
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приемочный контроль нештучной продукции (ГОСТ Р 50779.77-99)Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
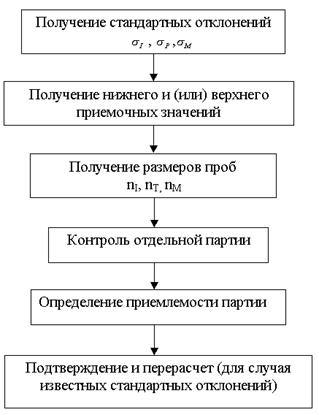
ГОСТ Р 50779.77-99 Статистические методы. Планы и процедуры статистического приемочного контроля нештучной продукции применяется в следующих случаях: 1) Среднее арифметическое значений одной характеристики качества партий продукции – главный фактор в определении приемлемости партии; 2) Для нескольких характеристик качества – когда установленная характеристика качества может быть измерена и известно точное (или приближенное) значение стандартного отклонения каждой характеристики качества; 3) Значение стандартного отклонения каждой характеристики качества известно и постоянно; 4) Точные значения стандартного отклонения не всегда известны и (или) любое из стандартных отклонений недостаточно стабильно; 5) Задан односторонний/ двусторонний допуск для среднего партии; 6) Партии на контроль поступают непрерывными сериями; 7) Если требования к стандартному отклонению удовлетворены – для отдельной партии. Алгоритм приемочного контроля нештучной продукции в общем виде представлен на рисунке 5.
Рисунок 5 – Алгоритм приемочного контроля нештучной продукции Алгоритм контроля для случая неточных стандартных отклонений
Получение стандартного отклонения Значения стандартных отклонений Если какое-либо стандартное отклонение нестабильно, то следует брать большее значение с использованием последних полученных данных.
Получение приемочного значения
1) Односторонний допуск - нижний предел поля допуска L:
- верхний предел поля допуска U:
(66)
2) Двусторонний допуск
4.1.3 Получение размеров проб nI, nT, nM
nI – число мгновенных проб на объединенную пробу; nT – число лабораторных проб на объединенную пробу.
- если - если
где
где dI – относительное стандартное отклонение между мгновенными пробами; dТ – относительное стандартное отклонение лабораторной пробы; D – предельный интервал (абсолютное расстояние между приемлемым уровнем качества и предельным уровнем качества).
где сТМ – затраты на обработку лабораторной пробы; сТ – затраты на подготовку лабораторной пробы; сМ – затраты на измерение.
Rc – отношение затрат; сI – затраты на взятие мгновенной пробы. Уровень отношения затрат следует выбирать в соответствии со следующими указаниями: - уровень 1: Rc намного меньше 1; (Rc = 0,10); - уровень 2: Rc меньше 1; (Rc = 0,30); - уровень 3: Rc близко 1; (Rc = 1); - уровень 4: Rc больше 1; (Rc = 3); - уровень 5: Rc намного больше 1; (Rc = 10). Значения nI и nT определяют по таблице 1А – 2Е /11/. Таблица 1 – для nM = 1, таблица 2 – для nM = 2 с указанием уровня отношения затрат Rс. Если невозможно получить nI и nT или их полученные значения слишком большие, необходимо пересмотреть предельный интервал D (п. 1.7, п. 2.4.4.4 /11/.
Проверка конкретной партии Для контроля партии берут производственную партию нештучной продукции, доставленную в одно время или предложенную для поставки. Отбор мгновенных проб осуществляют в соответствии с п. 1.4.3.1 /11/. Подготовку объединенных проб осуществляют в соответствии с п. 1.4.3.2 /11/. Подготовку лабораторных проб осуществляют в соответствии с п. 1.4.3.3 /11/. Для измерений из каждой
Приемлемость партии Получение выборочного среднего
Для определения приемлемости партии по (
Определение приемлемости партии Приемлемость партии определяют в соответствии со следующими критериями: а) задано нижнее предельное значение L: - если - если б) задано верхнее предельное значение U: - если - если в) заданы двусторонние предельные значения (двусторонний допуск) L и U: - если - если
Алгоритм контроля для случая точных стандартных отклонений
|
||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 410; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.91.173 (0.007 с.) |

 ,
,  ,
,  следует выбирать с использованием последних фактических данных. Эти значения следует согласовывать между поставщиком и потребителем.
следует выбирать с использованием последних фактических данных. Эти значения следует согласовывать между поставщиком и потребителем. (65)
(65)
 (67)
(67) (68)
(68) - число измерений на лабораторную пробу
- число измерений на лабораторную пробу , то
, то  ;
; , то
, то 
 , (69)
, (69) - стандартное отклонение лабораторной пробы.
- стандартное отклонение лабораторной пробы. , (70)
, (70) , (71)
, (71) (72)
(72) , (73)
, (73) , (74)
, (74) лабораторной пробы следует брать
лабораторной пробы следует брать  испытываемых порций и выполнять
испытываемых порций и выполнять  измерений на партию.
измерений на партию. по формуле:
по формуле: , (75)
, (75) - результат k-го измерения j-й лабораторной пробы из i-ой объединенной пробы.
- результат k-го измерения j-й лабораторной пробы из i-ой объединенной пробы. - партия приемлема;
- партия приемлема; - партия неприемлема;
- партия неприемлема; - партия приемлема;
- партия приемлема; - партия неприемлема;
- партия неприемлема; - партия приемлема
- партия приемлема или
или 


