Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
II. По способу записи программыСодержание книги
Поиск на нашем сайте
1. Кодированном 2. Декодированном виде III. По количеству одновременно управляемых координат 1. По одной 2. по двум 3. по трем и т.д. IV. По виду применяемого привода 1. Ступенчатые 2. Бесступенчатые 3. Следящие V. По количеству потоков информации 1. Не замкнутые (один поток информации) 2. Замкнутые (два потока информации) 3. Адаптивные (многопоточные). Токарные станки общего назначения: компоновки, основные узлы, исполнительные движения, основной параметр, назначение. Применяемые приспособления. Кинематическая схема станка 16к20. На станках токарной группы обрабатывают детали типа валов, дисков и втулок, осуществляя обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание канавок и отрезку, растачивание отверстий (цилиндрических, конических и фасонных), обтачивание конических и фасонных поверхностей, сверление, зенкерование и развертывание отверстий, нарезание наружной и внутренней резьбы резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы, накатывание рифленых поверхностей. / Главным движением, определяющим скорость резания, является вращение шпинделя, несущего заготовку. Движением, определяющим величины продольных и поперечных подач, является движение суппорта, в котором закрепляют резцы, а при обработке концевым инструментом движение подачи получает задняя бабка станка. По классификации (см. табл. 1.1) токарные станки относят к 1-й группе.
Движение от коробки подач передается механизмам фартука или через ходовой вал 8 (при точении), или через ходовой винт 10 (при нарезании резьбы резцом). На передних стенках фартука, коробки передач и передней бабки сосредоточены рукоятки управления станком. Экран 4 и щиток 5 обеспечивают безопасностьработы на станке. Основное электрооборудование станка сосредоточено в электрошкафу 13. В легких токарных станках- применяют разделенный привод главного движения. В этом случае коробку скоростей устанавливают в основании станка, а в передней бабке (шпиндельной) размещают шпиндель и перебор.
Станины токарных станков представляют собой сложные корпусные отливки коробчатой формы; они служат для монтажа основных узлов станка.
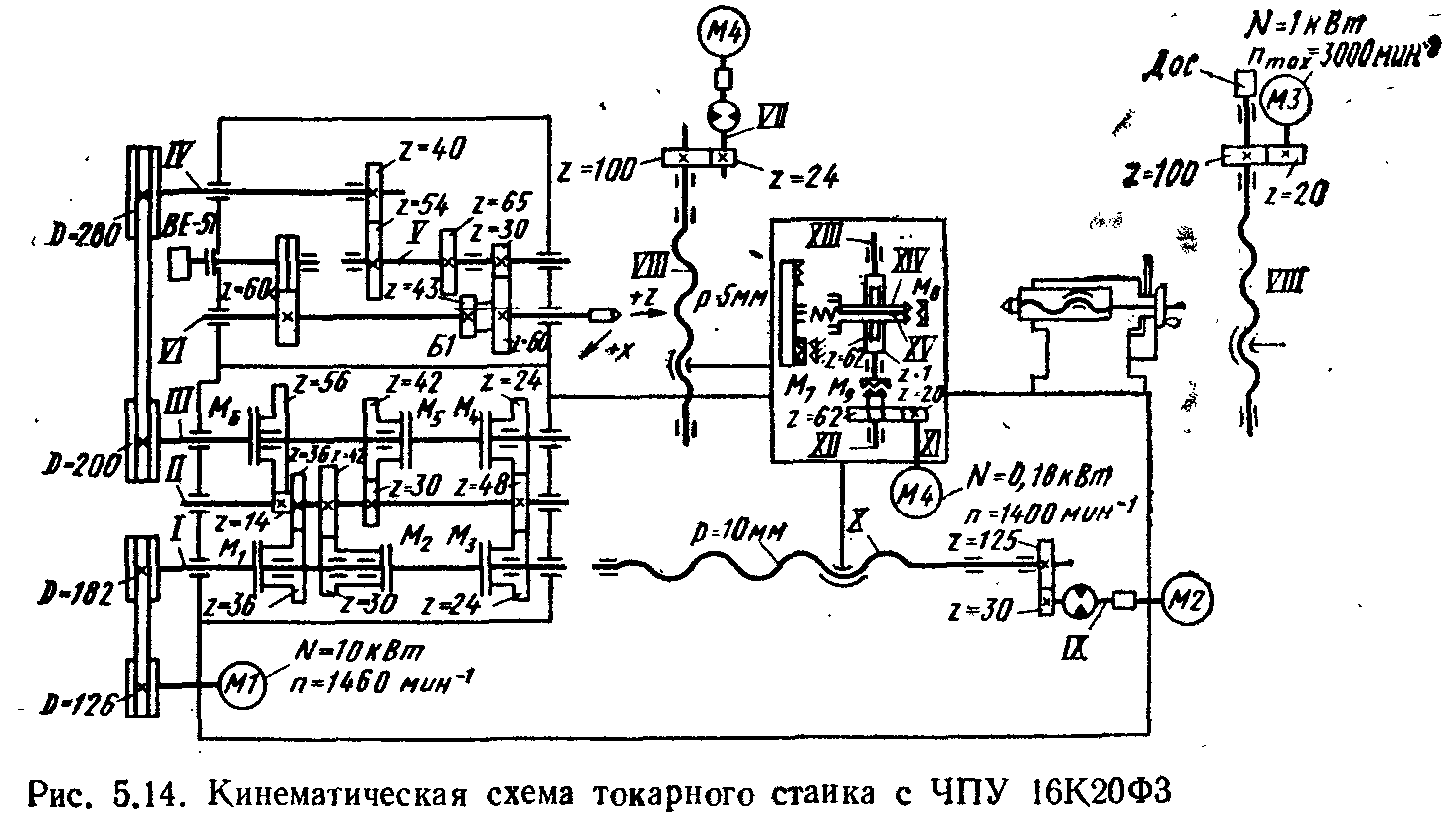
Токарные станки с ЧПУ. Станок оснащен системой ЧПУ, которая обеспечивает управление по двум координатам, изменение частот вращения шпинделя и величин подач, индексацию револьверной головки и нарезание резьбы по программе.
На валу / АКС свободно установлены зубчатые колеса 36, 30, 24 н электромагнитные муфты Ми Мг и М3, при включении которых зубчатые колеса передают крутящий момент на вал II. На этом валу жестко установлены зубчатые колеса 14, 42, 30, 48, передающие вращение свободно установленным на валу III зубчатым колесам 56, 42, 24 и далее через электромагнитные муфты М4,Мь, Мв на вал III и затем на шпиндель. Таким ьбразом, АКС обеспечивает получение девяти автоматически переключаемых частот вращения. Ручное переключение групповой передачи обеспечивает два диапазона частот вращения шпинделя: 35—560 и 100—1600 мин-1. Поскольку шесть частот в указанных диапазонах совпадают по величине, шпиндель фактически имеет двенадцать частот вращения. Одновременным включением муфт М4 ИМе осуществляется торможение шпинделя (кинематический замок). Движение подач. Приводы продольной и поперечной подач суппорта могут иметь два исполнения. В первом исполнении в качестве двигателя, вращающего ходовые винты X и VIII, используют элек-трбгидравлический шаговый двигатель. Во втором исполнении используют высокомоментный двигатель постоянного тока. В обоих случаях движение на винты передается через редуцирующую беззазорную зубчатую передачу (малое зубчатое колесо установлено на валу двигателя). При применении высокомоментного двигателя постоянного тока на ходовых винтах VIII и X устанавливают датчики обратной связи.
|
|||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 367; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.67.237 (0.007 с.) |

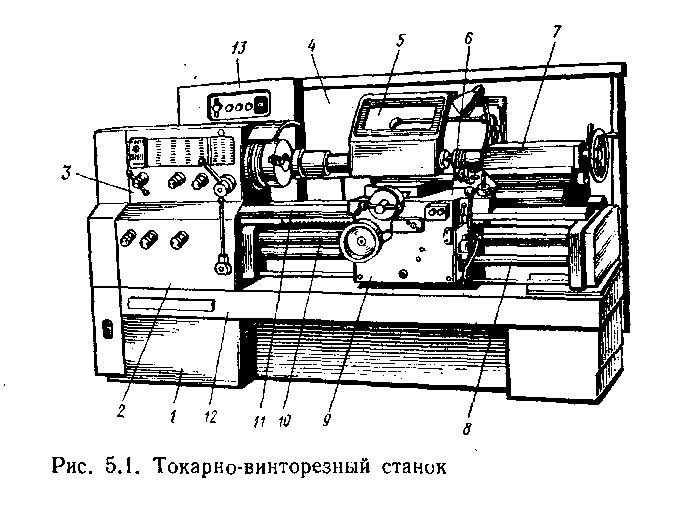 Традиционная компоновка токарно-винторезного станка общего назначения показана на рис. 5.1. На основании 1 закреплены станина 11 и корыто 12. На станине размещены1 передняя бабка 3 и коробка подач 2. По направляющим станины перемещаются суппорт 6 с фартуком 9 и задняя бабка 7. Двигатель установлен в основании и закрыт кожухом.
Традиционная компоновка токарно-винторезного станка общего назначения показана на рис. 5.1. На основании 1 закреплены станина 11 и корыто 12. На станине размещены1 передняя бабка 3 и коробка подач 2. По направляющим станины перемещаются суппорт 6 с фартуком 9 и задняя бабка 7. Двигатель установлен в основании и закрыт кожухом.