Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выборочный контроль с пропуском партий (ГОСТ Р 50779.73-99)Содержание книги
Поиск на нашем сайте
Процедуры выборочного контроля с пропуском партий предназначены для использования совместно с планами для последовательных партий по ГОСТ Р 50779.71-99. Контроль с пропуском партий позволяет сократить затраты на контроль, если поставщик продемонстрировал свою способность эффективно управлять всеми аспектами качества и систематически производить партии, соответствующие установленным требованиям. Сокращение затрат на контроль достигается путем отбора из предъявляемых на контроль партий по случайному признаку с заданной вероятностью партий, которые пройдут с контролем или без него. При выборе контроля с пропуском партий необходимо учитывать следующие факторы: 1) Отношение между поставщиком и потребителем – предполагает полное взаимопонимание и доверие между сторонами. Это важно, поскольку некоторые партии будут поставлены без контроля. Если поставщик действует безответственно, затраты обеих сторон могут быть очень большими. 2) Соотношение фиксированных затрат на контроль и стоимости контроля отдельных единиц. Данный фактор носит экономический характер. Фиксированные затраты могут включать стоимость на установку испытательного оборудования, расходы на командировку инспектора, на хранение партии на складе и на страховку. Если фиксированные затраты превышают экономию от сокращения числа проверенных изделий, предпочтительны процедуры с пропуском партий. 3) Приемочное число выборочных планов при контроле. Не рекомендуется использовать планы с приемочным числом 0. Для того, чтобы применять контроль с пропуском партий необходимо одобрение поставщика и продукции. Поставщик должен: а) Иметь внедренную и поддерживаемую документированную систему управления качеством продукции и изменений конструкции (согласно ИСО серии 9000). Данная система предполагает контроль поставщиком каждой партии и регистрации результатов контроля. б) Установить систему, позволяющую выявлять и корректировать отклонения уровней качества и контролировать изменения процесса, которые могут негативно влиять на качество. Персонал поставщика, отвечающий за применение системы, должен быть соответствующей квалификации. в) Не иметь организационных изменений, негативно влияющих на качество.
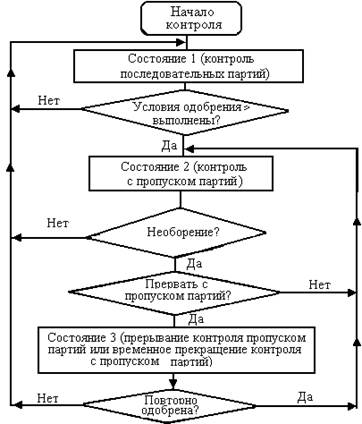
Продукция должна: а) Соответствовать техническим требованиям. б) Быть изготовлена в одинаковых условиях за период времени, согласованный поставщиков и уполномоченной стороной. Если этот период не согласован, то он должен составлять 6 месяцев. в) Пройти нормальный или ослабленный контроль или комбинацию нормального и ослабленного контроля на общих уровнях контроля I, II и III /5/ во время периода одобрения. Продукция, которая прошла усиленный контроль в период одобрения, не подлежит контролю с пропуском партий. г) Поддерживаться на уровне AQL ил лучше в течение периода стабильности, оговоренного поставщиком и уполномоченной стороной. д) Качество продукции должно быть следующим: - приняты не менее 10 последних партий. Если требования к суммарным объемам выборки в таблице 1 /7/ не выполнены, потребуется более 10 партий. - требованиям таблицы 1 /7/ удовлетворяют не менее 10 последних партий (при двух- и многоступенчатом контроле проверяют только для первой выборки). - требованиям таблицы 2 /7/ удовлетворяют 2 последние партии (при двух- и многоступенчатом контроле проверяют только для первой выборки). Структура процедуры контроля с пропуском партий приведена на рисунке 2.
Рисунок 2 — Общая структура процедур с пропуском партий
Процедура проверки продукции начинается с состояния 1 – контроля последовательных партий. Когда поставщик и продукция соответствуют условиям для контроля с пропуском партий (одобрение поставщика и потребителя), процедура контроля переходит в состояние 2. Проверка с пропуском партий может быть прервана на время, что заканчивается переходом к состоянию 3. В состоянии 3 продукция может быть одобрена при менее жестких условиях с возвращением процедуры в состояние 2. Если продукцию оценивают неподходящей для контроля с пропуском партий (не одобрена) с состоянии 2 или 3, процедура контроля переходит в состояние 1 до удовлетворения требованиям (одобрение). Для состояний 1 – 3 процедур с пропуском партий критерии приемки и отклонения, применяемые к отдельным партиям, приведены в таблице II-А (при одноступенчатом выборочном контроле) или в таблице III (при двухступенчатом выборочном контроле) в ГОСТ Р 50779.71.
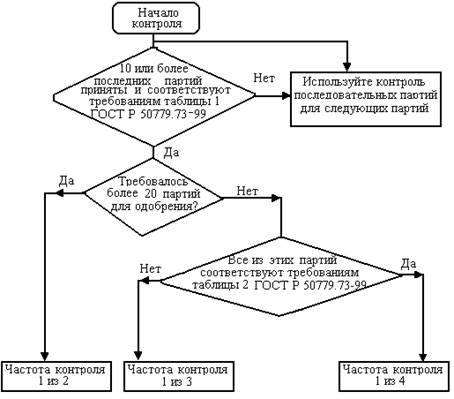
Устанавливают следующие частоты контроля предъявляемых партий: 1) 1 из 2; 2) 1 из 3; 3) 1 из 4; 4) 1 из 5. Алгоритм определения начальной частоты контроля партий приведен на рисунке 3.
Рисунок 3 — Определение начальной частоты контроля с пропуском партий
Частота 1 из 5 не используется в качестве начальной. Частота контроля может быть сокращена, если выполняются следующие условия: а) результаты контроля последних 10 или более последовательных партий, которые прошли проверку и были приняты в текущем состоянии 2 (контроль с пропуском партий), соответствуют или превышают требования таблицы /7/. б) уполномоченная сторона одобряет изменение частоты. При двухступенчатом плане выборочного контроля в вычислениях используют данные только первой выборки. Партии, которые должны пройти проверку в состоянии 2, должны быть отобраны по случайному признаку (приложение Б), но хотя бы одна партия должна пройти контроль в период времени, согласованный поставщиком и уполномоченной стороной. Если такой период не оговорен, то он должен составлять 2 месяца. Средний объем партий, предъявляемых в состоянии 2 и 3, должен быть примерно таким же, как и средний объем партий в период одобрения. Необходимо использовать нормальный контроль с общими уровнями I, II и III в соответствии с ГОСТ Р 50779.71-99. Процедуры контроля с пропуском партий прерываются и возобновляются в следующих случаях: 1) не выполнены критерии таблицы 2 /7/; 2) при использовании двухступенчатого выборочного плана требуется взятие второй выборки, что эквивалентно ситуации 1) для двухступенчатых планов. При двухступенчатом контроле в вычислениях учитывают только первую выборку. Если контроль с пропуском партий прерван, он может быть возобновлен, если четыре последовательных партий приняты в состоянии 3 (кроме повторно предъявленных партий) и соответствуют требованиям таблицы 2 для последних двух последовательных партий. Если частота контроля до его прерывания не была 1 из 2, то требуется установить частоту более высокого уровня (1 из 4, 1 из 3). В противном случае должна быть восстановлена частота 1 из 2. Продукция не должна быть одобрена для контроля с пропуском партий в следующих случаях: 1) партию отклоняют в состоянии 3; 2) на протяжении 10 партий не произошло повторного одобрения; 3) продукция не изготовлялась в период времени, оговоренный поставщиком и уполномоченной стороной (если период не оговорен, он составляет 2 месяца); 4) поставщик не выполняет письменные процедуры контроля качества или не соответствует условиям одобрения; 5) уполномоченная сторона желает вернуться к контролю последовательных партий (например, получена и подтверждена претензия потребителя, или происходит частое переключение процедуры из состояния 2 в состояние 3 в короткий промежуток времени). Для неодобрения требуются документированные основания. В этих случаях необходимо возобновить контроль последовательных партий (состояние 1), а для одобрения процедур контроля с пропуском партий должны быть выполнены условия одобрения поставщика и продукции.
|
||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 485; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.159.189 (0.01 с.) |