Методы обработки элементов шлицевых валов и втулок
Похожие статьи вашей тематики
Форма шлицев бывает прямоугольная, эвольвентная, треугольная и трапецеидальная.
 Обработка шлицевых поверхностей на валах производится различными методами. Наиболее распространенным является фрезерование дисковыми фасонными фрезами на горизонтально-фрезерных станках; обкаткой шлицевыми червячными фрезами на шлицефрезерных или зубофрезерных станках. Обработка шлицевых поверхностей на валах производится различными методами. Наиболее распространенным является фрезерование дисковыми фасонными фрезами на горизонтально-фрезерных станках; обкаткой шлицевыми червячными фрезами на шлицефрезерных или зубофрезерных станках.
Более совершенным и точным методом является фрезерование методом обкатки. Окончательная обработка шлицев по методу обкатки производится чистовым фрезерованием червячными шлицевыми фрезами высокого класса точности (АА и А).
Более прогрессивными, высокопроизводительными процессами образования шлицев являются контурное шлицестрогание и шлицепротягивание Ra   0,8 мкм. 0,8 мкм.
Перспективными процессами образования шлицев являются процессы холодного накатывания.
Накатывание выполняется роликами, рейками, многороликовыми профильными головками.
Накатыванию подвергаются заготовки твердостью не более НВ 220. Точность накатывания высокая, параметр шероховатости Ra 0,1…0,8 мкм.
Окончательную обработку шлицевых поверхностей осуществляют шлифованием на обычных круглошлифовальных станках профильными кругами. Точность соответствует IT7; Ra 0,8…0,4.
Обработка шлицевых поверхностей в отверстиях
Шлицы в отверстиях, как правило, протягивают. Протягивание цилиндрической поверхности и шлицев осуществляют раздельно или комбинированной шлицевой протяжкой на горизонтально-протяжных станках. Протягивание – высокопроизводительный процесс. Параметр шероховатости обработанной поверхности Ra 1,6…0,8 мкм.
Внутренние поверхности шлицев шлифуют на внутришлифовальных станках. Для получения точного наружного диаметра впадин шлицевого отверстия его калибруют, а иногда и притирают.
Обработка шпоночных пазов
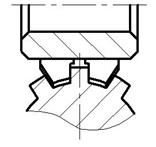
Шпоночные пазы для призматических шпонок обычно фрезеруют на шпоночно-фрезерных станках (в серийном и массовом производствах) специальной двуперой концевой фрезой с челночным движением подачи.
На фрезерных станках – многозубыми концевыми фрезами и дисковыми трехсторонними фрезами.

Фрезерование пазов для сегментных шпонок производят специальной дисковой фрезой на обычных фрезерных станках.

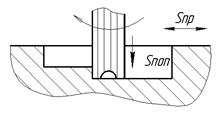
Наиболее точным способом является фрезерование пазов с маятниковой подачей.
Сквозные шпоночные пазы можно обрабатывать на строгальных станках.
Шпоночные канавки в отверстиях втулок обрабатывают на долбежных станках в единичном и мелкосерийном производствах, а в серийном и массовом производствах – на протяжных станках протягиванием.
|






