Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование участка восстановления основных и базовых деталейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Приведем процентное соотношение трудоемкостей по видам работ участка восстановления основных и базовых деталей: Работы по блоку и головке цилиндров: слесарные...........................................................................11,92 сверлильные.........................................................................6,34 Прессовые работы........................................................................2,03 Гидравлическое испытание..........................................................4,06 Расточные работы.......................................................................14,21 Хонинговальные работы............................................................. 7,61 Работы по коленчатому валу: слесарные...........................................................................14,23 шлифовальные...................................................................21,08 токарные...............................................................................7,20 полировальные.....................................................................6,59 Шлифовальные работы по распределительному валу............10,40
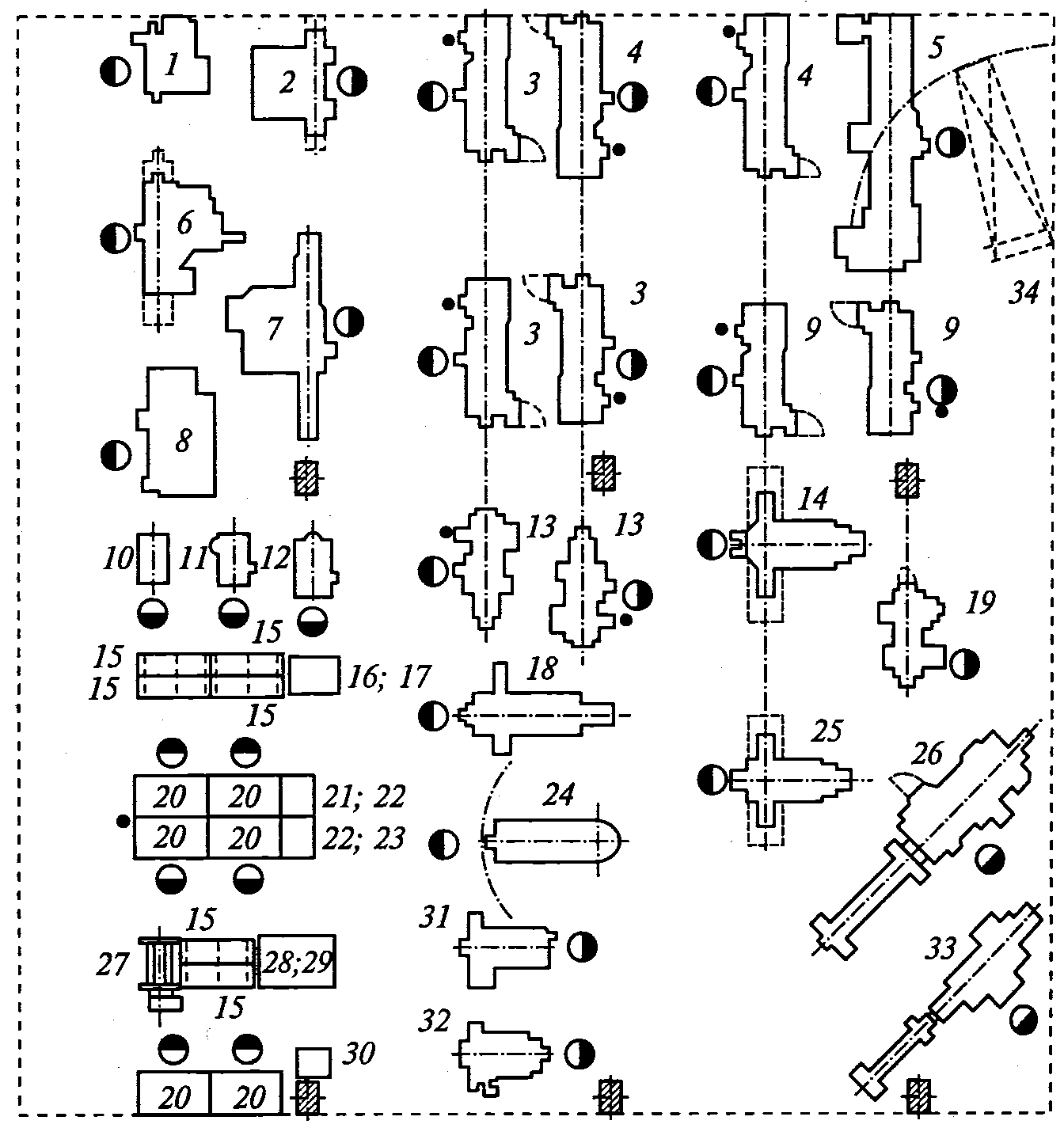
Рис. 35.7. Примерная планировка слесарно-механического участка: 1 - бесцентрошлифовальный станок; 2,7 — круглошлифовальные станки; 3,4, 5,9, 13 — токарно-винторезные станки; 6 — плоскошлифовальный станок; 8 — внутришлифовальный станок; 10, 11, 12 - вертикально-сверлильные станки; 14 — универсально-фрезерный станок; 15 — стеллаж секционный; 16 — плита поверочная; 17— подставка под поверочную плиту; 18 - поперечно-строгальный станок; 19 — долбежный станок; 20 — верстак слесарный; 21 - настольно-сверлильный станок; 22 — подставка под настольное оборудование; 23 — пресс реечный ручной; 24 — радиально-сверлильный станок; 25 — горизонтально-фрезерный станок; 26, 33 - токарно-револьверные станки; 27- пресс гидравлический; 28 - плита правочная; 29 - подставка под правочную плиту; 30- точильный станок; 31, 32 - однокривошипные прессы; 34 — кран консольноповоротный
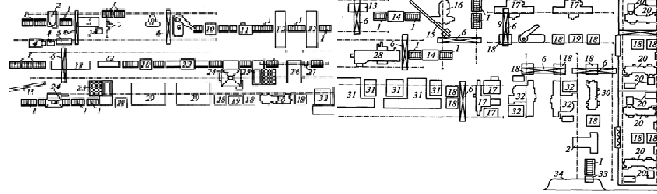
На рис. 35.8 приведена расстановка оборудования участка восстановления основных и базовых деталей специалшированного предприятия для капитального ремонта силовых агрегатов ЗИЛ-130 с годовой программой 20 тыс. капитальных ремонтов. На участке предусмотрены специализированные линии восстановления деталей: блоков цилиндров, картеров сцепления, головок цилиндров, коленчатых и распределительных валов и маховиков. Блоки цилиндров и картеры сцепления поступают на участок после выполнения сварочно-наплавочных работ по однорельсовому подвесному пути, оборудованному электроталями с автоматическим адресованием грузов. Блок цилиндров обрабатывают с такой последовательностью основных технологических операций: расточка посадочных отверстий под гильзы, перепрессовка втулок распределительного вала, одновременная расточка поясков под гильзы всех цилиндров блока, развертывание отверстий под толкатели, одновременная расточка постелей подшипников и втулок распределительного вала, наружная мойка и промывка масляных каналов, запрессовка гильз, гидроиспытание, сборка блока цилиндров с картером сцепления и последующая расточка отверстия в картере сцепления, центрирующего оси двигателя и коробки передач. Восстановленный блок цилиндров в сборе с картером сцепления по рольгангу поступает на участок сборки силовых агрегатов. Межпостовая транспортировка блоков цилиндров осуществляется в основном по рольгангам и в отдельных случаях при помощи кранов с электрическими талями грузоподъемностью 0,25 т. Межпостовая транспортировка картеров сцепления, головок цилиндров и маховиков осуществляется в основном по рольгангам. Межпостовая транспортировка распределительных валов производится на передвижных стеллажах-тележках. Коленчатые валы поступают на участок непосредственно после дефектации на подвесном конвейере с автоматическим адресованием грузов. Коленчатые валы с износом шеек в пределах ремонтных размеров после правки и восстановления центровых фасок поступают на станочную обработку (шлифование шеек, их суперфиниширование и полирование), после которой производится промывка валов и их масляных каналов. Коленчатые валы, требующие наплавки шеек, после восстановления центровых фасок поступают на участок наплавки. После наплавки шеек производится предварительное их шлифование, зенкование отверстий масляных каналов и упрочнение галтелей шеек роликовой обкаткой. В дальнейшем коленчатые валы восстанавливают перешлифовкой под ремонтные размеры. Межпостовая транспортировка коленчатых валов в основном производится кран-балками с электрическими талями грузоподъемностью 0,25 т. Линии ремонта блоков и головок цилиндров имеют П-образную конфигурацию, а коленчатых валов — Г-образную. Конфигурация линий обусловливается общей компоновкой участка, когда линии, предназначенные для восстановления деталей, имеют направление, перпендикулярное к линиям, предназначенным для сборки силовых агрегатов. Такое расположение линий обеспечивает лучшие условия подачи деталей на соответствующие сборочные рабочие места, а также улучшает общую транспортную схему предприятия.
Рис. 35.8. Планировка участка восстановления основных и базовых деталей: 1 — рольганг; 2 — гидравлический пресс; 3 — горизонтальный расточный станок; 4 — установка для нагрева венцов маховика; 5 -стеллаж; 6 — кран-балка; 7 — электрическая таль с приставкой автоматического — адресования; 8 — вертикальный алмазно-расточной станок; 9 — радиально-сверлильный станок; 10 — стенд для гидроиспытания блока цилиндров; 11 — стенд для перепрессовки втулок распределительного вала; 12 — расточной станок; 13 — станок для расточки постелей подшипников и втулок распределительного вала; 14 — кантователь блока цилиндров; 15 — консольно-поворотный кран; 16 — станок фрезерный; 17 — круглошлифовальный станок; 18 — стеллаж для коленчатых валов; 19 — верстак; 20 — установка для наплавки коленчатых валов; 21 — расточный горизонтальный станок; 22 — подставка; 23 — установка для запрессовки гильз; 24 — моечная машина; 25 — установка для промывки масляных каналов; 26 — хонинговальный станок; 27 — электрическая таль на монорельсе; 28 — станок горизонтально-расточный; 29 — станок для суперфиниширования шеек коленчатого вала; 30 — токарный станок; 31 — полуавтомат для шлифования шатунных шеек; 32 — полуавтомат для шлифования коренных шеек; 33 — подъемный столик; 34 — подвесной толкающий конвейер с автоматическим адресованием грузов
|
||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 801; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.148.112.17 (0.006 с.) |