Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Гидрокопировальные токарные полуавтоматы: компоновки, основные узлы, применяемые приспособления. Способы копирования. Схемы копировальных систем.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Токарные гидрокопировальные одношпиндельные полуавтоматы предназначены для изготовления деталей сложного профиля с цилиндрическими, коническими и фасонными поверхностями. Особенность этих полуавтоматов состоит в том, что они оснащены верхним гидрокопировальным суппортом, который расположен над деталью, установленной в центре станка. Обработка фасонного профиля ведется одним резцом, воспроизводящим на детали фасонный профиль шаблона, по которому перемещается щуп гидрокопировального суппорта. Резцами, установленными на нижних суппортах, производят подрезку торцов, протачивание канавок и др. Все суппорты станка осуществляют автоматизированные циклы рабочих и холостых движений, которые выполняются в определенной последовательности. Окончание обработки одним суппортом служит командой для включения в работу другого суппорта. Управление полуавтоматом производится прикрепленным к кареткам суппортов кулачками, которые при движении вместе с суппортами нажимают на конечные выключатели и выполняют необходимые переключения. Для сокращения цикла обработки, а также переналадки и настройки на другую деталь полуавтоматы оснащены системами числового программного управления. Вертикально сверлильные станки общего назначения: основной параметр, компоновка, основные узлы, исполнительные движения, структуры приводов, применяемые приспособления. Кинематическая схема вертикально-сверлильного станка мод.2Н150
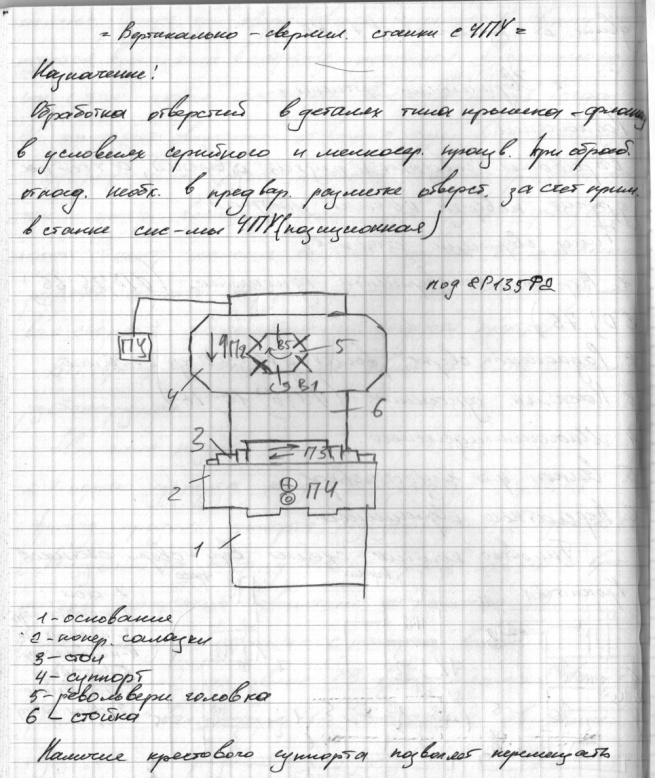
Вертикально- сверлильные станки (2Н135) Вертикально- сверлильные (самые распространенные)- применяются для обработки отверстий в небольших деталях. Главное движение – вращения инструмента. Движение подачи – осевое перемещение инструмента Вспомогательные движения – ручное перемещение стола и шпинделя бабки в вертикальном направлении.
1- основание 2- стойка 3- стол 4- шпиндельная бабка 5- сверло
Радиально-сверлильные станки общего назначения: компоновки, основные узлы, исполнительные движения, технология обработки деталей
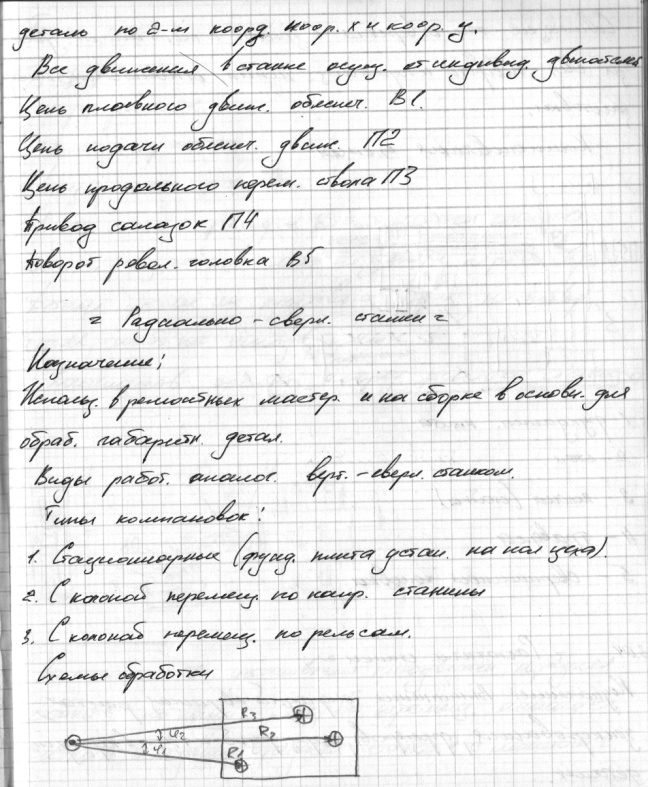
Радиально-сверлильные станки (2М55) Используется МСП и ЕП для обработки крупных деталей, а также для сверления нескольких отверстий при больших меж осевых расстояниях без перезакрепления детали. Главное движение – вращение инструмента. Движение подачи- осевое перемещение пиноли с инструментом.
1- основание 2- неподвижная колонна 3- поворотная колонна 4- механизм подъема траверса 5- шпиндельная бабка с коробкой скоростей 6- траверса 7- стол
Вспомогательные перемещения: 1. Ручное, горизонтальное, поступательное перемещение шпиндельной бабки по траверсе 2. Механическое, вертикальное, поступательное перемещение траверса по колонне 3. Ручное вращение колонны с траверсой 4. Гидро-зажим поворотной колонны и шпиндельной бабки на траверсе.
Вертикально-сверлильные станки с ЧПУ: компоновка, основные узлы, исполнительные движения, применяемые приспособления. Кинематическая схема станка с чпу мод 2Р135Ф2
Горизонтально-расточные станки общего назначения. Компоновка, основные узлы, исполнительные движения. Кинематическая схема мод.2625 Горизонтально расточные станки (262Г) Предназначены для сверления, растачивания, зенкеровании и развертывании точных и взаимосвязанных отверстий, подрезание торцов радиальным суппортом, фрезерование поверхностей и нарезание резьб расточным шпинделем. Главное движение – вращение шпинделя, или шпинделя и планшайбы. Движение подач: 1. Осевое перемещение шпинделя 2. Продольное перемещение стола 3. Поперечное перемещение стола 4. Вертикальное перемещение шпиндельной бабки 5. Радиальное перемещение суппорта и планшайбы
1-станина 2-задняя стойка 3-люнет 4-стол 5-шпиндельная бабка 6-передняя стойка 7-планшайба 8-радиальный суппорт 9-шпиндель
При растачивании коротких отверстий подача сообщается шпинделю, при обработки длинных столу. При нарезании резьбы шпинделю сообщается за один его оборот осевая подача равная шагу нарезаемой резьбы. При фрезеровании движение подачи сообщается столу в поперечном направлении или шпиндельной бабки в вертикальном направлении. При подрезании торцов и растачивании канавок движение резания сообщается планшайбе с радиальным суппортом, а его перемещение в радиальном направлении является подачей.
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 566; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.254.35 (0.007 с.) |