
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Погрешности от закрепления и положения деталей. Пути снижения влияния погрешностей установок на точность обработкиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
В общем случае понятие погрешность установки, включает:
После каждой очередной переустановки детали при обработке, как правило, следует пересчитывать погрешность установки (базирования). ПОГРЕШНОСТЬ БАЗИРОВАНИЯ возникает при несовпадении измерительной и технологической баз или из-за особенностями формы опорных поверхностей заготовки и установочных элементов приспособления. Погрешность базирования можно определить как разность предельных расстояний от измерительной базы заготовки до установленного на размер инструмента.
Поле рассеяния размера а, связанное с погрешностью базирования, находится из уравнения:
Погрешность базирования в каждом конкретном случае определяется из геометрических соотношений и при определенных условиях может быть сведена к нулю. Погрешности от закрепления заготовок При закреплении заготовки в приспособлениях может происходить ее смещение (выжимание) из приспособления, приводящее к появлению зазора
Смещение заготовки в момент ее закрепления в приспособлении вызывает рассеяние размера а (см. рис) с полем рассеяния Погрешность закрепления Минимальная погрешность закрепления – если зажимное усилие направлено перпендикулярно технологической установочной базе. Во всех случаях погрешность закрепления не равна нулю в связи с неточностью базирующих опорных поверхностей заготовок и наличием контактных деформаций поверхностей стыка. Эти деформации в общем виде описываются нелинейным законом:
где
Контактные деформации поверхностей стыка сопровождаются перемещением технологической и измерительной баз заготовок относительно установленного на размер инструмента и поэтому также вызывают появление погрешности закрепления. Погрешности положения заготовки (приспособления) Эти погрешности возникают от неточности изготовления и сборки самого приспособления: · погрешности изготовления установочных элементов приспособления, его делительных устройств; · погрешности от износа элементов приспособления; · неточности установки приспособления на станке. Для различных приспособлений значения перечисленных погрешностей находятся в пределах РАСЧЕТНО-АНАЛИТИЧЕСКИЙ МЕТОД ОБЕСПЕЧЕНИЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ.
Принято различать три этапа выполнения технологических операций: подготовка, настройка и обработка. На каждом этапе формируется некоторая часть погрешностей. При механической обработке деталей на предварительно настроенных станках возможны погрешности от факторов, возникающих при обработке и снижающих точность. Эти погрешности желательно предварительно рассчитывать и получить, таким образом, суммарную погрешность, которую необходимо сравнить с допуском на выдерживаемый размер.
|
||||||||||
|
|
Последнее изменение этой страницы: 2016-06-23; просмотров: 1113; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.76.163 (0.007 с.) |

 - погрешность базирования
- погрешность базирования - погрешность закрепления
- погрешность закрепления - погрешность положения заготовки
- погрешность положения заготовки
 - погрешность установочных элементов
- погрешность установочных элементов - погрешность от износа установочных элементов
- погрешность от износа установочных элементов - погрешность от установки приспособления на станке.
- погрешность от установки приспособления на станке.

 между базирующей поверхностью заготовки и установочной поверхностью приспособления по отношению к которой производится настройка станка.
между базирующей поверхностью заготовки и установочной поверхностью приспособления по отношению к которой производится настройка станка.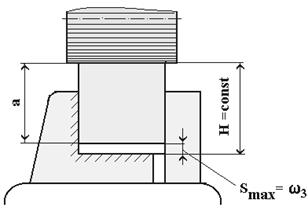
 , определяемым в большинстве случаев экспериментальным путем.
, определяемым в большинстве случаев экспериментальным путем. зависит от конструкции и состояния зажимного устройства приспособления и от направления усилия зажима.
зависит от конструкции и состояния зажимного устройства приспособления и от направления усилия зажима. ,
, - коэффициент, характеризующий вид контакта, материал заготовки, шероховатость и состояние его поверхностного слоя;
- коэффициент, характеризующий вид контакта, материал заготовки, шероховатость и состояние его поверхностного слоя; - сила, действующая на контактный элемент (опору);
- сила, действующая на контактный элемент (опору); - показатель степени.
- показатель степени. , и суммируясь как случайные величины, образуют общую погрешность положения заготовки:
, и суммируясь как случайные величины, образуют общую погрешность положения заготовки:


