Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика материалов отечественных насосных штангСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
— 30ХМА, нормализованная с последующим высоким отпуском и упрочнением нагревом ТВЧ; — 15Х2ГНМФ, закалка и высокий отпуск или нормализация и высокий отпуск. Маркировка насосных штанг наносится на двух противоположных сторонах каждого квадрата. На одной стороне квадрата наносятся товарный знак или условное обозначение предприятия-изготовителя и условный номер плавки, на другой стороне квадрата — марка стали, год выпуска и квартал. Допускается после обозначения наносить технологическую маркировку завода-изготовителя. На штанге, подвергнутой обработке ТВЧ, наносится буква Т. На наружной поверхности муфты поверхностно-пластическим деформированием наносится маркировка, содержащая: товарный знак или условное обозначение предприятия-изготовителя; марку стали; год выпуска и квартал; букву С (для муфт, не подвергнутых обработке ТВЧ). Марку стали маркируют буквами: У - сталь 40 и сталь 45; Н - 20Н2М; X - ЗОХМА; Р - 15НЗМА; П - 15Х2НМФ; Т-15Х2ГМФ; С — 36М17 (для румынских штанг). Год выпуска маркируют одной последней цифрой календарного года. Кварталы маркируют буквами: А — первый; Б — второй; Г — третий; И — четвертый. Условный номер плавки маркируется тремя цифрами.
Примеры маркировки штанг:
Ш375 Н9А, где Ш — условное обозначение завода им. лейтенанта Шмидта; 375 — номер плавки; Н — сталь марки 20Н2М; 9 — год изготовления 1999; А — первый квартал; МПОБ С52А, где М — условное обозначение Мотовилихинского завода; П — сталь марки 15Х2НМФ; 0 — год изготовления — 2000; Б — второй квартал; С — штанги сорбитизированные; 52 — номер плавки; А — литер смены. Примеры условного обозначения штанг и муфт (по ГОСТ 13877-80). Штанга диаметром 19 мм, длиной 8000 м из стали марки сталь 40: штанга насосная ШН19-40; то же длиной 3000 мм: штанга насосная ШН 19-3000-40; то же, подвергнутая поверхностному упрочнению нагревом ТВЧ: штанга насосная ШН19-3000-40Т; то же, с соединительной муфтой исполнения 1: штанга насосная ШН19-3000-40Т-1. Муфта соединительная диаметром 19 мм; исполнения 1, из стали марки сталь 40, подвергнутая обработке ТВЧ: муфта МШ19 (ГОСТ 13877-80); то же, не подвергнутая обработке ТВЧ: муфта МШ19-С (ГОСТ 13877-80); то же, исполнение 2, из стали марки 20Н2М, не подвергнутой поверхностному упрочнению нагревом ТВЧ: муфта МШ19-2 -20Н2М-С (ГОСТ 13877-80). Резьба штанги диаметром 19 мм обозначается: резьба Ш19 (ГОСТ 13877-80). Соответствие прочности штанг российского производства классам прочности штанг по API Spec 11В представлено в табл. 7.39. Величина предела пропорциональности материала штанг характеризует и классифицирует прочностные характеристики самой штанги (класс С, К, Д по API Spec 11B) [35]. Продолжаются разработки стеклопластиковых или углеплас-тиковых насосных штанг для использования в скважинах с коррозионно-активной средой. Конструкция аналогична стальным штангам, т.е. есть гладкое тело штанги и высаженная часть с резьбой. Но здесь могут быть разные варианты: либо сама высаженная часть и резьба выполняется из композита (стеклопластик или углепластик), либо резьба и высаженная часть штанги выполнена из стали, а сама высаженная часть прикрепляется к гладкому телу штанг. Вариант крепления высаженной части штанги к ее гладкой части представлен на рис. 7.109. Основная особенность стеклопластиковых штанг — их малая масса: при одинаковой прочности они в 3—4 раза легче стальных, но в 2—3 раза эластичнее. Обычно их используют (в сочетании со стальными штангами) в глубоких скважинах (более 2000 м) или в скважинах с высококоррозионной пластовой жидкостью. Таблица 7.39 Соответствие прочности штанг российского производства классам прочности штанг по API Spec 11В
Рис. 7.109 Конструкция стеклопластиковой насосной штанги.
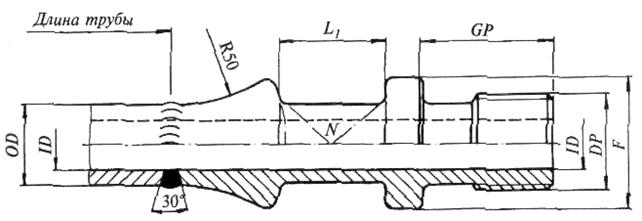
Кроме сплошных насосных штанг, могут применяться полые или трубчатые штанги. Полые штанги предназначены для передачи движения от головки балансира станка-качалки плунжеру скважинного насоса при непрерывной или периодической подаче в полость насосных труб ингибиторов коррозии, ингибиторов отложения парафина, растворителей парафина, теплоносителей, деэмульгаторов, жидкости гидрозащиты насоса. Продукция скважины при этом отбирается по кольцевому пространству между полыми штангами и НКТ. Другим вариантом применения полых штанг является откачка пластовой жидкости с высоким содержанием механических примесей. При этом откачка пластовой жидкости проводится по центральному каналу. За счет малого диаметра проходного сечения увеличивается скорость движения откачиваемой жидкости по каналу, что препятствует выпадению (оседанию) механических примесей из потока жидкости. Полые штанги конструктивно состоят из трубчатой основной части и резьбовых концов, которые присоединяются к трубчатой части с помощью сварки (рис. 7.110) [36].
Рис. 7.110. Конструкция полой насосной штанги
Марки стали, применяемые для изготовления полых насосных штанг, соответствуют маркам стали, применяемым для изготовления обычных насосных штанг. Исходным материалом для изготовления полых насосных штанг служит бесшовная холод-нокатанная калибрированная труба. Головки, изготовляемые методом горячей объемной штамповки, предварительно сверлятся. Вслед за предварительной обработкой головка штанги соединяется с трубой многослойной сваркой кольцевым швом. Затем зона сварного шва — корневой слой сварочного соединения — растачивается. Этим специальным методом обработки и сварки достигается точная соосность штанги и головки. После сварки вся штанга подвергается термической обработке, правке растяжением и дополнительному контролю соосности. Дефектоскопия, нарезание резьбы, и калибровка производятся таким же образом, что и у цельнометаллических штанг. Ввиду того, что у полых насосных штанг самым критическим местом является зона сварного шва, этой зоне следует уделять особое внимание. Полые насосные штанги после нанесения каждого слоя сварки полностью проверяются капиллярным методом. В дополнение к этой проверке определенное количество готовых штанг подвергается 100 %-й рентгеноскопии всей зоны сварного шва.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 917; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.23.103.14 (0.011 с.) |