Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классы шатунов по массе верхней и нижней головокСодержание книги
Поиск на нашем сайте
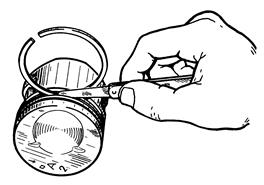
Подбор поршня к цилиндру Расчетный минимальный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется как разность минимального размера цилиндра и максимального размера поршня и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Разборка и сборка Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки (рис. 2-36) и не выпадал из него, если держать поршень как показано на рис. 2-37.
Рис. 2-36. Установка поршневого пальца Рис. 2-37. Проверка посадки поршневого пальца
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45О к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180О к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90О к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца. Проверка технического состояния Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2-38, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
Рис. 2-38. Проверка зазора между поршневыми кольцами и канавкам Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2-39), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Рис. 2-39. Проверка зазора в замке колец
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм. Коленчатый вал и маховик
Основные размеры коленчатого вала даны на рис. 2-40. Рис. 2-40. Основные размеры коленчатого вала Коленчатый вал – литой, чугунный, пятиопорный. Предусмотрена возможность перешлифовки шеек коленчатого вала при ремонте с уменьшением диаметра на 0,25; 0,5; 0,75; и 1 мм. Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами. Они вставляются в гнезда блока цилиндров по обе стороны среднего коренного подшипника, причем с задней стороны ставится металлокерамическое полукольцо (желтое), а с передней стороны – сталеалюминиевое. Полукольца изготавливаются двух размеров – нормального и увеличенного по толщине на 0,127 мм. Вкладыши подшипников коленчатого вала – тонкостенные, сталеалюминиевые. Верхние вкладыши 1, 2, 4 и 5 опор коленчатого вала с канавкой на внутренней поверхности, а нижние вкладыши – без канавки. Вкладыши 3-й опоры (верхние и нижние) без канавки. Шатунные вкладыши (верхние и нижние) также без канавки. Ремонтные вкладыши изготавливаются увеличенной толщины под шейки коленчатого вала, уменьшенные на 0,25; 0,5; 0,75 и 1 мм. Маховик – чугунный, литой, с напрессованным стальным зубчатым ободом для пуска двигателя стартером. Центрируется маховик передним подшипником ведущего вала коробки передач, запрессованным в коленчатый вал. На задней плоскости маховика около зубчатого обода имеется установочная метка в виде конусной лунки. Она должна находиться против шатунной шейки четвертого цилиндра. Проверка технического состояния и ремонт Коленчатый вал. Осмотрите коленчатый вал. Трещины в любом месте коленчатого вала не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски. Установите коленчатый вал крайними коренными шейками на две призмы (рис. 2-41) и проверьте индикатором биение:
Рис. 2-41. Допустимые биения основных поверхностей коленчатого вала · коренных шеек (не более 0,03 мм); · посадочных поверхностей под звездочку и подшипник ведущего вала коробки передач (не более 0,04 мм); · поверхности сопрягающейся с сальником (не более 0,05 мм). Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек более 0,03 мм, а также, если на шейках есть задиры и риски. Шлифуйте шейки с уменьшением диаметра до ближайшего ремонтного размера (см. рис. 2-40). При шлифовании выдерживайте размеры галтелей шеек, аналогичные указанным на рис. 2-40 для нормальных размеров коленчатого вала. Овальность и конусность коренных и шатунных шеек после шлифования должна быть не более 0,005 мм. Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм (см. рис. 2-41). Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра. Прошлифовав шейки, отполируйте их с помощью алмазной пасты или пасты ГОИ. После шлифования и последующей доводки шеек удалите заглушки масляных каналов, а затем обработайте гнезда заглушек фрезой А.94016/10, надетой на шпиндель А.94016. Тщательно промойте коленчатый вал и его каналы для удаления остатков абразива и продуйте сжатым воздухом. Оправкой А.86010 запрессуйте новые заглушки и зачеканьте каждую в трех точках кернером. На первой щеке коленчатого вала маркируйте величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50). Вкладыши. На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках, или отслоениях замените вкладыши новыми. Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой. В этом случае метод проверки следующий: · тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность; · установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления. Гайки шатунных болтов затягивайте моментом 51 Н·м (5,2 кгс·м), а болты крепления крышек коренных подшипников моментом 80,4 Н·м (8,2 кгс·м); · снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора (рис. 2-42).
1 – сплющенная калиброванная пластмассовая проволока; 2 – вкладыш; 3 – крышка шатуна; 4 – шкала для измерения зазора.
Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных и 0,026–0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши. При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Упорные полукольца. Также как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях заменяйте полукольца новыми. Полукольца заменяются также, если осевой зазор коленчатого вала превышает максимально допустимый – 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06–0,26 мм. Осевой зазор коленчатого вала проверяется с помощью индикатора, как описано в главе «Сборка двигателя» (см. рис. 2-18). Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по перемещению переднего конца коленчатого вала. Маховик. Проверьте состояние зубчатого обода и в случае повреждения зубьев замените маховик. Если маховик имеет цвета побежалости на поверхности 3 (рис. 2-43), необходимо проверить натяг обода на маховике. Обод не должен проворачиваться при крутящем моменте 590 Н·м (60 кгс·м).
Рис. 2-43. Маховик: 1 – поверхность крепления к фланцу коленчатого вала; 2 – поверхность крепления сцепления; 3 – опорная поверхность ведомого диска сцепления.
На поверхности 1 маховика, прилегающей к фланцу коленчатого вала, и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры. Царапины и задиры на поверхности 3 удалите проточкой, снимая слой металла толщиной не более 1 мм. При этом проточите также и поверхность 2, выдерживая размер (0,5±0,1) мм. При проточке необходимо обеспечить параллельность поверхностей 2 и 3 относительно поверхности 1. Допуск непараллельности 0,1 мм. Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте биение плоскостей 2 и 3. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм.
Головка цилиндров и клапанный механизм Особенности устройства Основные размеры клапанов, направляющих втулок и седел клапанов даны на рис. 2-44.
Головка цилиндров отлита из алюминиевого сплава, имеет запрессованные чугунные седла и направляющие втулки клапанов. Верхняя часть втулок уплотняется металло-резиновыми маслоотражательными колпачками. В запасные части направляющие втулки поставляются с увеличенным на 0,2 мм наружным диаметром. На головке цилиндров закреплен корпус подшипников, в котором находится распределительный вал. Механизм привода клапанов.
1 – головка цилиндров; 2 – клапан; 3 – рычаг клапана; 4 – рампа гидравлической опоры толкателя; 5 – распределительный вал; 6 – гидравлическая опора толкателя; 7 – гайка.
Клапаны 2 (рис. 2-45) приводятся в действие кулачками распределительных валов через рычаги 3. Одним концом рычаг давит на клапан, а другим опирается на сферическую головку гидравлической опоры 6. Гидроопоры автоматически устраняют зазор в клапанном механизме и поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется. Гидронатяжитель цепи.
1 – корпус натяжителя; 2 – клапанный узел; 3 – шарик обратного клапана; 4 – ограничительный штифт; 5 – плунжер натяжителя; 6 – ограничитель объема; 7 – пружина плунжера; В – рабочая полость; С – паз установочный; Д – отверстие; Е – резервная полость.
Масло из системы смазки по трубке 3 (см. рис. 2-11) поступает в полость «Е» (рис. 2-46) натяжителя, далее через отверстие «Д» и клапанный узел 2 попадает в рабочую полость «В» и давит на плунжер 5. В корпусе 1 натяжителя имеется отверстие диаметром в 1мм для стравливания воздуха из полости «Е». Диаметральный зазор между корпусом 1 и плунжером 2 должен быть 0,018–0,024 мм и измеряется как разность максимального замеренного диаметра плунжера 2 и минимального замеренного диаметра корпуса 1. При ремонте корпус натяжителя и плунжер составляют пару, в которой замена одной детали другой после подбора зазора не допускается. Плунжер 2 должен без заедания перемещаться в корпусе 1 на величину хода равную 16 мм. При установке на двигатель натяжитель должен быть свободен от масла, штифт 4 не должен выступать из корпуса. Снятие и установка головки цилиндров на автомобиле Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не требуется разбирать весь двигатель. Например, если необходимо удалить нагар с поверхности камер сгорания и клапанов или заменить клапаны или направляющие втулки клапанов. Снимайте головку цилиндров в следующем порядке: · установите автомобиль на подъемник и уберите давление в системе подачи топлива. Для этого отсоедините колодку жгута проводов электробензонасоса от жгута проводов системы зажигания, запустите двигатель, дайте ему поработать до остановки, а затем включите стартер на 3 с для выравнивания давления в трубопроводах; · отсоедините провод от клеммы «минус» аккумуляторной батареи; · поднимите автомобиль и слейте охлаждающую жидкость из радиатора и блока цилиндров, для чего откройте кран отопителя и отверните сливные пробки на радиаторе и блоке цилиндров; · отсоедините приемную трубу глушителей от выпускного коллектора, снимите кронштейн подводящей трубы насоса охлаждающей жидкости; · опустите автомобиль, отсоедините шланги (см. рис. 2-3) подвода и слива топлива от трубок на двигателе. Закройте отверстия шлангов и трубок, чтобы в них не попала грязь; · отсоедините трос 2 (см. рис. 2-4) привода акселератора от дроссельного патрубка и от кронштейна 4 на ресивере; · снимите шланги вытяжной вентиляции картера, отсоединив их от патрубков на крышке головки цилиндров, от шланга впускной трубы и от дроссельного патрубка; · ослабьте стяжные хомуты и отсоедините от дроссельного патрубка шланг 1 (см. рис. 2-5) впускной трубы, шланг продувки адсорбера (если на автомобиле имеется система улавливания паров бензина), шланги подвода и отвода охлаждающей жидкости; · отсоедините от ресивера шланг отбора разрежения к вакуумному усилителю тормозов; · отсоедините провода от свечей зажигания, от датчиков контрольной лампы давления масла и указателя температуры охлаждающей жидкости, от дроссельного патрубка; отсоедините провода от жгута проводов форсунок; · отсоедините шланги от отводящего патрубка рубашки охлаждения двигателя; · снимите крышку головки цилиндров с прокладкой, кронштейнами экрана двигателя и тросса акселератора; · поверните коленчатый вал до совмещения метки на звездочке распределительного вала с меткой на корпусе подшипников (см. рис. 2-25); · отверните болт крепления звездочки распределительного вала, открутите штуцер, гайки и снимите гидронатяжитель цепи, снимите звездочку распределительного вала; · отверните болты крепления головки цилиндров к блоку и снимите головку цилиндров с прокладкой. Устанавливайте головку цилиндров в порядке, обратном снятию, соблюдая рекомендации, изложенные в подразделе «Сборка двигателя». Прокладку между головкой и блоком цилиндров повторно применять не допускается, поэтому замените ее новой. После установки головки цилиндров отрегулируйте привод акселератора. Проверьте работу системы управления двигателем. Разборка и сборка головки цилиндров Разборка. Если требуется замена только какой-либо одной детали, то можно не разбирать полностью головку цилиндров и снять только то, что необходимо для замены. Установите головку цилиндров на подставку, отверните гайки и снимите впускную трубу, выпускной коллектор и экран впускной трубы. Снимите отводящий патрубок рубашки охлаждения и патрубок отвода жидкости к отопителю. Выверните свечи зажигания и датчик температуры охлаждающей жидкости. Отверните гайки крепления и снимите корпус подшипников в сборе с распределительным валом. Отверните гайки крепления упорного фланца к корпусу подшипников. Снимите фланец и выньте распределительный вал из корпуса подшипников. Снимите рычаги 3 (см. рис. 2-45) клапанов, освободив их от пружин. Снимите пружины рычагов. Открутите гайки 7 и снимите рампу 4 и выкрутите гидроопоры 6.
Рис. 2-47. Снятие пружин клапанов: 1 – приспособление А.60311/R; 2 – подставка
Снимите пружины клапанов с тарелками и опорными шайбами. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок. Сборка. Сборку головки цилиндров производите в порядке, обратном разборке. Клапаны и маслоотражательные колпачки перед сборкой смажьте моторным маслом. Перед установкой корпуса подшипников распределительного вала проверьте на месте ли установочные втулки корпусов (см. рис. 2-24). Гайки крепления корпуса подшипников затягивайте в порядке, указанном на рис. 2-26. При этом обратите внимание на то, чтобы установочные втулки без перекоса вошли в гнезда корпуса подшипников. Проверка технического состояния и ремонт Головка цилиндров. Тщательно вымойте головку цилиндров и очистите масляные каналы. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой. Осмотрите головку цилиндров. Трещины в любых местах головки цилиндров не допускаются. При подозрении на попадание охлаждающей жидкости в масло проверьте герметичность головки цилиндров. Для проверки герметичности закройте отверстия охлаждающей рубашки головки цилиндров заглушками, входящими в комплект приспособления А.60334 (рис. 2-48).
1, 2, 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода воды.
Нагнетайте насосом в рубашку охлаждения головки цилиндров воду под давлением 0,5 МПа (5 кгс/см2). В течение двух минут не должно наблюдаться утечки воды из головки цилиндров. Можно проверить герметичность головки цилиндров и сжатым воздухом, для чего также установите на головке цилиндров заглушки приспособления А.60334. Опустите головку цилиндров в ванну с водой, прогретой до 60–80 ОС и дайте ей прогреться в течение 5 мин. Затем подайте внутрь головки сжатый воздух под давлением 0,15–0,2 МПа (1,5–2 кгс/см2). В течение 1–1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки. Седла клапанов. Форма фасок седел клапанов показана на рис. 2-49 и 2-50.
Рис. 2-49. Профиль седла впускного клапана: I – новое седло; II – седло после ремонта.
Рис. 2-50. Профиль седла выпускного клапана: I – новое седло; II – седло после ремонта
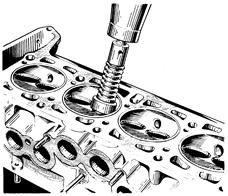
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел, снимая как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки. Для шлифования седел установите головку цилиндров на подставку, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059. Эти стержни существуют двух различных диаметров: А.94059/1 – для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана (рис. 2-51).
Рис. 2-51. Шлифование рабочей фаски седла клапана
В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация, и фаска будет неправильной. Рекомендуется чаще производить правку круга алмазом. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. 2-49, зенкером А.94031 (угол 20О), и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059. У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. 2-50, сначала обработав внутреннюю фаску зенкером А.94003 (рис. 2-52) до получения диаметра 33 мм, а затем фаску 20О зенкером А.94101 до получения рабочей фаски шириной 1,9–2 мм.
Рис. 2-52. Сужение рабочей фаски седла клапана зенкером, установленным на шпинделе А.94058
Клапаны. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке. Поврежденный клапан замените. Проверьте состояние рабочей фаски клапана. При мелких повреждениях ее можно прошлифовать, выдерживая угол фаски 45°30'±5'. При этом расстояния от нижней плоскости тарелки клапана до базовых диаметров (36 и 30,5 мм) должны быть в пределах, указанных на рис. 2-53.
Рис. 2-53. Предельные размеры при шлифовании фасок клапанов: I – впускного клапана; II – выпускного клапана. Направляющие втулки клапанов. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр стержня клапана и отверстие направляющей втулки. Расчетный зазор для новых втулок: 0,022–0,055 мм для впускных клапанов и 0,029–0,062 мм для выпускных клапанов; максимально допустимый предельный зазор (при износе) – 0,3 мм при условии отсутствия повышенного шума газораспределительного механизма. Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, то замените втулки клапанов, пользуясь для выпрессовки и запрессовки оправкой А.60153/R (рис. 2-54).
Рис. 2-54. Выпрессовка направляющих втулок: 1- оправка А.60153/R
Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора его в тело головки цилиндров. После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Маслоотражательные колпачки направляющих втулок при ремонте двигателя всегда заменяйте новыми. Поврежденные маслоотражательные колпачки заменяйте на снятой головке цилиндров. Для напрессовки колпачков пользуйтесь оправкой 41.7853.4016.
Рис. 2-55. Основные данные для проверки наружной (а) и внутренней (b) пружины клапана Для пружин рычагов (рис. 2-56) размер А (пружина в свободном состоянии) должен быть 35 мм, а размер В под нагрузкой 51–73,5 Н (5,2–7,5 кгс) – 43 мм.
А – размер в свободном состоянии; В – размер под нагрузкой Болты крепления головки цилиндров. При многократном использовании болтов они вытягиваются. Поэтому проверьте не превышает ли длина стержня болта (без учета длины головки) 117 мм и, если она больше, то замените болт новым. Рычаги клапанов. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым. Если обнаружена деформация или другие повреждения на втулке регулировочного болта рычага или на самом болте, замените детали.
Распределительный вал и его привод Особенности устройства Распределительный вал – чугунный, опирается на пять шеек и вращается в алюминиевом корпусе подшипников, установленном на головке цилиндров. Основные размеры распределительного вала и корпуса подшипников даны на рис. 2-57. Поверхности кулачков отбеливаются для повышения износостойкости. От осевых перемещений распределительный вал удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала.
Привод распределительного вала осуществляется от ведущей звездочки 8 (см. рис. 2-11) коленчатого вала однорядной роликовой цепью 1. Этой же цепью приводится и звездочка 7 вала привода масляного насоса. Цепной привод имеет гидронатяжитель 4 с башмаком 2 и успокоителем 6 цепи. Гидронатяжитель обеспечивает натяжение цепи сразу после его установки. Замена цепи Для снятия цепи затормозите автомобиль стояночным тормозом, снимите аккумуляторную батарею. Слейте охлаждающую жидкость из радиатора и блока цилиндров, снимите радиатор со шлангами и термостатом. Снимите вентиляторы, отвернув гайки крепления. Снимите крышку головки цилиндров и поверните коленчатый вал до совмещения метки на звездочке распределительного вала с меткой на корпусе подшипников (см. рис. 2-25), а метки на шкиве привода генератора с длинной меткой на крышке привода распределительного вала. Отверните болт крепления звездочки распределительного вала. Отверните две гайки и снимите гидронатяжитель. Снимите звездочку распределительного вала. Ослабьте крепление генератора и снимите ремень его привода. Включите 4-ю передачу в коробке передач, отверните гайку и снимите с коленчатого вала демпфер. Снимите крышку привода распределительного вала с прокладкой и механизм натяжения цепи, отвернув гайки крепления крышки к блоку цилиндров и болты крепления масляного картера к крышке. Отверните болт башмака натяжителя цепи и снимите цепь привода распределительного вала. Установку цепи выполняйте в порядке обратном снятию, соблюдая рекомендации, изложенные в подразделе «Сборка двигателя». Цепь перед установкой смажьте моторным маслом. Под крышку привода распределительного вала и крышку головки цилиндров устанавливайте новые прокладки. Проверка технического состояния Распределительный вал. На опорных шейках распределительного вала не допускаются задиры, забоины, царапины, навалакивание алюминия от корпусов подшипников. На рабочих поверхностях кулачков не допускается износ свыше 0,5 мм, а также задиры и износ кулачков в виде огранки. Установите распределительный вал крайними шейками на две призмы, расположенные на поверочной плите, и замерьте индикатором радиальное биение средних шеек, которое должно быть не более 0,03 мм. Если биение превышает указанное значение, то выправьте вал на рихтовочном прессе. Корпус подшипников распределительного вала. Промойте и очистите корпус подшипников и каналы для подвода масла. Проверьте диаметр отверстий в опорах. Если зазор между шейками распределительного вала и опорами превышает 0,2 мм (предельный износ), корпус подшипников замените. Внутренние опорные поверхности должны быть гладкими, без задиров; если имеются повреждения – замените корпус подшипников. Проверьте, нет ли трещин на корпусе. Если имеются трещины, то замените корпус подшипников распределительного вала. Гидронатяжитель. При ремонте корпус натяжителя и плунжер составляют пару, в которой замена одной детали другой после подбора не допускается, поэтому натяжитель ремонту не подлежит и заменяется новым. Проверьте, нет ли повышенного износа на башмаке и успокоителе; если необходимо замените их. Цепь привода распределительного вала. Промойте цепь в керосине, а затем проверьте состояние ее звеньев. На роликах и щечках не допускаются сколы, трещины и другие повреждения. При работе двигателя детали цепи изнашиваются, поэтому цепь вытягивается. Она считается работоспособной, пока натяжитель обеспечивает ее натяжение, т.е. если удлинение цепи не превышает 4 мм. Длину цепи определите с помощью приспособления 67.7824.9521 (рис. 2-58), внешний вид которого показан на рисунке 2-58.
Рис. 2-58. Приспособление 67.7824.9521 для проверки износа (вытяжки) цепи: 1 – ролик; 2 – регулировочная гайка; 3 – противовес.
Рис. 2-59. Схема проверки износа (вытяжки) цепи: 1- ролики.
Приспособление 67.7824.9521 имеет два ступенчатых измерительных ролика 1, на которые устанавливают цепь при измерении ее длины. Один из роликов закреплен в корпусе приспособления неподвижно, а второй может перемещаться под действием измерительного усилия P. С помощью противовеса 3 (см. рис. 2-58) цепь растягивается усилием 294 Н (30 кгс) или 147 Н (15 кгс). Регулировочной гайкой 2 обеспечивается параллельность оси противовеса относительно основания приспособления. Длина цепи определяется межцентровым расстоянием L измерительных роликов 1 (см. рис. 2-59). У новой цепи длина L составляет 495,4–495,8 мм. Если в результате износа цепь имеет длину 499,8 мм, ее следует заменить. Измерение длины цепи производите в следующей последовательности: · растяните цепь усилием 294 Н (30 кгс), поставив противовес 3 (см. рис. 2-58) в крайнее правое положение, затем уменьшите усилие до 147 Н (15 кгс), сдвинув противовес в крайнее левое положение; · повторите еще раз обе операции; · измерив штангенциркулем внутреннее расстояние между измерительными роликами 1 и, прибавив к нему диаметр ролика d, получите длину цепи L (расстояние между осями измерительных роликов). Перед установкой на двигатель смажьте цепь моторным маслом.
3. Система охлаждения Устройство системы охлаждения показано на рис. 2-60.
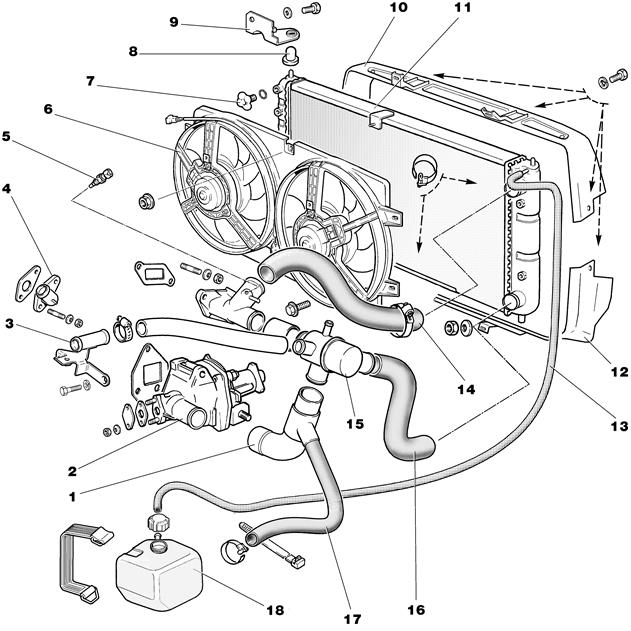
Рис. 2-60. Система охлаждения двигателя: 1 – шланг подводящий к насосу; 2 – насос охлаждающей жидкости; 3 – отводящая трубка радиатора отопителя салона; 4 – подводящий патрубок радиатора отопителя; 5 – датчик температуры охлаждающей жидкости; 6 – электровентиляторы системы охлаждения; 7 – пробка; 8 – опора радиатора; 9 – кронштейн; 10 – верхний кожух радиатора; 11 – радиатор; 12 – нижний кожух радиатора; 13 – паровоздушный шланг; 14 – подводящий шланг радиатора; 15 – термостат; 16 – отводящий шланг радиатора; 17 – заливной шланг; 18 – расширительный бачок.
Система охлаждения жидкостная, закрытого типа, с принудительной циркуляцией жидкости, с расширительным бачком 18. Насос (рис. 2-62) охлаждающей жидкости приводится в действие ремнем 7 (рис. 2-61). Радиатор 11 (см. рис. 2-60) трубчатопластинчатый, алюминиевый, с пластмассовыми бачками. К радиатору пятью гайками крепится кожух 6 с двумя электровентиляторами. Электровентилятор имеет пластмассовую крыльчатку, установленную на валу электродвигателя, включение и выключение которого осуществляется датчиком 5. Охлаждающая жидкость заливается через наливную горловину расширительного бачка 18. Пробка расширительного бачка имеет впускной и выпускной клапаны.
Проверка уровня и плотности жидкости в системе охлаждения Правильность заправки системы охлаждения проверяется по уровню жидкости в расширительном бачке, который на холодном двигателе (при 15–20°С) должен находиться на 3–4 см выше метки «MIN», нанесенной на расширительном бачке. Предупреждение!
|
|||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 462; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.60.132 (0.017 с.) |




 Особенности устройства
Особенности устройства
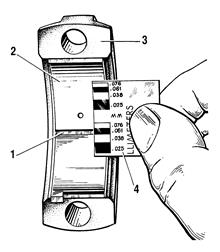 Рис. 2-42. Измерение зазора в шатунном подшипнике:
Рис. 2-42. Измерение зазора в шатунном подшипнике:
 Рис. 2-44. Основные размеры клапанов, направляющих втулок и седел клапанов
Рис. 2-44. Основные размеры клапанов, направляющих втулок и седел клапанов Рис. 2-45. Механизм привода клапанов:
Рис. 2-45. Механизм привода клапанов: Рис. 2-46. Гидравлический натяжитель цепи:
Рис. 2-46. Гидравлический натяжитель цепи: Установите приспособление А.60311/R, как показано на рис. 2-47, сожмите пружины клапанов и освободите сухари. Взамен переносного приспособления А.60311/R можно применять также стационарное приспособление 02.7823.9505.
Установите приспособление А.60311/R, как показано на рис. 2-47, сожмите пружины клапанов и освободите сухари. Взамен переносного приспособления А.60311/R можно применять также стационарное приспособление 02.7823.9505. Рис. 2-48. Проверка герметичности головки цилиндров на приспособлении А.60334:
Рис. 2-48. Проверка герметичности головки цилиндров на приспособлении А.60334:




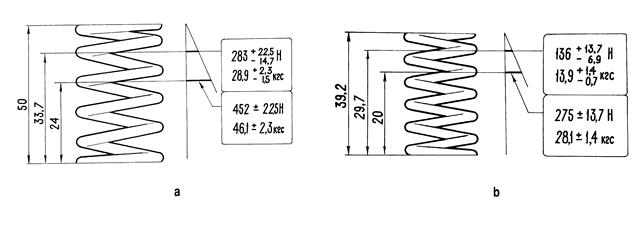 Пружины. Убедитесь, что на пружинах нет трещин и не уменьшилась их упругость, для чего проверьте их деформацию под нагрузкой (рис. 2-55).
Пружины. Убедитесь, что на пружинах нет трещин и не уменьшилась их упругость, для чего проверьте их деформацию под нагрузкой (рис. 2-55). Рис. 2-56. Схема проверки пружины рычага:
Рис. 2-56. Схема проверки пружины рычага: Рис. 2-57. Основные размеры распределительного вала и корпуса подшипников
Рис. 2-57. Основные размеры распределительного вала и корпуса подшипников
 Схема измерения длины цепи приведена на рисунке 2-59.
Схема измерения длины цепи приведена на рисунке 2-59.