Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Современные многономенклатурные гибкие производственные системыСодержание книги
Поиск на нашем сайте
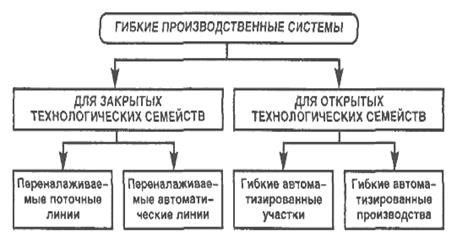
Решение проблемы повышения эффективности многономенклатурного единичного и мелкосе-рийного дискретного производства в машиностроении, то есть в выпуске штучных изделий одновременно многих наименований, основывается на создании таких методов организации и управления в сочетании с соответствующим оборудованием, которые обеспечивают полную обработку подобных изделий при достаточно высокой производительности и при степени автоматизации, обеспечивающей приближение к безлюдной технологии. В современных технологических комплексах, используемых в многономенклатурном дискретном производстве, должны выполняться следующие требования: - интенсификация и автоматизация технологических операций; - высокий уровень автоматизации технологического процесса, компьютеризация всех его стадий, включая как подготовку, так и управление ходом маршрута в целом и его непрерывность, технически обеспечиваемые производства; - координация процессов выполнении технологических операций с операциями транспортирования, складирования и управления. Необходимость удовлетворять названным требованиям привела к появлению новых принципов организации и управления технологическими процессами, которые в широком смысле могут быть названы гибкими производственным системами (ГПС), имея в виду, что подобные системы при соблюдении этих общих принципов организации и управления могут отличаться по степени автоматизации. Техническими предпосылками, сделавшими возможным появление подобных систем, явились: - создание современного автоматизированного оборудования, в том числе с числовым программным управлением (ЧПУ), на базе унифицированных модульных узлов, а также в ряде случаев обслуживаемого роботами, манипуляторами либо другими типами устройств, обеспечивающих автоматизацию вспомогательных и установочных операций; - создание устройств, обеспечивающих автоматические хранение, поиск, транспортирование и установку грузоединиц, использующих компьютерную технику управления; - появление достаточно надежной и относительно дешевой компьютерной техники, позволяющей строить как связанные, так и несвязанные информационно-управляющие структуры для отдельных технологических единиц их комплексов. Для подобных современных производственных комплексов характерны высокая степень технологической, параметрической и структурной гибкости и широкое применение принципа типовых технологических, управленческих и технологических решений. Таким образом, многономенклатурные дискретные гибкие производства, независимо от их природы, характеризуются одновременной работой над несколькими изделиями с выполнением при этом отдельных операций технологического маршрута на характерном для этих операций технологическом оборудовании. Изделия и соответствующее оборудование и персонал по выполнении конкретных операций перемещаются относительно друг друга. Это осуществляется путем перемещения изделия с одного рабочего места (рабочей позиции) на другое в соответствии с расписанием загрузки оборудования. Классификация различных видов гибких производственных систем приведена на рис. 7.
Рис. 7. Классификация гибких производственных систем 2.4. Толкающие и тянущие системы управления материальными потоками
Управление материальными потоками в рамках внутрипроизводственных логистических систем может осуществляться различными способами, из которых выделяют два основных: толкающий и тянущий, принципиально отличающиеся друг от друга. Первый вариант носит название «толкающая система» и представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказываются. Материальный поток «выталкивается» получателю по команде, поступающей на передающее звено из центральной системы управления производством (рис. 8).
Рис. 8. Принципиальная схема толкающей системы управления материальным
Толкающие модели управления потоками характерны для традиционных методов органи-зации производства. Возможность их применения для логистической организации производства появилась в связи с массовым распространением вычислительной техники. Эти системы, первые разработки которых относят к 60-м годам, позволили согласовывать и оперативно корректировать планы и действия всех подразделений предприятия - снабженческих, производственных и сбытовых с учетом постоянных изменений в реальном масштабе времени. Толкающие системы, способные с помощью микроэлектроники увязать сложный производст-венный механизм в единое целое, тем не менее имеют естественные границы своих возможностей. Параметры «выталкиваемого» на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако, чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и техническое обеспечение. На практике реализованы различные варианты толкающих систем, известные под названием «системы МРП» (МРП-1 и МРП-2). Возможность их создания обусловлена началом массового использования вычислительной техники. Системы МРП характеризуются высоким уровнем автоматизации управления, позволяющим реализовывать следующие основные функции: – обеспечивать текущее регулирование и контроль производственных запасов; – в реальном масштабе времени согласовывать и оперативно корректировать планы и действия различных служб предприятия – снабженческих, производственных, сбытовых. В современных, развитых вариантах систем МРП решаются также различные задачи прогнозирования. В качестве метода решения задач широко применяются имитационное моделирование и другие методы исследования операций. Второй вариант организации логистических процессов на производстве основан на принци-пиально ином способе управления материальным потоком. Он носит название «тянущая систе-ма» и представляет собой систему организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости. Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи. Для того чтобы понять механизм функционирования тянущей системы, рассмотрим пример (рис. 9).
Рис. 9. Тянущая система управления материальным потоком в рамках
Допустим, предприятие получило заказ на изготовление 10 единиц продукции. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 де-талей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 десять заготовок. В свою очередь, цех № 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества, также с целью восстановления запаса. Таким образом, материальный поток «вытягивается» каждым последую-щим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфи-ческих факторов, определяющих размер оптимального заказа, чем это смогла бы сделать центральная система управления. На практике к тянущим внутрипроизводственным логистическим системам относят систему «KANBAN» (в переводе с японского - карточка), разработанную и впервые в мире реализованную фирмой Тойота (Япония). Система KANBAN не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок, а также высокую ответственность персонала, так как централизованное регулирование внутрипроизводственного логистического процесса ограничено. Система KANBAN позволяет существенно снизить производственные запасы. Например, запасы деталей в расчете на один выпускаемый автомобиль у фирмы Тойота составляют 77 долл., в то время как на автомобильных фирмах США этот показатель равен примерно 500 долл. Система KANBAN позволяет также ускорить оборачиваемость оборотных средств, улучшить качество выпускаемой продукции.
2.5. Эффективность применения логистического подхода к управлению
Известно, что 95 - 98% времени, в течение которого материал находится на производственном предприятии, приходится на выполнение погрузочно-разгрузочных и транспортно-складских работ. Этим обусловливается их значительная доля в себестоимости выпускаемой продукции. Логистический подход к управлению материальными потоками на предприятии позволяет максимально оптимизировать выполнение комплекса логистических операций. По данным фирм Бош–Сименс, Мицубиси, «Дженерал моторс», один процент сокращения расходов на выполнение логистических функций имел тот же эффект, что и увеличение на 10% объема сбыта. Перечислим слагаемые совокупного эффекта от применения логистического подхода к управлению материальным потоком на предприятии. 1. Производство ориентируется на рынок. Становится возможным эффективный переход на малосерийное и индивидуальное производство. 2. Налаживаются партнерские отношения с поставщиками. 3. Сокращаются простои оборудования. Это обеспечивается тем, что на рабочих местах постоянно имеются необходимые для работы материалы. 4. Оптимизируются запасы – одна из центральных проблем логистики. Содержание запасов требует отвлечения финансовых средств, использования значительной части материально-технической базы, трудовых ресурсов. Анализ опыта ряда фирм Западной Европы, использующих современные логистические методы организации производства (систему KANBAN), показывает, что применение логистики позволяет уменьшить производственные запаса на 50%. 5. Сокращается численность вспомогательных рабочих. Чем меньше уровень системности, тем неопределеннее трудовой процесс и тем выше потребность во вспомогательном персонале для выполнения пиковых объемов работ. 6. Улучшается качество выпускаемой продукции. 7. Снижаются потери материалов. Любая логистическая oпeрация – это потенциальные потери. Оптимизация логистических операций – это сокращение потерь. 8. Улучшается использование производственных и складских площадей. Неопределенность потоковых процессов заставляет резервировать большие добавочные площади. В частности, при проектировании торговых оптовых баз неопределенность потоковых процессов вынуждает на 30% увеличивать площади складских помещений. 9. Снижается травматизм. Логистический подход органически вписывает в себя систему безопасности труда.
РАСПРЕДЕЛИТЕЛЬНАЯ ЛОГИСТИКА
|
||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 400; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.201.71 (0.008 с.) |