Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Состав водных магнитных суспензийСодержание книги
Поиск на нашем сайте
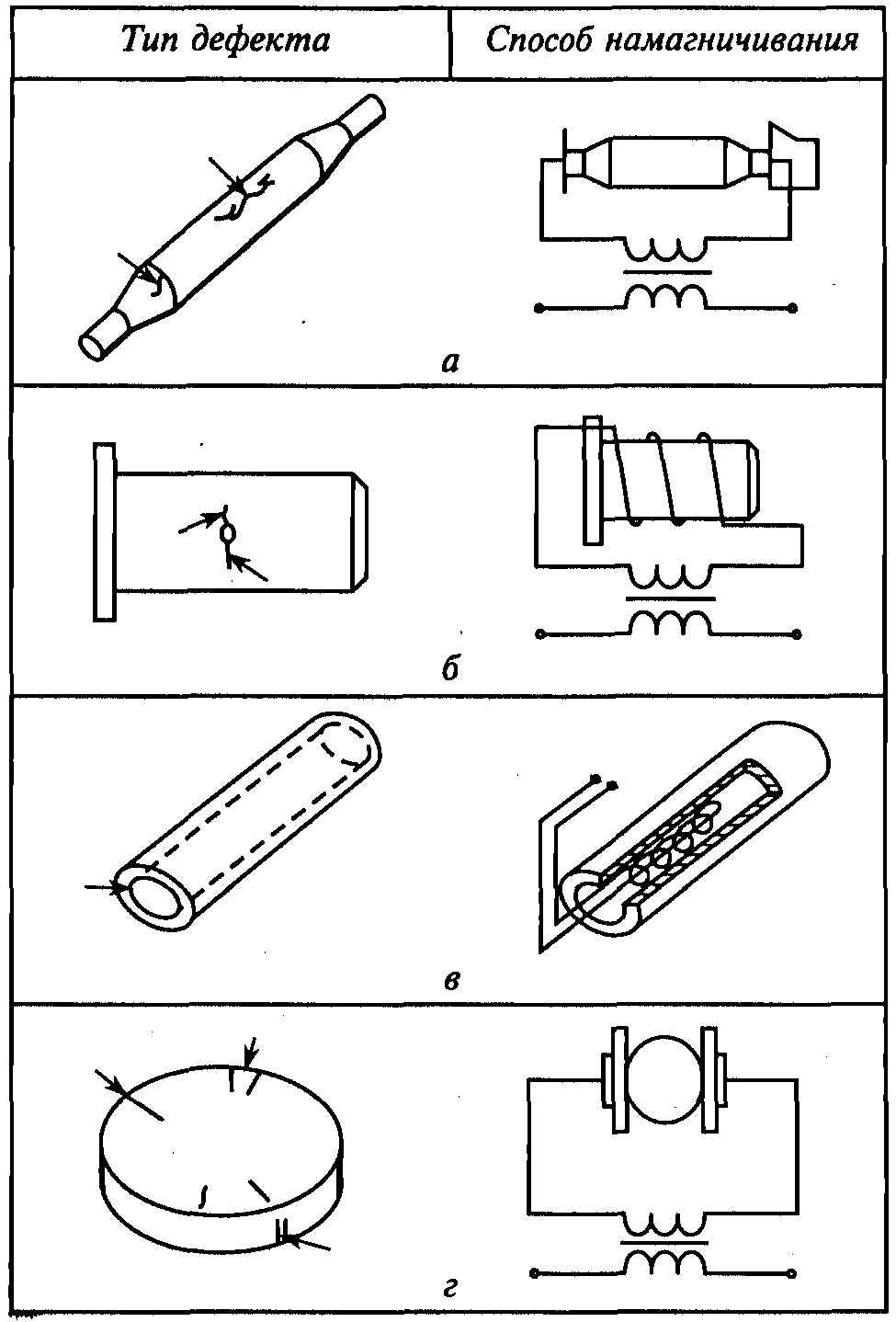
Намагничивание детали может осуществляться способом приложенного магнитного поля или способом остаточной намагниченности. При первом способе намагничивание начинают раньше или одновременно с моментом прекращения нанесения суспензии или порошка и оканчивают после отекания суспензии с контролируемой поверхности. При втором способе нанесение суспензии осуществляется после полного намагничивания детали. Выбор способа определяется магнитными свойствами материала, размерами и формой контролируемого изделия. Вид намагничивания может быть циркулярным, продольным, комбинированным. Выбор способа намагничивания осуществляют по схемам, приведенным на рис. 6.4. В зависимости от возможной ориентации предполагаемых дефектов намагничивание применяют в одном, двух или трех взаимно перпендикулярных направлениях или применяют комбинированное намагничивание. Нанесение магнитного порошка на контролируемую поверхность может быть сухим или мокрым. В первом случае на намагниченную поверхность наносят сухой распыленный магнитный порошок с помощью воздушной струи в виде воздушной взвеси, во втором случае магнитную суспензию наносят с помощью шланга, душа. Давление струи жидкости (воздуха) должно быть достаточно слабым, чтобы не смывался (сдувался) магнитный порошок с дефектных мест. Определение мест расположения дефектов проводится визуально, т.е. фиксируется наличие отложений магнитного порошка в местах дефектов. При необходимости расшифровка результатов контроля может проводиться с применением оптических средств. Проконтролированные детали размагничивают, так как остаточная намагниченность способствует скоплению ферромагнитных продуктов износа, что может ускорить коррозионные процессы. При размагничивании деталь перемагничивают магнитным полем, напряженность которого изменяется. Для магнитно-порошкового контроля применяются стационарные универсальные дефектоскопы УМДЭ-2500, ХМД-10П, МД-5 и другие, а также переносные и передвижное — ПЛМ-70 и МЛ-50П. На рис. 6.5 приведена принципиальная схема стенда для магнитной дефектоскопии коленчатых валов. Стенд имеет стол, на котором укреплены призмы — ролики и два кронштейна с основными контактами 2 и 5. Подвижный контакт 2 смонтирован на штоке пневмоцилиндра 1, работающего от крана 18. Внутри стола размещены: регулятор силы тока 9, два масляных бака 6 и 11, резервуар 16 с электронасосом 17для подачи суспензии. Для перемешивания суспензии к резервуару при помощи крана 12 подводят сжатый воздух. Суспензия подается из емкости по шлангу, на конце которого закреплен кран 3. Сливается суспензия с коленчатого вала в ванну 4, а из нее самотеком в емкость. Подвижная часть регулировочного трансформатора (регулятора тока) соединена с гидроцилиндром 10, который включается в действие при помощи электропневматического крана 7. Скорость выдвижения подвижной части трансформатора регулируют напорным золотником 8 с обратным клапаном. На боковой стенке стола смонтирована пнев-моаппаратура; маслораспылитель 15, влагоотделитель 14 и вентиль 13. Коленчатый вал устанавливают на ролики и зажимают между контактами. Включают силовой трансформатор, пропускают ток, и коленчатый вал из шланга обливается суспензией. Дефектацию проводят в приложенном магнитном поле. Дефекты выявляют визуально. Для лучшего осмотра коленчатый вал поворачивают, трансформатор выключают и коленчатый вал размагничивается.
Рис. 6.4. Способы намагничевания деталей: а — продольные трещины вала, оси; 6 — поперечные трещины вала, оси; в — трещины сварного вала и трещины на внутренней цилиндрической поверхности; г — радиальные трещины на сплошном диске Электромагнитный метод контроля применяется для контроля деталей, изготовленных из электропроводящих материалов. Он позволяет определить форму и размер детали, выявить поверхностные и глубинные трещины, пустоты, неметаллические включения, межкристаллическую коррозию и т. п. Сущность метода — измерение степени взаимодействия электромагнитного поля вихревых токов, наводимых в поверхностных слоях контролируемой детали, с переменным электромагнитным полем катушки преобразователя. Этот метод позволяет выявить поверхностные и подповерхностные дефекты глубиной 0,1... 0,2 мм и протяженностью более 1 мм, расположенных на глубине до 1 мм от поверхности металла.
Рис.6.5.Принципиальная схема стенда магнитной дефектоскопии коленчатых валов: ===== суспензия;
На рис. 6.6 представлен накладной электромагнитный преобразователь, который представляет собой обмотку возбуждения, заключенную в корпус с подводом питания через кабель. В нижней части преобразователя установлена индуктивная катушка с ферритовым сердечником. Ферритовый сердечник необходим для концентрации магнитного потока в зоне контроля, уменьшения износа при скольжении преобразователя по контролируемой поверхности, для фиксации постоянного зазора между обмоткой и контролируемой поверхностью при контроле детали. Под влиянием переменного электромагнитного поля катушки индуктивности в поверхностном слое изделия наводятся вихревые токи, создающие свое переменное электромагнитное поле, которое взаимодействует с полем возбуждения. Так как материал детали и расстояние преобразователя от детали постоянны, то наступает некоторое равновесие во взаимодействии двух электромагнитных полей. При нахождении в контролируемой детали трещины или других дефектов изменяются интенсивность и характер распределения электромагнитного поля вихревых токов, что приводит к изменению результирующего электромагнитного поля. С помощью электрической схемы прибора регистрируется наличие дефекта. Индикация может быть стрелочной, световой, звуковой, цифровой или на электронно-лучевой трубке.

На формирование электромагнитного поля влияют следующие факторы: размер, расположение и характер дефекта; электропроводность и магнитная проницаемость материала; структура матери риала; частота и сила тока в преобразователе; расстояние и взаимное расположение катушки и контролируемой детали и т. д. Преимущества метода: высокая разрешающая способность при обнаружении поверхностных дефектов (особенно усталостных трещин); портативность и автономность аппаратуры; простота конструкции преобразователей; высокая производительность и простота методики контроля; возможность неконтактных измерений через слой краски; возможность автоматизации контроля. По назначению электромагнитные преобразователи бывают прободные, накладные, комбинированные (рис. 6.7.). При контроле деталей сложной формы применяют дефектоскопы со сменными преобразователями разной конструкции. При выборе преобразователя из числа входящих в комплект дефектоскопа необходимо учитывать форму контролируемой поверхности, размеры зоны контроля, радиус кривизны, доступность и т.д. Для контроля различных зон следует выбирать определенный преобразователь (рис. 6.8). Наиболее типичные зоны контроля: галтели, плоские поверхности, участки поверхности двойной кривизны, ребра жесткости, пазы, участки вокруг отверстий, цилиндрические поверхности (отверстия, валы, оси), угловые соединения, резьбовые соединения и др. Диаметр накладного преобразователя должен соответствовать требуемой чувствительности. Для накладных преобразователей минимальная длина трещины, которую можно зарегистрировать дефектоскопом, равна половине диаметра преобразователя. Для обнаружения дефектов длиной менее диаметра преобразователя последний необходимо перемещать в направлении дефекта с шагом, равным половине диаметра. Для выявления дефектов длиной больше диаметра преобразователя последний лучше перемещать перпендикулярно направлению дефекта.
Рис. 6.7. Электромагнитные преобразователи: а—г — накладные (1 — магнитно-электрический стержень; 2 — обмотка; 3 — контролируемая деталь); д— и — проходные (1 — объект контроля; 2 — катушка возбуждения; 3 — измерительная катушка)
Скорость перемещения не должна превышать 20 мм/с. В процессе перемещения накладной преобразователь располагают по нормали к поверхности. Зазор между преобразователем и поверхностью детали должен быть постоянным. В настоящее время широко применяют дефектоскопы ИПП-1М, ТНМ-1М, ИДП-1, ВД-ЗОП, АСК-12, ЭЗТМ, ДКВ-21НД и ВД-22Н. Ультразвуковой метод контроля использует законы распространения, преломления и отражения упругих волн частотой 0,524 МГц. При наличии дефектов в металле поле упругой волны изменяет в окрестностях дефекта свою структуру. Этот метод контроля позволяет выявить мелкие дефекты до 1 мм. Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра. При теневом методе ультразвуковые колебания (УЗК) вводятся в деталь с одной стороны, а принимаются с другой (рис. 6.9). От генератора 6 электрические импульсы ультразвуковой частоты поступают к пьезоэлектрическому излучателю 5, преобразующему их в ультразвуковые колебания. Импульсы проходят через деталь 4. Если деталь не имеет дефекта, то УЗК достигнут пьезоприемника 3. УЗК преобразовываются в электрические импульсы и усиливаются в усилителе 2, после чего они попадают в индикатор 1, стрелка которого отклонится (рис. 6.9, а).
Рис. 6.8. Расположение преобразователей при электромагнитном контроле деталей сложной формы: а — без насадок; б — с насадками; 1 — контролируемая деталь; 2 — преобразователь; 3 — насадка Если на пути УЗК встретится дефект 7 (рис. 6.9, б), то поедайте излучателем УЗК отразятся от дефекта и не попадут на приемник, поскольку он находится в звуковой тени. Стрелка индикатора 1 не будет отклоняться от нулевого положения. Этот метод используют при контроле деталей небольшой толщины. Недостаток метода — это необходимость двухстороннего доступа к контролируемой детали.
Рис. 6.9. Схема ультразвукового контроля деталей теневым методом: а — без дефекта; 6 — с дефектом; 1 — индикатор; 2 — усилитель; 3 — пьезоприемник; 4 — деталь; 5 — излучатель; 6 — генератор; 7 — дефект
Импульсный метод контроля основан на явлении отражения УЗК от границы раздела веществ. Высокочастотный генератор импульсного дефектоскопа (рис. 6.10) вырабатывает импульсы определенной длины, которые направляются преобразователем в контролируемую деталь. После отражения импульс возвращается к преобразователю, который в это время переключается на прием, оттуда отраженный импульс через усилитель поступает на экран электронно-лучевой трубки (ЭЛТ). Работой высокочастотного генератора управляет синхронизатор, который формирует частоту следования импульсов. Кроме того, синхронизатор запускает блок развертки. Частота следования высокочастотных импульсов устанавливается с таким расчетом, чтобы в зависимости от размеров детали отраженный импульс приходил к преобразователю раньше посылки следующего импульса. Длительность импульса должна составлять не менее одного периода колебаний. При отсутствии дефекта в детали на экране ЭЛТ будет два импульса (зондирующий и донный), расстояние между которыми соответствует толщине детали. Если внутри детали имеется дефект, то между зондирующим и донным импульсами появится импульс, отраженный от дефекта (см. рис. 6.10). Расстояние между зондирующим импульсом и отраженным от дефекта определяет глубину расположения дефекта. Чем больше дефект, тем больше акустической энергии от него отразится, тем больше будет амплитуда импульса, отраженного от дефекта. По этой амплитуде можно определить относительный размер дефекта. Достоинства метода: односторонний доступ к детали; возможность определения размеров и расположения дефекта по глубине; высокая чувствительность. Недостаток метода — это наличие «мертвой» зоны, которая представляет собой неконтролируемый поверхностный слой, из-за которого на экране ЭЛТ отраженный от дефекта импульс совпадает с зондирующим импульсом. Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-105М, ДУК-66, УЗД-НИИМ-5, УЗД-7Н, УД-10П, УД-ППУ и др. Капиллярные методы контроля основаны на проникновении жидкостей в скрытые области невидимых поверхностных нарушений сплошности и обнаружении дефектов путем образования индикаторных оптически контрастных рисунков, копирующих расположение и форму дефектов. Обнаружение невидимой трещины (рис. 6.11) с шириной раскрытия А происходит путем проявления и увеличения индикаторного следа от дефекта до размера А и создания высокого оптического контраста между поверхностью детали и индикаторным рисунком. Метод обеспечивает обнаружение поверхностных трещин раскрытием 0,001 мм, глубиной 0,01 мм и длиной более 0,1 мм.
Рис. 6.10. Структурная схема импульсного ультрозвукового дефектоскопа: 1 — контролируемая деталь; 2 — дефект; 3 — преобразователь; 4 — усилитель; 5 — генератор; 6 — синхронизатор; 7 — блок развертки; I — III — импульсы соответственно зондирующий, от дефекта, донный; В — относительный размер дефекта; h — толщина детали; а — глубина расположения дефекта
Рис. 6.11. Схема выявления дефектов капиллярным методом: 1 — контролируемая деталь; 2 — проявляющее вещество; 3 — след пенетранта; 4 — трещина с остатками пенетранта; I — III — соответственно источник ультрафиолетового излучения, источник света при цветном контроле, глаз наблюдателя
Капиллярные методы предназначены для обнаружения поверхностных и сквозных трещин в магнитных и немагнитных материалах. Достоинства методов: высокая чувствительность и разрешающая способность; наглядность результатов контроля и возможность определения направления, протяженности и размеров дефекта; возможность контроля изделий из любых материалов; высокая степень обнаружения дефектов. Недостатки методов: высокая трудоемкость; большая длительность процесса (0,5... 1,5 ч на одно измерение); громоздкость применяемого оборудования. По характеру следов проникающих жидкостей и особенностям их обнаружения различают следующие методы капиллярной дефектоскопии: яркостный (ахроматический), цветной (хроматический), люминесцентный, люминесцентно-цветной. К яркостным методам капиллярной дефектоскопии можно отнести простейшие методы керосиновой или керосино-масляной пробы, где в качестве пенетранта используют керосин, жидкие масла или их смесь, а в качестве проявителя применяют мел в виде порошка или суспензии. Пенетрант, попадая в слои мела, вызывает его потемнение, которое легко обнаруживается визуально при дневном свете. При цветной дефектоскопии в результате проявления проникающей жидкости над дефектом появляется красный индикаторный след, который четко обнаруживается на светлом фоне проявителя. При люминесцентных методах с целью улучшения выявления следов пенетрата в его состав вводят вещества, люминесцирующие в ультрафиолетовом свете при облучении контролируемой - поверхности. Технология контроля включает следующие основные этапы: подготовку объекта к контролю; обработку контролируемой поверхности дефектоскопическими материалами; проявление, дефектов; обнаружение, измерение дефектов и расшифровку результантов контроля; очистку объекта от материалов, применяемых при контроле. Обработка контролируемых объектов дефектоскопическими материалами — это заполнение полостей дефектов индикаторным пенетрантом, удаление его избытка и нанесение проявителя. Избыток индикаторного пенетранта удаляется пробиркой салфетками, промывкой очищающими составами при погружении и т. д. Индикаторный пенетрант представляет собой люминесцентный или цветной состав, химически активный по отношению к проявителю. Проявитель пенетранта представляет собой состав, предназначенный для извлечения пенетранта из полости дефекта и образования индикаторного следа для визуального восприятия дефекта. Проявитель может быть в жидком, порошкообразном состоянии или в виде пленки. Проявление следов дефектов представляет собой процесс образования рисунков от дефектов на контролируемой поверхности. После расшифровки и анализа результатов контроля осуществляется очистка контролируемых поверхностей с применением протирки, промывки, обдувки и т.д. Для массового использования составлены специальные комплекты: для люминесцентного метода — ЛЮМ, ЛЮМ-А, ЛЮМ-Б, ЛЮМ-В, ДК-2 и ДК-5; для цветного метода — К-М, ДК-1, ДК-3, ДК-4, ДК-6 и ДК-7; для люминесцентно-цветного метода — Аэро-12А. Эффективны для цветной и люминесцентной дефектоскопии материалы из аэрозольных баллонов, например, КД-40ЛЦ. Для освещения контролируемых поверхностей и возбуждения, люминесцентных пенетрантов применяют ртутно-кварцевые газа-зарядные лампы низкого и высокого накаливания и высокого давления типов ПРК-2, ПРК-7, ДРШ-500-3, люминесцентные ртутные лампы типа ЛУФЧ-1, обычные источники освещения. Для капиллярного контроля используются дефектоскопы (ДМК-4, У-ДМК-5, КД-31-Л, КД-32-Л, КД-40-ЛЦ, ЛДА-3) и установки для нанесения пенетрантов, проявления, очистки и освещения контролируемых поверхностей (КД-21Л, КД-20Л, ЦКД, УКЛ-1). Контроль герметичности (контроль течеисканием) основан на регистрации или наблюдении проникновения пробных веществ — жидкостей или газов — через стенки конструкции. Его применяют для обнаружения сквозных дефектов и осуществляют несколькими методами в зависимости от используемых при контроле пробных веществ и способов регистрации или наблюдения прохождения пробных веществ через течи в изделии. Компрессионный метод контроля заключается в создании перепада давления воздуха или другого газа между внутренней и наружной поверхностями контролируемой конструкции и наблюдении прохождения газа через течи в изделии по образованию пузырьков или по падению давления в объеме контролируемой конструкции. Этот метод контроля выполняют: способом обмыливания — в контролируемое изделие под давлением подают воздух. Наружную поверхность изделия покрывают мыльной пеной, на которой при прохождении газа образуются и в течение длительного времени сохраняются пузырьки газа, которые свидетельствует о наличии трещины; способом погружения изделия в воду, что позволяет определить негерметичность детали по выделению пузырьков газа в месте расположения течи; манометрическим способом, при котором после достижения в контролируемой детали заданного давления пробного газа подачу газа отключают и давление контролируют манометром. При наличии в детали трещины давление падает. Манометрический способ контроля часто совмещают со способом обмыливания; гидравлический метод контроля основан на создании давления пробной жидкости в объеме контролируемой детали. Выявление трещин осуществляют: гидравлическим способом, при котором в качестве пробного вещества используют воду. Избыточное давление воды создают подачей воды под давлением в контролируемый объем. Появление воды в местах расположения течей наблюдают при внешнем осмотре детали; люминесцентно-гидравлическим способом, который основан на использовании в качестве пробного вещества раствора солей флуоресцеина — вещества, водные растворы которого светятся зеленым светом при облучении ультрафиолетовыми лучами. После опрессовки детали раствором солей флуоресцеина наружную поверхность изделия облучают ультрафиолетовыми лучами. При наличии в изделии значительных дефектов в местах появления раствора флуоресцеина на поверхности изделия наблюдают светящиеся зеленым светом точки и полоски; способом фиксации дефектов с использованием ткани или фильтровальной бумаги. Его применяют при контроле участков поверхности детали, недоступных для увлажнения и осмотра при ультрафиолетовом облучении. Контроль отклонений размеров и формы раоочих поверхностей детали. Детали ремонтного фонда имеют износ рабочих поверхностей и отклонения от установленной геометрической формы, которые выявляют с помощью измерительных инструментов и приборов с необходимой для каждого случая точностью. Для проверки размеров деталей при дефектации служат калибры и универсальный инструмент. Для контроля валов используются предельные калибры-скобы (ГОСТ 2216-84, ГОСТ 18355-73, ГОСТ 18356-73), для контроля отверстий — калибры-пробки (ГОСТ 14810-69, ГОСТ 14815-69). Универсальный инструмент включает штангенциркули (ГОСТ 166—80) — для измерения наружных и внутренних размеров деталей; штангензубомеры — для измерения толщины зубьев цилиндрических зубчатых колес; штангенглубиномеры (ГОСТ 162-80) — для измерения глубины отверстий и высоты выемок; гладкие микрометры (ГОСТ 6507-78) — для измерения наружных размеров деталей; индикаторные нутромеры (ГОСТ 868-82, ГОСТ 9244-75) с комплектом сменных измерительных вставок — для измерения внутренних размеров; индикаторы часового типа (ГОСТ 577-68), которые крепятся или перемещаются в стойке или штативе (ГОСТ 10197-70) — для измерения линейных размеров и отклонения формы. Отклонения от круглости измеряют кругломерами, от плоскостности — с помощью плит и щупов или по положению отдельных точек, от прямолинейности в плоскости - с помощью поверочных линеек, уровней и оптико-механических приборов. Контроль отклонений расположения поверхностей и осей детали. Для оценки точности положения поверхностей, как правило, задается база, которой может являться поверхность (плоскость), ее образующая или точка (вершина конуса, центр сферы), ось (цилиндрическая или коническая поверхность, резьба). За отклонение от параллельности плоскостей принимают разность ∆ наибольшего и наименьшего расстояния между прилегающими плоскостями в пределах нормируемого участка. Измерение отклонения от параллельности плоскостей на практике осуществляют следующим образом: Деталь одной поверхностью (базовой) устанавливают на поверочную плиту. С помощью измерительной головки, закрепленной на стойке, определяют отклонение (рис. 6.12, а). Измерения отклонений от параллельности плоскости и оси отверстия или двух осей можно проводить с помощью специальных контрольных оправок. На рис. 6.12, б показана схема измерения отклонения от параллельности установочной поверхности детали и оси отверстия. Деталь устанавливают базовой поверхностью на поверочную плиту. В отверстие детали вводят оправку и с помощью измерительной головки со стойкой определяют отклонение от параллельности как разность двух отсчетов. При такой схеме измерения необходимо учитывать, что в технической документации допустимое отклонение от параллельности задается для нормированной длины. Так, если на чертеже были заданы отклонения от параллельности на длине детали l, а измерения провели на другой длине L, то необходимо привести измеренное на длине L отклонение от параллельности ∆Lk, к нормированной длине измерений l, т. е. ∆ = ∆L(I/L), где ∆ — отклонение от параллельности на длине l.
Рис. 6.12. Типовые схемы контроля отклонений от параллельности: а — с помощью измерительной головки, закрепленной на стойке; б — с помощью специальных оправок
За отклонение от перпендикулярности принимают отклонение угла между плоскостями, осями или осью и плоскостью от прямого угла 90°, выраженное в линейных единицах Д на длине нормируемого участка от прилегающих поверхностей или линий. Измерение отклонения от перпендикулярности плоскостей или торцовых поверхностей деталей относительно осей отверстий или валов (рис. 6.13, а). Приспособление центрируют в отверстии детали, индикатор устанавливают на нуль. Затем его поворачивают вместе с приспособлением вокруг оси отверстия на 360 °. При контроле отклонения от перпендикулярности оси вала к какой-либо плоскости приспособление выполняют в виде кольца. На кольце параллельно его оси крепят индикатор. Кольцо надевают на вал до упора и поворачивают на 360 °.
Рис. 6.13. Типовые схемы контроля отклонений от перпендикулярности: а — плоскостей; 6 — осей отверстий
Отклонение от перпендикулярности осей двух отверстий можно осуществить с помощью оправки и специального приспособления мостикового типа (см. рис. 6.13, а). Приспособление с двумя индикаторами и оправкой устанавливают в одно из отверстий. Вторую оправку вставляют в другое отверстие. Индикаторы, размещаемые на нормируемом расстоянии друг от друга, вводят в контакт c поверхностью второй оправки и устанавливают на нуль. Поворачивают оправку с мостиком на 180 °. Полуразность показаний двух индикаторов соответствует отклонению от перпендикулярности. Радиальное и торцовое биения относятся к погрешностям расположения поверхностей. За радиальное биение принимают разность ∆ наибольшего и наименьшего расстояний от точек реальной поверхности до базовой реи вращения в сечении, перпендикулярном этой оси. Радиальное биение поверхности может задаваться относительно оси вращения детали или относительно других поверхностей. Вэтом случае последние используют как базовые и деталь устанавливают не в центрах, а в призмы на эти поверхности (рис. 6.14, а). За биение измеряемой поверхности относительно установочных поверхностей принимают разность наибольшего и наименьшего показаний измерительного прибора за один оборот детали. Радиальное биение измеряемой поверхности относительно другой может быть оценено при установке детали в центрах. Используют приспособление типа мостик, изображенное на рис. 6.14, б. Приспособление подводят к измеряемой детали до контакта упора с базовой поверхностью. Измерительный наконечник головки касается измеряемой поверхности. За радиальное биение измеряемой поверхности относительно базовой принимают разность отклонений за один оборот детали.
Рис. 6.14. Типовые схемы торцевого и радиального биения при установки летели в призму (а), в центр (б), в базовую поверхность призмы (в)
За торцовое биение принимается разность Д наибольшего и наименьшего расстояний от точек торцовой поверхности до плоскости, перпендикулярной оси вращения. На рис. 6.14, в изображена схема измерения торцового биения цилиндрической детали, которая установлена базовой поверхностью в призму. Упор расположен на оси детали. Торцовое биение определяют как разность предельных показаний измерительной головки. На чертежах торцовое биение задается в габаритах детали для размера D — наибольшего диаметра проверяемой детали, а измеряют биение на диаметре d. Следовательно, получаемый результат измерений необходимо умножить на величину D/d. За отклонение от соосности относительно оси базовой поверхности принимается наибольшее расстояние ∆ между осью рассматриваемой поверхности вращения и осью базовой поверхности на длине нормируемого участка, определяемое измерением радиального биения проверяемой поверхности в заданном сечении и в крайних сечениях при вращении детали вокруг оси базовой поверхности (рис. 6.15). На рис. 6.15, а показано определение отклонений от соосности шеек вала с использованием двух измерительных приборов, а на рис. 6.15, 6 — двух отверстий, расточенных в корпусе, с помощью двух оправок и кольца с измерительной головкой. Отклонением от симметричности относительно базового элемента называется наибольшее расстояние Д между плоскостью симметрии (осью) рассматриваемого элемента (или элементов) и плоскостью симметрии базового элемента в пределах нормируемого участка.
Рис. 6.15. Типовые схемы контроля соосности: а — с использованием двух измерительных приборов; 6 — с использованием двух оправок и кольца
Рис. 6.16. Типовые схемы контроля симметричности: а — сквозного отверстия; 6 — шпоночного паза Контроль отклонения от симметрии осуществляют универсальными измерительными средствами. На рис. 6.16, а показано измерение отклонения от симметрии сквозного отверстия, а на рис. 6.16, б — шпоночного паза. За отклонение от симметрии берется полуразность показаний прибора в I и II положениях.
|
|||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 961; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.016 с.) |