Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Практика применения контрольных карт для статистического управления процессом.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
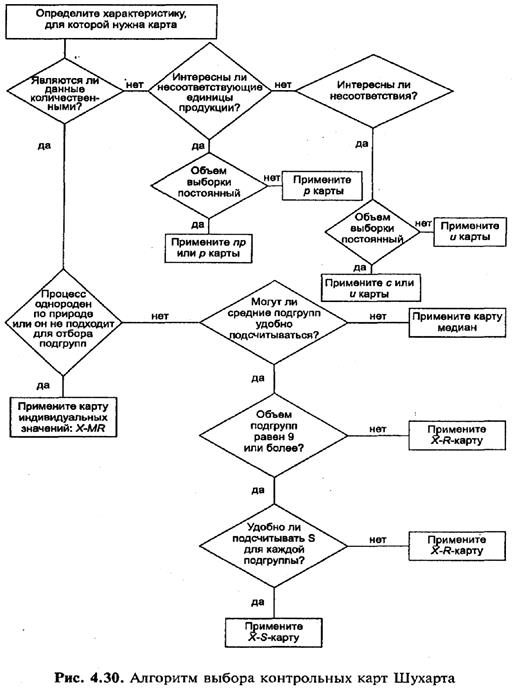
На стадии подготовки к применению контрольных карт исследуемый процесс должен быть проанализирован с использованием причинно-следственной диаграммы Исикавы: какие факторы оказывают влияние на выход процесса – в частности, квалификация работников, используемое оборудование, материалы, технология изготовления, методы и средства измерения (метод 5 М), и другие. При отборе характеристик для совершенствования процесса полезно использование диаграммы Парето. Учитываются требования потребителей, причины потерь и низкой эффективности, возможные риски. При наличии корреляций между характеристиками (визуально могут быть оценены по диаграммам рассеяния) часто удобнее контролировать одну из взаимосвязанных характеристик, – ту, которая проще поддаётся измерению. Правильный выбор технологического процесса, для которого необходим статистический контроль, выбор показателей для мониторинга – один из наиболее ответственных этапов. Учитывая достаточно высокие затраты на организацию и проведение статистического управления процессом, выбираются ключевые показатели продукции и процессов, отражающие, во-первых, степень безопасности продукции, во-вторых, ее надежность, в- третьих, требования заказчика. Если определены ключевые показатели изделия в целом, то можно выделить ключевые показатели для отдельных деталей материалов, соответствующие ключевые технологические операции и их параметры. Анализ и регулирование процессов с использованием контрольных карт имеет смысл только для таких ключевых показателей. Определение (и документирование) таких показателей удобно выполнять с использованием процедуры FМЕА (анализ видов и последствий отказов). Непрерывное совершенствование процесса с использованием контрольных карт представляет итерационную процедуру, включающую три этапа. На этапе сбора данных разрабатывают план сбора: в частности, для карт по количественному признаку: • как часто отбирать подгруппы (выборки) для контроля; • каков объем выборок; • их количество. При определении объема подгрупп используется общее правило: объем их должен быть таков, чтобы изменения внутри подгруппы были бы по - возможности малыми («рациональные подгруппы»). Обычно это 4–5 последовательных наблюдений выполненных в одинаковых условиях за короткий промежуток времени («мгновенность» выборки). Изменчивость внутри подгрупп минимальна и отражает обычные (случайные) причины. Частота отбора подгрупп определяется возможными изменениями процесса во времени, связанными, например, со сменой оператора или инструмента, новой партией материала и т.п. В зависимости от особенностей процесса это может быть одна подгруппа в час или в смену, две подгруппы в день... Количество подгрупп должно быть достаточным, чтобы выявить все главные причины изменчивости: желательно использовать не менее 25 подгрупп. Собранные данные заносятся в контрольный листок, далее выбирается тип контрольной карты. Наиболее распространенными на практике, как отмечалось выше, являются карты Шухарта. Алгоритм выбора конкретного вида этих карт представлен на рис. 4. 30. При необходимости контроля малых смещений среднего уровня процесса или его рассеяния применяются карты кумулятивных сумм или экспоненциально взвешенных скользящих средних. При контроле нескольких показателей используются многомерные карты, основанные на статистике Хотеллинга. При нарушении нормальности распределения контролируемых показателей проводят соответствующие преобразования. После выбора типа карт проводится расчет контролируемых ‚характеристик (например, средних значений) и оценивается положение пробных контрольных границ. Эти данные наносят на контрольные карты.
На втором этапе – при управлении процессом – собранные данные сравниваются с контрольными границами. При этом оценивается стабильность процесса. Стабильность анализируется отдельно по карте для характеристики рассеяния (размаху ни среднеквадратическому отклонению) и по карте для характеристики среднего уровня процесса (среднему или индивидуальному значению, медиане). Проверяется наличие неслучайного поведения процесса: выход контролируемой статистики за границу, наличие трендов, серий. Любая из этих ситуаций хотя бы на одной из контрольных) карт свидетельствует об отсутствии управляемого состояния процесса: это показатель того, что, кроме обычных (случайных) причин изменчивости процесса, появилась особая причина и требуется анализ процесса для ее устранения. Учитывая, что, как правило, в контрольных картах используется правило «трех сигм», те. расстояние между контрольными границами составляет шесть сигм, карта делится на шесть равных зон шириной по одному стандартному отклонению, обозначаемых А, В, С, С, В, А (рис. 4.31). ГОСТ Р 50779.42-99 (ИСО 8258-91) рекомендует восемь критериев для интерпретации хода технологического процесса: одна точка вне зоны А; девять точек подряд в зоне С или по одну сторону от центральной линии; шесть возрастающих или убывающих точек подряд (тренд); четырнадцать попеременно возрастающих или убывающих точек две из трех последовательных точек в зоне А или вне ее; четыре из пяти последовательных точек в зоне В или вне ее; пятнадцать последовательных точек в зоне С выше или ниже центральной линии; восемь последовательных точек по обеим сторонам центральной линии и ни одной в зоне С. Эти критерии стандарт предлагает рассматривать как примеры ситуаций, указывающих на наличие особых причин, которые необходимо проанализировать. Серия на контрольной карте — такое состояние процесса, при котором точки оказываются по одну сторону от средней линии. Количество точек называется длиной серии. О наличии особых причин свидетельствуют серии из семи точек подряд, или когда не менее 10 точек из 11 по одну сторону от центральной линии, или не менее 12 из 14, или не менее 16 из 20.
Рис. 4.31. Продолжение рисунка: а – одна точка вне зоны А; б – девять точек подряд в зоне С или по одну сторону от центральной линии; в – шесть возрастающих или убывающих точек подряд (тренд); г – четырнадцать попеременно возрастающих или убывающих точек; д – две из трех последовательных точек в зоне А или вне ее; е – четыре из пяти последовательных точек в зоне В или вне ее; ж – пятнадцать последовательных точек в зоне С выше или ниже центральной линии; з – восемь последовательных точек по обеим сторонам центральной линии и ни одной в зоне С Наличие любой неслучайной причины, как правило, – повод для анализа процесса и выработки корректирующих воздействий. При наличии особых причин нарушения стабильности при проведении Начального анализа процесса точки, соответствующие неуправляемому СОСТОЯНИЮ, исключаются из расчета, после чего контрольные границы на обеих картах пересчитываются. Эта процедура может повторяться несколько раз. Третий этап управления процессом с использованием контрольных карт – это анализ и улучшение процесса. При этом предполагается, что процесс статистически управляем (это подтверждено по обеим картам Шухарта), контролируемый показатель имеет нормальное распределение, границы допуска отражают требования потребителя.
В случае контрольных карт для непрерывных переменных часто возникает необходимость включить в итоговый вывод результатов анализа так называемые индексы пригодности процесса. Коротко говоря, индексы пригодности процесса выражают (в виде отношения), какая часть деталей или изделий, производимых в рамках текущего производственного процесса, по своим характеристикам попадает в определенные технологами пределы (в частности, в инженерные допуски). К примеру, так называемый индекс воспроизводимости Cp находится следующим образом:
где Индекс работоспособности процесса Сpk=Cp(1–k) (индекс настроенности или на-лаженности). Если распределение контролируемой характеристики качества или переменной (например, размер поршневых колец) подчиняется нормальному закону, и процесс абсолютно точно центрирован (т.е. среднее значение процесса соответствует положению центральной линии на контрольной карте), то данный индекс может интерпретироваться как та часть стандартной кривой нормального распределения (ширина процесса), которая находится внутри границ инженерных допусков. В случае нецентрированного процесса, вместо рассмотренного выше индекса используется уточненный индекс Cpk. Для "пригодного" процесса индекс Cp должен быть больше 1. Это означает, что для того, чтобы можно было ожидать попадание более 99% всех выпущенных деталей или изделий в рамки приемлемых инженерных спецификаций, величина интервала между контрольными пределами плановых спецификаций должна превышать 6 Индекс работоспособности процесса С должен быть не ниже единицы, а желательно, и не менее 1,33. При меньших значениях необходимо или провести центрирование процесса (при его нарушении), или выполнить мероприятия по снижению изменчивости всей системы от случайных причин. Впоследнем случае предпринимаются действия управленческого персонала по применению более качественного оборудования, новых технологий производства, использованию материалов с более стабильными характеристиками, повышению квалификации операторов; эти действия требуют выделения соответствующих ресурсов. При анализе изменчивости систем могут быть использованы причинно-следственная диаграмма, диаграмма Парето, а также методы планирования эксперимента. Если технологический процесс в результате проведенных мероприятий оказался стабильным и воспроизводимым на нужном уровне, можно переходить к постоянному мониторингу с целью поддержания контролируемого показателя на заданном целевом значении. При этом для ведения контрольных карт используются уже найденные значения контрольных границ, В этом случае показателем того, что процесс требует наладки (регулировки), является появление на карте неслучайной структуры одного из рассмотренных видов. 18. Семь новых методов (инструментов) всеобщего качества. Их сущность, взаимосвязь, особенности применения. Широко известны семь простых инструментов контроля качества, использование которых базируется на анализе численных данных. Это соответствует принципу TQM: принятие решений на основе фактов. Однако факты далеко не всегда могут быть представлены в численной форме. Для поиска решений в таких случаях Союзом Японских Ученых и Инженеров (IUSE) на базе поведенческой науки, операционного анализа, статистики и теории оптимизации был разработан набор инструментов, получивший название «новые инструменты управления качеством». К ним относят: 1.диаграмму сродства (KJ-метод); 2.диаграмму связей; 3.дерево решений (древовидная диаграмма); 4.таблицу качества (матричная диаграмма); 5.стрелочную диаграмму (сетевой график, диаграмма Ганта); 6.диаграмму процесса осуществления программы (PDPC); 7.матрицу приоритетов. Разработанный комплекс инструментов используется в оставшихся 5% случаев, когда простые инструменты качества не позволяют найти решение проблемы. Наиболее эффективно новые инструменты контроля качества могут быть использованы при групповой работе в командах, формируемых для решения проблем, появляющихся на этапе проектирования или для совершенствования процесса проектирования. Исходные данные для анализа обычно собирают при помощи метода «мозговой атаки». Примечание. Следует отметить, что Диаграмма Исикавы, в отличие от других простых инструментов качества, оперирует вербальной информацией. По этому признаку ее следовало бы отнести к новым инструментам качества, но исторически сложилось так, что она включена в состав семи простых статистических инструментов контроля качества. Диаграмма сродства Диаграмма сродства (KJ-метод) – инструмент, используемый для выявления основных нарушений процесса, а также возможностей его улучшения, путем объединения родственных данных. Принцип создания KJ-диаграммы приведен на рисунке:
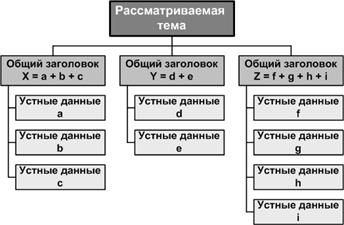
Как видно из рисунка, диаграмма сродства служит для объединения множества идей, интересов и мнений, собранных специалистами по рассматриваемой теме, в небольшое число групп. Примечание. Наиболее часто данный инструмент применяется для организации и упорядочивания большого количества идей, возникающих в процессе «мозгового штурма». Методика построения: 1. Выберете проблему или тему, которая требует решения или улучшения. Тему следует определять в самых широких понятиях, чтобы не ограничивать варианты решения проблемы или отыскания новых путей улучшения процесса. 2. Соберите данные по выбранной теме. Запишите каждую идею на отдельной карточке. Обычно для сбора данных используют метод «мозгового штурма». 3. Перемешайте карточки и расположите их в случайном порядке на столе. 4. Сгруппируйте взаимосвязанные карточки. Группировку можно выполнить следующим образом: найдите карточки, которые кажутся вам взаимосвязанными (родственными) и сложите их вместе. Затем еще раз. Эти действия следует выполнять до тех пор, пока все данные не будут собраны в предварительные группы родственных данных. При группировке данных следует учесть, что одна карточка не может составлять всю группу, а количество групп желательно ограничить не более 10. 5. Определите направленность каждой группы данных. Выберете из имеющихся карточек или придумайте и запишите на новой карточке заголовок, отражающий выявленную направленность для каждой группы. Карточки с заголовками поместите поверх карточек, составляющих группы. При возникновении разногласий, а также для поиска альтернативных взаимосвязей, пункты 3-5 можно повторить, пробуя создать группы с другой направленностью. Анализ завершается, когда все данные будут сгруппированы в соответствие с подходящим количеством ведущих направлений, а все разногласия будут устранены. 6. Перенесите полученные данные с карточек на бумагу в виде диаграммы:
или таблицы:
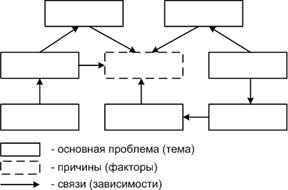
Примечание 1.Д иаграмма сродства очень напоминает причинно-следственную диаграмму, только подход к проблеме у них идет с противоположных сторон. В диаграмме Исикавы сначала определяются главные факторы, влияющие на проблему, которые затем разбиваются на более мелкие, а те в свою очередь на еще более мелкие, пока не определяются корневые причины вызывающие проблему, т.е. порядок определения факторов - от основных к второстепенным. В диаграмме сродства, наоборот, сначала определяются в основном корневые, малозначительные причины (хотя в процессе сбора данных также могут быть найдены и главные причины), которые затем последовательно объединяются во все более крупные группы, т.е. порядок определения факторов – от второстепенных к основным. Примечание 2. За исключением принципа анализа информации данные диаграммы также отличаются уровнем вложенности. Если у диаграммы Исикавы она никак не ограничена, то в диаграмме сродства уровень вложенности всегда второй, т.е. все причины, влияющие на рассматриваемую проблему, делятся на факторы только 1-го и 2-го порядка. Диаграмма связей Диаграмма связей (граф взаимозависимости) – инструмент, используемый для выявления логических связей между основной проблемой, которая требует решения, причинами, которые оказывают на нее влияние и другими данными. Диаграмму связей рекомендуется использовать в следующих случаях: · рассматриваемая проблема (тема) настолько сложна, что взаимосвязи между полученными данными не могут быть определены в ходе обычного обсуждения; · решающим фактором является временная последовательность, в соответствии с которой делаются шаги; · существуют подозрения, что рассматриваемая проблема является следствием воздействия более фундаментальной, еще не затронутой проблемы. Работа над диаграммой связи, также как и над диаграммой сродства, должна проводится в группах по улучшению качества. Методика построения: 1. Выберите тему (проблему), которая требует улучшения (решения) и запишите ее в центре чистого листа бумаги. 2. Определите факторы, влияющие на проблему, и расположите их вокруг записанной проблемы. Исходные данные для построения диаграммы могут быть получены с использованием диаграммы сродства, диаграммы Исикавы или непосредственно с использованием метода «мозгового штурма». 3. Определите звенья, которые связывают отдельные причины (факторы), влияющие на проблему, и проставьте зависимости между факторами и проблемой, а также факторов между собой с помощью стрелок. Старайтесь обнаружить звенья, ведущие к критическому результату. 4. Определите ключевые факторы для оказания на них воздействия. Определение ключевых факторов производится с учетом имеющихся в наличии ресурсов, а также с учетом данных, характеризующих эти факторы. Принцип создания графа взаимозависимости приведен на рисунке:
Дерево решений Дерево решений (древовидная диаграмма, систематическая диаграмма) – инструмент, используемый для систематического рассмотрения проблемы (темы) в виде составляющих факторов (элементов), расположенных на различных уровнях и удобного представления логических связей между этими факторами (элементами). Древовидная диаграмма строится в виде многоступенчатой древовидной структуры, составными частями которой являются различные элементы (факторы, причины) рассмотрения идеи или решения проблемы. Дерево решений рекомендуется использовать в случаях: · когда необходимо изучить все возможные элементы рассматриваемой темы (проблемы); · когда необходимо неясные пожелания потребителя в отношении разрабатываемого продукта преобразовать в установленные потребности потребителя; · когда достигнуть краткосрочных целей нужно раньше получения результатов всей работы. Методика построения: 1. Четко определите тему (проблему) для рассмотрения. Запишите ее в центре левого края чистого листа бумаги. 2. Определите основные элементы (факторы) рассматриваемой темы (проблемы). Запишите их один под другим, расположив правее от наименования темы. Проведите ответвления (линии) от наименования темы к основным элементам. Для определения основных элементов можно использовать метод «мозгового штурма» или использовать карточки с заголовками, если ранее для этой темы строилась диаграмма сродства. 3. Для каждого элемента определите составляющие их подэлементы (элементы второго порядка). Запишите элементы второго порядка один под другим, расположив их правее от перечня основных элементов. Начертите ответвления от основных элементов к составляющим их подэлементам. 4. Для каждого подэлемента определите составляющие их элементы третьего порядка. Элементы третьего порядка запишите один под другим, расположив их правее элементов второго порядка. Проведите ответвления от подэлементов к составляющим их элементам третьего порядка. 5. Деление следует продолжать до тех пор, пока не будут определены все элементы рассматриваемой темы. Примечание. При работе в группе это означает – до тех пор, пока все члены группы не согласятся, что дерево решений завершено или пока не исчерпаются все идеи. Таблица качества Таблица качества (матричная диаграмма, матрица связей) – инструмент, используемый для организации и графического изображения логических связей между большим количеством данных, а также силы этих связей. Обычно исследуются связи между данными, имеющими отношение к следующим категориям: · проблемы качества; · причины возникновения проблем качества; · требования, установленные потребностями потребителя; · функции и характеристики продукции; · функции и характеристики процессов; · функции и характеристики производственных операций и оборудования. Матричная диаграмма показывает соответствие и степень зависимости между определенными явлениями (факторами), вызвавшими их причинами и мерами по устранению возникших последствий. Таблица качества (L-карта) является одной из разновидностей матричной диаграммы, которая получила наибольшее распространение по сравнению с другими видами матрицы связи. Также распространены T- и X-карты. Свое название карты получили по причине того, что строки и столбцы матричной диаграммы напоминают: · букву L повернутую на +90°;
· букву T повернутую на -90°;
· букву X повернутую на 45°.
Методика построения: 1. Сформулируйте название темы (объекта) анализа. 2. Определите перечень компонентов A (a1, a2, … ai, … an) и B (b1, b2, … bj, … bk), относящихся к теме (предмету) исследования. 3. Выясните возможные виды связи между компонентами и выберите соответствующие этим видам связи условные обозначения. Для определения перечня компонентов и видов связи воспользуйтесь методом «мозгового штурма». Для построения матричной диаграммы обычно используются следующие типы связи между компонентами: o слабая ( o средняя ( o сильная ( При необходимости более подробного анализа можно использовать следующие типы взаимосвязи между факторами: o слабая ( o существенная ( o средняя ( o сильная ( o очень сильная ( Если между компонентами может быть как отрицательная, так и положительная виды связи, то при их обозначении рекомендуется воспользоваться следующими символами: o сильная положительная ( o средняя положительная ( o слабая положительная ( o слабая отрицательная ( o средняя отрицательная ( o сильная отрицательная ( 4. Нарисуйте таблицу с количеством столбцов равным k+1 и количеством строк равным n+1. 5. В крайнем левом столбце проставьте компонетны ai, начиная со второй строки. 6. В верхней строке проставьте компоненты bj, начиная со второго столбца. 7. Напечатайте необходимое количество построенного шаблона L-карты и раздайте членам группы для самостоятельного заполнения. При заполнении таблицы качества необходимо просмотреть все варианты взаимодействия компонентов ai и bj и при наличии между ними связи проставить символ, соответствующий степени этой взаимосвязи, на пересечении соответствующих строки и столбца. 8. Сравните полученные результаты заполнения матричной диаграммы и в ходе обсуждения выработайте общее мнение по наличию связей между компонентами A и B. 9. Оформите результирующую таблицу качества.
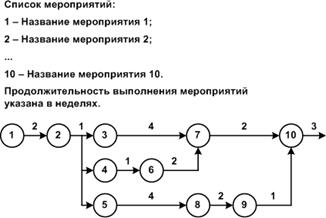
Чтобы матрица связи была легко понятна даже для человека, не принимавшего участия в работе команды, рядом с ней рекомендуется указать: o название и основные характеристики темы (объекта) анализа; o руководителя и состав команды; o основные результаты работы; o сроки проведения работы; o другие необходимые сведения. Построение других разновидностей матрицы связей (T- и X-карт) производится аналогично методике построения таблицы качества. Стрелочная диаграмма Стрелочная диаграмма (сетевой график, диаграмма Ганта) – инструмент, используемый для планирования оптимальных сроков выполнения всех работ, необходимых для успешного достижения поставленной цели. Данный инструмент можно использовать только после того, когда для установленной проблемы определены средства и мероприятия по ее устранению, а также сроки и этапы их осуществления. Т.е. стрелочная диаграмма применяется только после использования хотя бы одного из инструментов: · диаграммы сродства; · диаграммы связей; · дерева решений; · таблицы качества. Примечание. Можно сказать, что стрелочная диаграмма является завершающим инструментом, используемым в ходе работы по улучшению качества, после которого могут быть приведены, пожалуй, только экономическая эффективность от успешной реализации разработанных мероприятий и какие-либо уточнения. Примечание. Стрелочная диаграмма применяется в проектах очень часто, т.к. любой проект ориентирован на разработку мероприятий, для достижения поставленной цели, и установление сроков их реализации. Данный инструмент качества позволяет показать это в удобном виде. Стрелочная диаграмма применяется не только для планировании сроков проведения работ, но и для последующего контроля за ходом их выполнения. Наибольшее распространение получили две разновидности стрелочной диаграммы – сетевой график (сетевой граф) и диаграмма Ганта. Методика построения: 1.Определите задачу для построения стрелочной диаграммы. 2.Соберите необходимые данные с использованием других инструментов качества. Для построения стрелочной диаграммы вам необходимо определить мероприятия (работы) для решения поставленной задачи, сроки их реализации. Кроме того, при сложной зависимости этапов выполнения мероприятий друг от друга следует установить (определить) данные взаимосвязи. 3.Выберите разновидность стрелочной диаграммы для построения: диаграмму Ганта или сетевой график. 4.Дальнейшее построение диаграммы разбивается на два варианта: I Для построения диаграммы Ганта: o Нарисуйте таблицу, в левый столбец которой занесите наименования выполняемых мероприятий. Наименования мероприятий следует расставлять сверху вниз в порядке их выполнения. o Выберите удобную периодичность контроля над выполнением занесенных в таблицу мероприятий и проставьте ее в верхней строке нарисованной таблицы. В качестве периодичности выполнения работ могут выступать недели, месяцы, кварталы и т.д. o В строке каждого мероприятия следует нарисовать стрелку, которая начинается в столбце запланированного срока начала выполнения этого мероприятия, а заканчивается в столбце запланированного срока завершения выполнения рассматриваемого мероприятия.
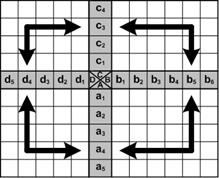
Примечание. Обычно последним пунктом в графике Ганта рекомендуется ставить мониторинг (контроль) выполнения установленных мероприятий. В качестве срока выполнения мониторинга обычно указывают весь период производства работ. II Для построения сетевого графика: o Запишите мероприятия списком сверху вниз, в порядке их реализации. o Присвойте каждому мероприятию записанного списка порядковый номер, проставив их сверху вниз, начиная с 1. o Разбейте мероприятия по группам по признаку одинакового срока начала их выполнения. § Для первой группы с левой стороны листа нарисуйте окружности (или квадраты) одну под другой в количестве равном количеству мероприятий, входящих в первую группу. В нарисованных окружностях проставьте порядковые номера мероприятий, относящихся к первой группе. § Отступите некоторое расстояние вправо и начертите окружности (одну под другой) для второй группы мероприятий. В начерченные окружности запишите порядковые номера мероприятий, относящихся ко второй группе. § Мероприятия для третьей группы нарисуйте правее второй группы. § Аналогично указанному алгоритму нанесите на лист все группы мероприятий. o С помощью стрелок укажите порядок выполнения мероприятий. Т.е. стрелка берет начало от мероприятия, от завершения выполнения которого зависит начало выполнение следующего мероприятия, и заканчивается на этом зависимом мероприятии. Возможны 4 варианта зависимости между мероприятиями:
§ начало выполнения одного мероприятия зависит от завершения выполнения одного мероприятия;
§ начало выполнения одного мероприятия зависит от завершения выполнения нескольких мероприятий;
§ начало выполнения несколько мероприятий зависит от завершения выполнения одного мероприятия;
§ начало выполнения несколько мероприятий зависит от завершения выполнения нескольких мероприятий. o Над каждой стрелкой проставьте планируемую продолжительность выполнения мероприятия, от которого начинается стрелка.
Примечание. Преимуществами диаграммы Ганта является: · одновременное отображение мероприятий и сроков их выполнения, а также представление информации в табличном (привычном для нас) виде, что значительно облегчает его восприятие; · график Ганта легче в построении, чем сетевой граф. Большим преимуществом сетевого графика над диаграммой Ганта является возможность отобразить сложные взаимосвязи выполнения мероприятий друг от друга. При каких-либо затруднениях или наоборот ускорении выполнения каких-нибудь мероприятий, в сетевом графе довольно легко разобраться на какие связанные мероприятия это повлияет и как это отразится на окончательных сроках выполнения всех работ. В графике Ганта, если мероприятия связаны не простой линейной последовательностью, отследить это практически невозможно.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 627; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.79.214 (0.011 с.) |




 представляет собой оценку стандартного отклонения процесса, ВГС и НГС - соответственно верхнюю и нижнюю границы плановой спецификации (инженерные допуски).
представляет собой оценку стандартного отклонения процесса, ВГС и НГС - соответственно верхнюю и нижнюю границы плановой спецификации (инженерные допуски).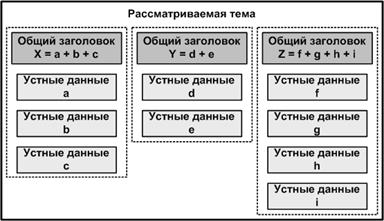



 );
); );
); ).
). );
); ).
). );
); );
); );
); );
); ).
).