Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Предохранительные и блокирующие устройстваСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
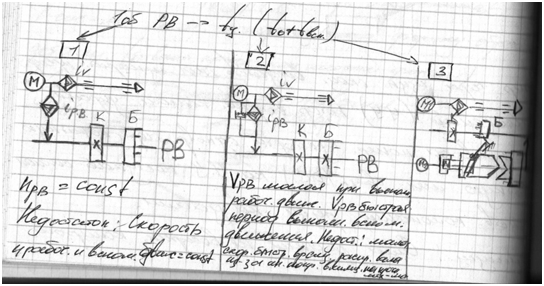
1)Блокирующие устройства предназначены для предотвращения одновременного включения нескольких механизмов, совместная работа которых недопустима. 2) Ограничители хода бывают предельными и размерными. Предельные устанавливают так, чтобы движущая часть станка не доходила до опасного конечного положения на 3-4 мм. Принцип работы предельных устройств основан на том, что движущаяся часть станка встречает жесткий упор. Размерные ограничители ограничивают ход значительно точнее. Чаще всего в качестве размерных ограничителей хода прим.механизм падающий червяк. 3) устройство для предохранения станка от перегрузок А)электрические Б)гидравлические В)механические Г)комбинированные Из механических широкое распространение получили: срезные штифты и шпонки, предохранительные муфты, падающие червяки, ременные передачи и др.
Функции систем управления станками По назначению, характеристикам и принципам работы, а значит, и по управлению можно выделить следующие группы исполнительных устройств. 1 Формообразующие устройства; рабочие органы станка связаны с формообразованием изделий и процессами позиционирования, т. е. передвигают заготовку (или инструмент) по программируемым координатам во время обработки или перед обработкой. Они образуют либо простые движения (вращательные или поступательные), либо при их совместной работе, сложные движения, как результат суммирования простых. К этой же группе частично относятся некоторые движения манипулирования, а именно те, которые обеспечивают поиск объекта при смене режущего инструмента или заготовки. Отличительным свойством данной группы является то, что траекторию и путь движения можно изменять в зависимости от вводимой программы. 2 Манипулирующие устройства предназначены для выполнения постоянных команд, связанных с автоматическим циклом работы оборудования. Они изменяют режимы резания, направления и скорости перемещения механизмов станка, управляют охлаждением, сменяют режущий инструмент или заготовку, закрепляют их (патроны, механизмы зажима), транспортируют и складируют и т. п. Такие устройства имеют чаще всего неизменяемую (стационарную) систему управления, однако момент ввода в действие и последователь^ ность их работы могут быть различными. Это определяется программой цикловой автоматики.
3. Вспомогательные (исполнительные устройства) обслуживают процесс обработки, например, обеспечивают автоматическую уборку отходов, смазывание станка, отсос тумана и пыли, работу гидро- и пневмосистемы и др. Обычно они имеют автономную систему управления. Наиболее важными и сложными по своему управлению являются первая и частично вторая группы устройств, и при дальнейшем рассмотрении наибольшее внимание будет уделено управлению именно этими устройствами. Характерным для них является управление траекторией движения, длиной пути и командами сложных циклов. Станок можно рассматривать как технологический комплект механизмов, действующих автономно и связанных между собой лишь управлением. При проектировании систем автоматического управления в первую очередь решаются наиболее важные задачи обработки, связанные с формообразованием и вопросами позиционирования. 1. Управление траекторией при использовании простых движений в качестве внутреннего источника информации станка. Решается задача программирования взаимосвязи этих движений, создания и ввода внешней информации и воспроизведения сложного движения путем суммирования простых движений. 2. Программирование и контроль перемещений основных рабочих органов станка. 3 Задание и отработка исходных (основных и промежуточных) положении рабочих органов станка. 4 Получение информации, корректирующей по каким-либо параметрам исходную информацию управления. Не менее важны задачи, связанные с выполнением цикловых команд, таких, как: программирование и осуществление оптимальной скорости движения; задание нужного направления и последовательности движений; программирование и выполнение самостоятельных (в том числе и стандартных) циклов работы оборудования. Структуры систем автоматического управления. Служит для управления циклом работы станка автоматов и полуавтоматов. Их эффективно используют только в массовом и крупносерийном производстве где переналаж. редко. + простота конструкции, надежность и долговечность. –своя комп.кулачков для обр к деталей.
Структуры систем числового программного управления и классификация по видам программоносителей, по способу кодирования и ввода информации Система ЧПУ (СЧПУ) - совокупность методов устройств, обеспечивающее ЧПУ станков. Устройство ЧПУ (УЧПУ) - составная часть СЧПУ, выдающая команды на выполнение конкретного действия. СЧПУ различают по следующим признакам: I. По назначению 1. (Ф1) - станки с цифровой индикацией и преднабором координат; 2. Позиционные и прямоугольные (Ф2) - позволяют автоматически установить рабочие органы в позицию, заданную программой управления станком, причем в период перемещения рабочего органа обработка не ведется. 3. Контурные (непрерывные) (ФЗ) - обеспечивают автоматическое перемещение рабочего органа по произвольной траектории с контурной скоростью, заданной программой управления станком. Траектория обработки обеспечивается совместным и взаимосвязанным движением нескольких исполнительных устройств. 4. Комбинированные (универсальные) (Ф4) - обеспечивают обработку сложных профилей деталей по нескольким координатам одновременно, точное позиционирование ускоренных перемещений.
|
||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 1060; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.255.161 (0.009 с.) |