
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для ремонта деталей полимерными материаламиСодержание книги
Поиск на нашем сайте
Нанесение полимеров
Газопламенное напыление. Сущность процесса — струя воздуха со взвешенными в ней частицами порошкового полимера проходит через факел ацетиленовоздушного пламени (температура 650...700°С и выше; скорость прохождения полимерного материала 20...30 м/с), частицы размягчаются до пластического состояния и при ударе о подготовленную поверхность детали сцепляются с ней, образуя сплошное полимерное покрытие. Покрытие наносят с помощью установки для газопламенного напыления (УПН-6-63 или УГПЛ-П), которая имеет распылительную газовую горелку и питательный бачок, соединенные между собой шлангом. В технологический процесс напыления входят операции: очистка от краски, грязи и масла кабины, кузова, деталей оперения, имеющих неровности и вмятины глубиной не более 5 мм. Поврежденные поверхности с вмятинами и неровностями выправляют, а трещины и пробоины заваривают. Поверхность сварных швов зачищают шлифовальной машиной для удаления острых углов и кромок с радиусом закругления менее 2 мм; сушка порошка (ПФН-12 или ТПФ-37), просеянного через сито с сеткой 0,16...0,25 мм, при температуре 60°С в течение 5...6 ч. Влажность порошка должна быть не более 2 %; подготовка установки. В установку засыпают предварительно подготовленный порошок; присоединяют к горелке круглое или плоское сопло; присоединяют шланг одним концом к штуцеру питательного бачка, другим — к порошковому штуцеру горелки; подводят ацетилен и сжатый воздух к соответствующим штуцерам горелки (рис. 18.5). Применяемый сжатый воздух должен быть очищен от избытка влаги и масляных загрязнений. Использование круглого или плоского сопла зависит от ширины поверхности, на которую наносят покрытие: при цилиндрическом сопле струя за один проход захватывает 15...20 мм, при плоском — 65...70 мм;
прикатывание нанесенного слоя роликом, смоченным холодной водой (процедуру проводят через 5...8с после нанесения покрытия). Перед прикаткой ролик должен находиться в холодной воде, а при прикатке — периодически охлаждаться холодной водой; второй слой наносят после прогрева покрытия пламенем горелки в течение 5...8с. Через 8... 10с опять прикатывают покрытие роликом. Операцию повторяют до полного выравнивания вмятины или неровности. Покрытие должно быть плотным, без пузырей и неровностей. После нанесения покрытия через 15... 20 мин его зачищают шлифовальной машиной до получения плавного перехода от поверхности металла к поверхности покрытия. Отслаивания нанесенного покрытия от металлической поверхности не должно быть. Полимерные покрытия на значительные по площади поверхности наносят по частям. Вибровихревые способы нанесения полимерных покрытий. Применяют для нанесения тонкослойных полимерных покрытий. Эти покрытия обладают высокими прочностными и антифрикционными качествами, имеют противокоррозионную и химическую стойкость, износостойкость и т. д. В ремонтном производстве тонкослойные покрытия из полимерных материалов используют для ремонта изношенных деталей; для химической или противокоррозионной защиты; для улучшения антифрикционных свойств трущихся поверхностей; для создания электроизоляции, теплоизоляции, а также для декоративных целей. В установках такого типа взвихрение порошка при подаче воздуха или газа через пористое дно совмещено с вибрацией дна или всего аппарата. Регулированием подачи воздуха, частоты и амплитуды колебаний создается возможность получения слоя с равномерной концентрацией воздушно-порошковой смеси по высоте аппарата. Нанесение тонкослойных полимерных покрытий вибровихревым способом осуществляют в такой последовательности: подготовка порошкового материала и поверхности детали (обезжиривание, зачистка, изоляция участков детали, не подлежащих покрытию); предварительный нагрев детали; нанесение покрытия; термообработка; контроль качества нанесенного покрытия. Нагретую до температуры на 30... 50°С выше температуры плавления полимера деталь помещают в псевдоожиженный слой порошка и выдерживают в нем определенное время. Частицы порошка, интенсивно перемешиваясь под действием проходящего воздуха (инертного газа), оседают на поверхности нагретой детали и, сплавляясь, превращаются в равномерное покрытие без пор. Достоинства вибровихревого метода нанесения полимерных покрытий: равномерное псевдоожижение порошка по всему объему; легкость перевода в псевдоожиженное состояние комкующихся и плохосыпучих порошков полимерных материалов; равномерность толщины покрытия по высоте детали; возможность получения покрытий большей толщины, чем при вихревом или вибрационном напылении; хорошее ожижение смеси порошкообразных полимеров с наполнителями; отсутствие расслоения компонентов в процессе сжижения; увеличение отношения объема взвихренного порошка к насыпному (до значений 1,6...2,0).
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 933; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.006 с.) |

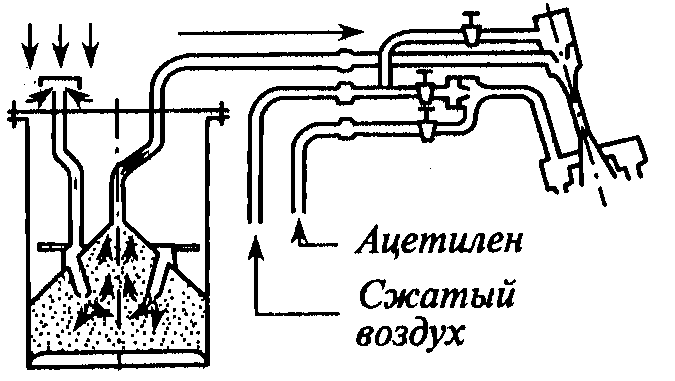 Рис. 18.5. Схема работы установки газопламенного напыления полимерных материалов
Рис. 18.5. Схема работы установки газопламенного напыления полимерных материалов



