Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Производство пластичных смазок. Характеристика эксплуатационных качеств.Содержание книги
Поиск на нашем сайте
Производство пластичных смазок существенно отличается от производства жидких масел и в основном сводится к смешиванию (варке) в определенных пропорциях входящих в них трех основных компонентов: базовой основы, загустителя и присадок. Состав пластичных смазок представлен на рисунке 8. Для получения автомобильных пластичных смазок в качестве базовой основы используют главным образом обычное нефтяное (минеральное) мало-и средневязкое масло, а именно: индустриальное (ГОСТ 20799-88), трансформаторное (ГОСТ 982-80) и веретенное марки АУ (ТУ 38.1011232-89) в количестве 75–90 %. Но в последнее время расширяется использование синтетических масел в связи с ужесточением требований к сопротивлению старению, вязкостно-температурным характеристикам, применению в условиях низких температур. Загустители используются в качестве связующего вещества для масляной основы, т. е. они связывают масло в коллоидно-губчатую структуру (образуют структурный каркас) посредством окклюзии и молекулярных сил сцепления Ван-дер-Ваальса, а их количество составляет 5÷30 %. Обычно в качестве загустителя выступает кальциевое, натриевое или литиевое мыло. Присадки к пластичным смазкам предназначены для улучшения физических характеристик и химических свойств смазок (консервационных, противоизносных, химической стабильности и т. д.) и их вводят в количестве 0,001÷5 %. Применяются, как привило, те же присадки, что и в производстве масел. Кроме того, вводится незначительное количество наполнителей (1÷20 %) и стабилизаторов (0,1÷1 %), что характерно только для отдельных видов смазок. Наполнители служат для улучшения антифрикционных и герметизирующих свойств. Как правило, это вещества неорганического происхождения: дисульфид молибдена, графит, слюда и т. д. Стабилизаторы необходимы для формирования более прочной и эластичной структуры смазки. В качестве их выступают кислоты, спирты, т. е. поверхностно активные вещества.
Рисунок 8 – Состав пластичных смазок
Таким образом, базовая основа влияет на смазывающие свойства смазки, а от вида загустителя зависят эксплуатационные свойства.
Основные эксплуатационные свойства определяются типом загустителя, поэтому смазки классифицируют по типу используемого загустителя и функциональному назначению. В зависимости от типа загустителя выделяют четыре основные группы смазок: мыльные, углеводородные, неорганические и органические. Наибольшее распространение получили мыльные смазки (80% от объема выпуска всех смазок), загущенные солями жирных кислот. При производстве смазок мыла получают нейтрализацией высших жирных кислот гидроксидами металлов (щелочами). В частности, наиболее распространены кальциевые, литиевые, натриевые, бариевые и алюминиевые смазки (используют около 10 различных мыл, а также их смеси), загущенные мылами соответствующих металлов. При этом мыльные смазки, полученные на синтетических жирных кислотах, называют синтетическими, а на натуральных жирах – жировыми. Так различают солидолы – синтетические и жировые. Углеводородные смазки – для их получения в качестве загустителя используют твердые углеводороды: парафин и битум, содержащиеся в нефти. Неорганические смазки – для их получения в качестве загустителя используют продукты неорганического происхождения: силикагель, бентонитовые глины и технический углерод. Органические смазки – для их получения в качестве загустителя используют сажу, полимочевину, полимеры и др. В соответствии с ГОСТ 23258-78 по функциональному назначению различают следующие группы смазок: антифрикционные, снижающие трение и износ в узлах и механизмах; консервационные (защитные), защищающие металлические изделия от коррозии при хранении, транспортировании и эксплуатации (их применяют для металлических изделий и механизмов всех видов, за исключением случаев, требующих использования консервационных масел или твердых покрытий); уплотнительные, герметизирующие зазоры в узлах и механизмах, облегчающие сборку и разборку арматуры, сальниковых устройств, резьбовых соединений и любых подвижных соединений, в том числе вакуумных систем; канатные, применяемые для смазки стальных канатов и тросов. Каждая группа пластичной смазки подразделяется на подгруппы с присвоением соответствующего индекса. Классификация пластичных смазок и область их применения представлена в таблице 38. Таблица 38 Классификация пластичных смазок в соответствии с ГОСТ 23258-78
В классификационном обозначении смазок указывают: - тип загустителя (обозначают первыми двумя буквами входящего в состав мыла металла: Ка – кальциевое; На – натриевое; Ли – литиевое и т. д.); - рекомендуемый температурный диапазон применения (указывается через дробь: в числителе – уменьшенная в 10 раз без знака минус минимальная температура применения, в знаменателе – уменьшенная в 10 раз максимальная температура применения); - дисперсионную среду (тип жидкого масла и присутствие твердых добавок обозначают строчными буквами: у – синтетические углеводороды; к кремнийорганические жидкости; г – добавка графита; д – добавка дисульфида молибдена. Смазки на нефтяной основе индекса не имеют); - консистенцию (густоту) смазки (обозначают условным числом – таблица 39, причем пластичные смазки для легковых автомобилей относятся, как правило, ко 2-му классу). За рубежом фирмы-производители смазок маркируют их произвольно из-за отсутствия единой для всех классификации смазок по эксплуатационным показателям, с учетом классификации по консистенции NLGI, которая была разработана Национальным институтом смазочных материалов США и соответствует европейскому стандарту на смазки DIN 51 818. Так, классификационное обозначение смазки Литол-24 – МЛи 4/13-3 следует расшифровать следующим образом: М – многоцелевая антифрикционная; Ли – загущена литиевыми мылами; 4/13 – работоспособна в интервале от –40 до 130 °С; отсутствие индекса дисперсионной среды – приготовлена на нефтяном масле; 3 – условная группа густоты смазки [2, 6, 8]. Самыми распространенными смазками общего назначения являются солидолы, достоинствами которых являются водостойкость, высокие защитные от коррозии и противозадирные свойства, а недостатками – низкая температура плавления и плохая механическая стабильность. Достаточно широко в грубых механизмах – рессорах автомобилей, зубчатых передачах лебедок – применяется графитная смазка, т. е. солидолы, в состав которых введено 5–15 % графита. Таблица 39 Разделение пластичных смазок по классам
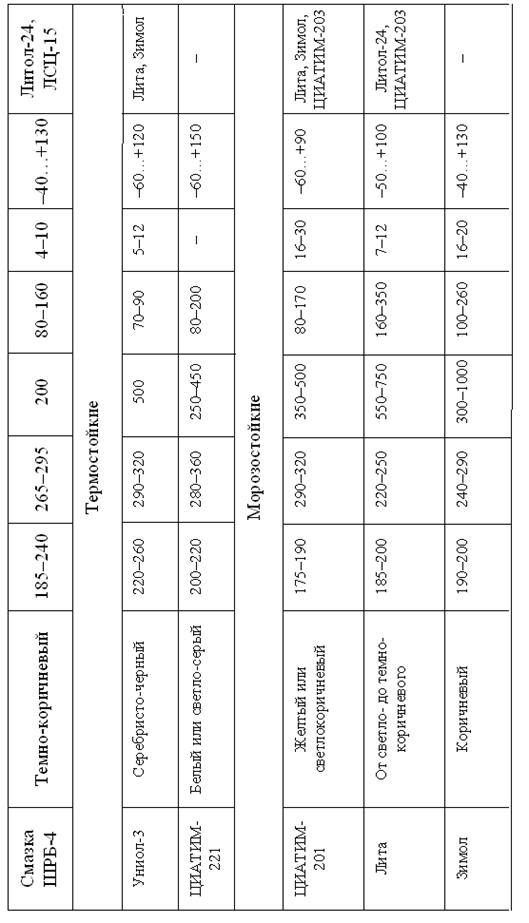
Многоцелевые смазки иногда называют универсальными. Их можно применять во всех основных узлах трения разнообразных механизмов. Эти смазки водостойки и работоспособны в широком интервале скоростей, температур и нагрузок. Однако они непригодны для замены антифрикционных смазок всех типов. Термостойкие смазки имеют максимальную температуру работоспособности от 150 до 250 ºС и выше в течение 10–100 часов. При таких температурах работает ограниченное число механизмов, поэтому термостойкие смазки вырабатывают в небольших количествах. Изготавливают их из дефицитных синтетических масел с добавлением специальных загустителей. Низкотемпературные смазки, предназначенные для использования при температурах до –50 ºС, а в некоторых механизмах и при более низких температурах, изготавливают на литиевых мылах и твердых углеводородах. Канатные смазки служат для предотвращения трения между отдельными проволоками и прядями стальных канатов. Все канатные смазки характеризуются хорошей влагостойкостью, высокой адгезией к металлам и отличными консервационными свойствами. Автомобильные смазки применяют в основных узлах трения автомобилей (ступиц колес, подвеске, рулевом управлении и др.). Основными физико-химическими свойствами пластичных смазок, определяющими их эксплуатационные качества, являются: вязкость (пенетрация), предел прочности, температура каплепадения, водостойкость, коллоидная и механическая стабильность. При этом все показатели физико-химических свойств пластичных смазок с некоторой условностью можно разделить на две группы. К первой группе показателей, характеризующих прокачиваемость, температурные условия применения смазки, смазывающие и защитные ее свойства, относятся: пенетрация, температура каплепадения, эффективная вязкость, предел прочности, коллоидная стабильность. Ко второй группе, характеризующей предельное содержание примесей, относятся: содержание щелочей, кислот, механических примесей, воды, золы. Характеристики антифрикционных пластичных смазок приведены в таблице 40. Пенетрация характеризует густоту (консистентность) смазки и выражается в градусах, соответствующих числу десятых долей миллиметра глубины погружения в смазку конуса иглы под действием собственного веса (150 г) за 5 с при температуре +25 °С. Для определения пенетрации используется пенетрометр. Температура каплепадения – это температура, при которой упадет первая капля смазки, помещенной в капсюле специального прибора, нагреваемого в стандартных условиях. Температура каплепадения позволяет установить, при какой температуре смазка расплавляется и превращается в жидкость, теряя свои смазывающие свойства. Для надежной смазки рабочая температура механизма должна быть на 10÷20 °С меньше температуры каплепадения смазки. Смазка с низкой температурой каплепадения не будет удерживаться в механизме и ее придется часто пополнять, а смазка с чрезмерно высокой температурой каплепадения вызовет усиленный нагрев трущихся деталей. Таким образом, по температуре каплепадения смазки разделяют на низкоплавкие – Н (температура каплепадения до 65 ºС), среднеплавкие – С (65÷100 ºС) и тугоплавкие – Т (свыше 100 ºС). Эффективная вязкость – это вязкость смазки, соответствующая истинной вязкости такой ньютоновской жидкости, которая при заданном напряжении сдвига имеет ту же среднюю скорость деформации (средний градиент скорости). Эффективная вязкость характеризует прокачиваемость пластических смазок по шлангам и трубкам к узлам трения под определенным давлением, зависящим от размеров шлангов и трубок, и минимальную температуру, при которой смазка способна прокачиваться. Эффективная вязкость характеризует также пусковые свойства механизмов. Ее определяют автоматическими капиллярными вискозиметрами АКВ (смазка при помощи пружины продавливается с переменной скоростью через капилляр), при этом в условиях минимальной рабочей температуры и скорости деформации 10 с–1 она не должна превышать (15–20)·103 Па·с. Предел прочности (предельное напряжение сдвига) показывает, какое минимальное усилие надо приложить к смазке, чтобы при определенной температуре изменить ее форму и сдвинуть один слой смазки относительно другого. Тем самым он характеризует способность смазки удерживаться на негерметизированных поверхностях трения и невозможность ее сползания с вертикальных поверхностей. Предел прочности смазок определяют пластомером. Предел прочности нормируется при 20 ºС и составляет 300÷1500 Па. В случае превышения напряжения сдвига предела прочности пластичная смазка начинает течь.
Стабильность смазок определяет их работоспособность в узлах трения при эксплуатации автомобилей, удобство заправки и надежность прокачиваемости при проведении технического обслуживания автомобилей, а также неизменность первоначальных свойств при длительном хранении и воздействии окружающей среды. Определение механической стабильности смазок основано на свойстве их разрушения в ротационном приборе – таксометре, т. е. механическая стабильность характеризует тиксотропные свойства – способность смазок практически мгновенно восстанавливать свою структуру после выхода ее из зоны непосредственного контакта трущихся деталей. Ее оценка проводится по специальным коэффициентам: К р – индекс разрушения, К в – индекс тиксотропного восстановления. Коллоидная стабильность характеризует способность пластичной смазки сопротивляться выделению из нее масла. Она оценивается количеством масла, % по массе, перешедшего из смазки к слою фильтровальной бумаги под действием постоянного груза или сжатого воздуха. Интенсивность выделения масла из смазки возрастает при повышении температуры, под воздействием центробежных сил и т. д. Сильное выделение масла, а тем более распад смазки недопустимы. Химическая стабильность характеризует стойкость смазок против окисления. С понижением химической стабильности в смазках образуются и накапливаются кислородсодержащие поверхностно активные вещества (ПАВ), увеличивается концентрация кислот, альдегидов, эфиров и гидрокислородсодержащих соединений (спиртов), что приводит к ухудшению антикоррозионных и защитных свойств смазок. Оценка химической стабильности основана на определении кислотного числа. Для этого смазку толщиной слоя 1 мм окисляют на медной пластине при температуре 120ºС. Термическая стабильность (термоупрочнение) смазок характеризует их способность не упрочняться при кратковременном воздействии высоких температур. Термоупрочнение затрудняет поступление смазки к узлу трения, ухудшает ее адгезионные свойства (способность прилипания к поверхности). Склонность смазки к термоупрочнению определяют на приборе – прочномере СК путем измерения ее пределов прочности до и после выдержки при повышенных температурах. Микробиологическая и радиационная стабильность характеризуют изменение свойств смазок под воздействием микроорганизмов (грибков, бактерий) и излучений высоких энергий (γ -лучи, α -и β -частицы). Для повышения микробиологической стойкости вводят антисептики (бензойную и салициловую кислоты и т п.). Испытание на коррозию металлических пластинок характеризует коррозионность пластичных смазок вследствие наличия свободных (не омыленных) органических кислот или щелочей и продуктов окисления смазки. Для испытания в смазку, подогретую до 100 °С, погружают на 3 часа отшлифованные и обезжиренные медные и стальные пластинки. Смазка считается выдержавшей испытания, если после промывки на медных пластинках не обнаруживается зелени, побежалости или оттенков какого-либо цвета, а на стальных пластинках нет точек коррозии. Содержание свободных органических кислот в смазках не допускается, а содержание свободных щелочей жестко ограничивается. Они вызывают коррозию деталей, а также ухудшают коллоидную стабильность, предел прочности. Определение содержания свободных органических кислот и щелочей производится путем титрования растворов смазки соляной кислоты (при определении щелочей) или едким калием (при определении кислот). Содержание механических примесей, вызывающих усиленный износ деталей в пластических смазках, недопустимо. Механические примеси нельзя удалить из смазки путем отстоя или фильтрации, как это делается при очистке жидких масел или топлив. Содержание воды в пластичных смазках сказывается различно в зависимости от типа смазки. Смазки на немыльных загустителях разрушаются водой, и поэтому ее присутствие не допускается. В натриевых и кальциево-натриевых смазках допускается ограниченное содержание воды. В кальциевых смазках вода входит в их структуру, она служит стабилизатором, без нее смазка распадается на масло и кальциевое мыло, но количественное содержание воды должно быть ограничено 1,5–3,0 %. Содержание воды в смазке определяется аналогично определению воды в масле и топливе, а растворимость смазок определяют только качественно по изменению внешнего вида комка смазки в холодной (при 20 ºС в течение 24 ч) и кипящей (в течение 1 ч) воде. Если температура плавления смазки ниже 100 ºС, то испытания в кипящей воде не проводят. Рекомендуемые зоны применения пластичных смазок [6] представлены в таблице 41, а совместимость с зарубежными аналогами – в таблице 42. Таблица 41 Применение пластичных смазок в узлах автомобилей
Таблица 42 Совместимость отечественных и иностранных смазок
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 450; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.156 (0.013 с.) |