
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методика кинематической настройки станков. Конечные звенья, расчетные перемещения, уравнения кинематического баланса цепиСодержание книги
Поиск на нашем сайте
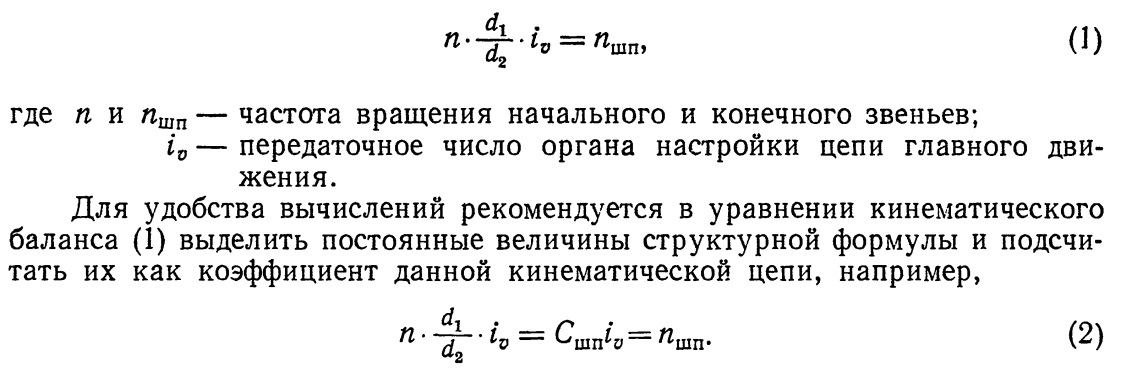
Чтобы достигнуть необходимых перемещений конечных звеньев цепи для получения заданной формы и размеров деталей, производят кинематическую настройку станка, которая в основном сводится к определению параметров органа настройки. Расчетные перемещения определяют исходя из формы поверхности, которая должна быть образована на заготовке, и режущего инструмента. Затем по кинематической цепи составляется уравнение кинематического баланса, связывающее начальное и конечное перемещение,и из последнего находится зависимость параметра, органа настройки от расчетных перемещений и постоянных коэффициентов цепи.1 Кинематическая цепь составляется из движущихся, сопряженных между собой и передающих друг другу движение деталей. Если началом кинематической цепи является источник движений — электродвигатель, то можно найти связь между начальным и конечным звеньям (рис. 3, б):
Выражение (10) является формулой настройки сменных колес гитары скоростей цепи (рис. 3, б). Приведенный в настоящей главе анализ структурных схем металлорежущих станков позволяет сделать следующие выводы. Кинематическая структура металлорежущих станков зависит от геометрической формы, размеров обрабатываемой поверхности и метода обработки. Чем меньше необходимое число исполнительных формообразующих движений, тем из меньшего количества кинематических цепей состоит кинематическая структура станка, тем более простыми могут быть кинематика и конструкция станка. Существенное значение имеют и другие факторы, например, точность и класс чистоты обработки поверхности, вопросы динамики резания, условия обслуживания станка и экономические факторы. Кинематическая настройка станков
Под кинематической настройкой станка понимают настройку его цепей, обеспечивающую требуемые скорости движений исполнительных органов станка, а также, при необходимости, условия кинематического согласования перемещений или скоростей исполнительных органов между собой. Цель таких согласований – образование поверхности с заданными формой, размерами, точностью и шероховатостью. Кинематическая настройка является составной частью наладки станка. В большинстве металлорежущих станков с механическими связями для настройки кинематических цепей применяют органы кинематической настройки в виде гитар сменных зубчатых колес, а также ременных передач, вариаторов, регулируемых электродвигателей, коробок скоростей и подач, характеристикой которых является общее передаточное отношение i органа. Значение передаточного отношения органа настройки определяют по формуле настройки. Для вывода формулы настройки любого органа кинематической настройки необходимо по кинематической схеме станка наметить такую цепь передач, в которой расположен данный орган и известны перемещения или скорости конечных звеньев этой цепи, связанные функциональной или требуемой зависимостью. Желательно, чтобы такая цепь передач, называемая в дальнейшем цепью согласования, включала в себя только один орган настройки, для которого выводят формулу.
Для выбранной цепи согласования составляют условие кинематического согласования перемещений ее конечных звеньев, совершающихся в течение определенного промежутка времени, или их скоростей. Эти перемещения могут быть угловыми, линейно-угловыми и линейными. С учетом условия согласования перемещений или скоростей составляют уравнение кинематического баланса цепи согласования, в котором неизвестным является передаточное отношение i органа настройки. Уравнение баланса можно записывать от любого конца цепи согласования. Решение уравнения баланса относительно передаточного отношения органа настройки представляет собой формулу настройки. Рассмотрим методику анализа кинематической структуры станка и его кинематическую настройку на примере зубошлифовального станка для обработки прямозубых цилиндрических колес. На данном станке производится шлифование боковых поверхностей зубьев прямозубых цилиндрических колес дисковым обкатным кругом. В процессе формообразования оси обрабатываемого колеса и шлифовального круга взаимно перпендикулярны. Боковые поверхности зубьев обрабатываемого колеса в поперечном сечении характеризуется эвольвентой, а в продольном – прямой линией. Для формирования боковой поверхности зубьев колеса в продольном направлении используют метод касания, который в данном случае реализуется двумя движениями формообразования – вращением шлифовального круга ФV (ВШ.КР) и возвратно-поступательным движением ползуна ФS1 (ПШ.КР) вдоль зуба колеса. Профиль шлифовального круга имеет очертание профиля зуба прямозубой рейки, поэтому боковая поверхность зубьев колеса в поперечном направлении образуется методом обката, для чего необходимо одно сложное движение качения ФS2 (ПЗАГ.ВЗАГ.).так как шлифовальный круг имеет вид диска, шлифование боковых поверхностей зубьев колеса ведется последовательно от одной впадины к другой. Поэтому в станке должно быть движение деления Д (ВДЕЛ), реализуемое поворотом колеса на определенный угол. Таким образом, кинематическая структура анализируемого станка должна содержать три группы формообразования и одну группу деления, причем три из них простые и одна – сложная. Группа движения ФV (ВШ.КР) Исполнительный орган – шпиндель шлифовального круга. Внутренняя кинематическая связь группы осуществляется через связь вращательной кинематической пары, подвижным звеном которой является шпиндель круга, а неподвижным – опоры шпинделя. Внешняя кинематическая связь группы состоит из ременной передачи, соединяющей электродвигатель со шпинделем шлифовального круга. Группа движения ФS1 (ПШ.КР) Исполнительный орган – ползун с установленным шлифовальным кругом. Внутренняя кинематическая связь группы осуществляется через поступательную кинематическую пару ползун – направляющие стойки. Внешняя кинематическая связь представляет собой цепь между электродвигателем Д2 и ползуном. Формула настройки выводится так: n эл. дв. ® к дв. х. полз.
к – число дв. ходов ползуна ® - соответствует. Группа движения ФS2 (ПЗАГ.ВЗАГ.) Эта кинематическая группа сложная. Группа имеет два исполнительных органа: шпиндель стола с заготовкой и каретка, на которой смонтирован поворотный стол. Поворотный стол вращается (ВЗАГ.), а каретка движется поступательно (ПЗАГ.). Внутренняя кинематическая связь группы осуществляется через функциональную цепь между кареткой и столом. Внешняя кинематическая связь группы представляет собой цепь между электродвигателем Д3 и звеном присоединения к внутренней связи группы. Формула настройки: 1 об.заг. ®pmz (1 об. заг.=pD, где D=mz); 1 об.заг.
Здесь Группа движения Д (ВДЕЛ.) (группа деления) Исполнительный орган – шпиндель поворотного стола. Внутренняя кинематическая связь группы обеспечивается связью вращательной кинематической пары поворотный стол – каретка. Внешняя кинематическая связь группы представляет собой кинематическую цепь от электродвигателя Д3 до шпинделя стола. В цепи деления применен двухдисковый делительный механизм. В нем nоб. левого дискa®n+1об. правого диска Значит 4 об.левого диска®1/z об. заг.
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 1897; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.221.114 (0.008 с.) |

 1410 об.эл.дв. ® 80 об.шп.
1410 об.эл.дв. ® 80 об.шп.

 ;
; ;
; - передаточное отношение дифференциала в цепи обкатки.
- передаточное отношение дифференциала в цепи обкатки. отсюда n = 4 об.
отсюда n = 4 об. ;
;  ; Здесь
; Здесь  - передаточное отношение дифференциала в цепи деления.
- передаточное отношение дифференциала в цепи деления.


