую зону; регулирование количества их производится смещением заслонки 8 относительно щелей в днище бункера. В рабочей зоне установлены чугунная чаша 3 с колосниковой решеткой 4, лопасти 9, газовая горелка 10 к форсунка II с вентилем 12 для подачи острого пара, используемого для увлажнения опилок, сбива пламени, а также для растворения смолистого осадка. Поступление свежего воздуха через патрубок 5 регулируется шибером 13, сблокированным с электромагнитом 14 и термометром 15, замеряющим температуру дыма в отводном патрубке, сообщенном со всасывающей трубой вентилятора 6. Вентилятор смонтирован на стойке 10, опирающейся на крышку 17 корпуса. Во всасывающей магистрали вентилятора находится шибер, положение которого изменяют при помощи рукоятки 18. Ворошитель 7 и лопасти 9, закрепленные на валу 19, вращаются электродвигателем через передачу 20, дверца 21 служат для извлечения зольника 22, труба 23 ее смотровым стеклом для наблюдения. Таким образом, дым, покидающий эту установку, несет в себе и продукты полного сгорания газа и продукты сухой перегонки дымообразующего топлива; здесь нет отдельного ввода свежего воздуха для сбива температуры дыма, покидающего рабочую зону. Дымогенератор с электроподогревом
Рис.16.3. Дымогенератор с электроподогревом
Дымогенераторы с электроподогревом выпускаются с неподвижкой или качающейся плитой. Неподвижные плиты снабжены вращающимися, непрерывно движущимися или качающимися скребками. Дымогенератор с электроподогревом (Дания) состоит из цилиндрического резервуара 1 (рис.16.3) с коническим дном 2 и ворошителем 3, под которым смонтированы дозирующий диск 4 с упорной плитой 5 и электронагреватель 6 с вращающейся лопастью 7, сбрасывающей остаток в зольник 8. Опилки из бункера в зону генерации подает шнек 9, смонтированный на валу 10. Воздух, необходимый для снижения температуры получаемого дыма, поступает через патрубок II, а готовый дым покидает дымогенератор через патрубок 12. Патрубок 11 закрывается шибером, при помощи которого регулируют количество поступающего воздуха и температуру смеси. В рабочей части предусмотрена труба, подающая воду для увлажнения. Дымогенератор Д9-ФД2Г предназначен для получения промышленного дыма, применяемого при холодном и горячем копчении всех видов мясных изделий. Представляет собой двухстенный аппарат прямоугольной формы в виде двух камер сгорания опилок и очистки дама. Под камерой сгорания установлен ящик для сбора золы. Выгрузка ее из ящика производится механической лопаткой. Над камерой сгорания смонтирован бункер для загрузки опилок с ворошителем для их рыхления и оросителем для гашения пламени в случае воспламенения опилок. В камере очистки дыма установлены фильтры для очистки от канцерогенных и смолистых веществ, дегтя и золы. Для вытяжки дыма над камерой очистки смонтирован вентилятор, приводимый в движение от электродвигателя, имеет пульт для управления работой дымогенератора.
Рис. 16.4. Дымогенератор Д9-ФД2Г
Включение дымогенратора. Краткосрочная остановка дымогенератора производится нажатием на кнопку «Выкл». По окончании рабочего дня дымогенератор следует подготовить для следующего включения. Для этого необходимо: - главный выключатель установить в положение «О»; - закрыть кран с водой на фильтре; - открыть дверку камеры горения и с помощью специального инструмента для очистки провалить раскаленные опилки в поддон и подождать пока они погаснут; - очистить камеру горения и очистить поддон от пепла с помощью скобеля; - закрыть дверку камеры горения.
Техническая характеристика
Термокамера автоматизированная Д5-ФТГ для тепловой обработки колбасных изделий
Рис.16.5. Термокармера автоматизированная Д5-ФТГ для тепловой обработки колбасных изделий
Техническая характеристика
Предназначена для тепловой обработки вареных и полукопченых колбас, сосисок, сарделек. Состоит (рис.16.5) из термокамер, гребенок, щитов управления, обеспечивающих единый технологический цикл тепловой обработки колбасных изделий. Термокамеры - сборные конструкции из торцевых панелей с дверями и боковых наружных и внутренних, на которых расположены калориферы, напорных воздуховодов и распределителей воздуха. На потолочной панели (крыше)смонтированы вентиляторные установки включающие в себя вентилятор, электродвигатель, подшипниковый узел, воздуховод подсоса воздуха, дыма и воздуховод для выброса воздуха в атмосферу. Для регулирования количества воз духа и дыма, а также влажной рабочей среды, которую необходимо выбросить, установлены заслонки. Управление ими дистанционное пневматическое. Их положение контролируется с помощью ламп, имеющихся на верхней дверке фасада шкафа управления. Термокамера является установкой периодического действия. Загрузка в нее колбасных изделий осуществляется на подвесных рамах размерами 1200 х 1000 х 1650 мм и напольных размерами 1200 х 1000 x 2000 мм. Предусмотрено ручное дистанционное (со щита) управление и автоматическое дистанционное (программы) для обработки сосисок, сарделек, колбасных изделий 6 65, 80, 95, 100, 120.
Работа №17.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 1127; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.011 с.) |

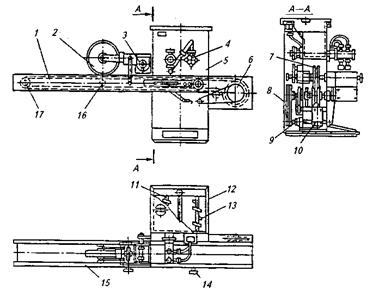 Рис.15.1. Пельменный автомат марки СУБ – 2-67
Рис.15.1. Пельменный автомат марки СУБ – 2-67 Загруженный в цилиндр мясной фарш нагнетается шестилопастным винтом в формовочные окна стола, после чего отформованные котлеты (круглые) поршнями выталкиваются на его поверхность, где их подхватывает конвейерный диск 7 и сбрасывает в сторону. Оформленные котлеты укладываются на посыпанные сухарной мукой лотки.
Загруженный в цилиндр мясной фарш нагнетается шестилопастным винтом в формовочные окна стола, после чего отформованные котлеты (круглые) поршнями выталкиваются на его поверхность, где их подхватывает конвейерный диск 7 и сбрасывает в сторону. Оформленные котлеты укладываются на посыпанные сухарной мукой лотки.