
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Запрещается проверять двигатель и автомобиль на стенде с беговыми барабанами без дополнительных роликов под передними колесами.Содержание книги
Поиск на нашем сайте
Блок цилиндров Особенности устройства
Рис. 2-29. Основные размеры блока цилиндров
Блок цилиндров отлит из специального низколегированного чугуна. Диаметры цилиндров разбиты на пять классов через 0,01 мм, обозначаемых буквами А, В, С, D, Е. Класс цилиндра клеймится на нижней плоскости блока цилиндров (рис. 2-30).
Рис. 2-30. Маркировка размерного класса цилиндров на блоке
Предусмотрена возможность расточки цилиндров под ремонтные поршни, увеличенные по диаметру на 0,4 и 0,8 мм. Крышки коренных подшипников обрабатываются в сборе с блоком цилиндров. Поэтому они нераздельно-взаимозаменяемы и для различия имеют риски на наружной поверхности (см. рис. 2-17).
Проверка технического состояния и ремонт Проверка. Тщательно вымойте блок цилиндров и очистите масляные каналы. Продув и просушив сжатым воздухом, осмотрите блок цилиндров. Трещины в опорах или других местах блока цилиндров не допускаются. Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверьте герметичность блока цилиндров. Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение двух минут не должно наблюдаться утечки воды из блока цилиндров. Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя проверьте нет ли трещин у блока цилиндров в зонах масляных каналов. Для этого слейте охлаждающую жидкость из системы охлаждения, снимите головку цилиндров, заполните рубашку охлаждения блока цилиндров водой и подайте сжатый воздух в вертикальный масляный канал блока цилиндров. В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, замените блок цилиндров. Проверьте плоскость разъема блока цилиндров с головкой с помощью линейки и набора щупов. Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Допуск плоскостности составляет 0,1 мм. Ремонт цилиндров. Проверьте, не превышает ли износ цилиндров максимально допустимый – 0,15 мм. Диаметр цилиндра измеряется нутромером (рис. 2-31) в четырех поясах, как в продольном, так и в поперечном направлении двигателя (рис. 2-32). Для установки нутромера на ноль применяется калибр 67.8125.9502.
1 – нутромер; 2 – установка нутромера на ноль по калибру.
Рис. 2-32. Схема измерения цилиндров: А и В – направления измерений; 1, 2, 3 и 4 – номера поясов.
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров. Если максимальная величина износа больше 0,15 мм – расточите цилиндры до ближайшего ремонтного размера, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Шатунно-поршневая группа
Особенности устройства Основные размеры шатунно-поршневой группы даны на рис. 2-33.
Рис. 2-33. Основные размеры шатунно-поршневой группы Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она бочкообразная, а в поперечном сечении – овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня. По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2-34).
Рис. 2-34. Маркировка поршня и шатуна: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – класс шатуна по отверстию для поршневого пальца; 6 – номер цилиндра.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат – на 0,8 мм. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс. Поршневые кольца – изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной (расширителем). На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности не взаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рис. 2-34) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2-1), маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16,5 и 35,5 мм (рис. 2-35). Рис. 2-35. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна Таблица 2-1
|
||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 279; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.243.29 (0.008 с.) |

 Основные размеры блока цилиндров даны на рис. 2-29.
Основные размеры блока цилиндров даны на рис. 2-29.
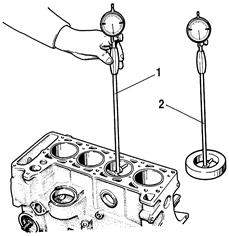 Рис. 2-31. Измерение цилиндров нутромером:
Рис. 2-31. Измерение цилиндров нутромером:


 В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.


