
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Погрешность от упругих деформацийСодержание книги
Поиск на нашем сайте
Технологической системы Погрешность от упругих отжатий Жесткость технологической системы j – способность системы оказывать сопротивление действию деформирующих ее сил:
где у - смещение режущей кромки инструмента (величина деформации), измеряемое в том же направлении. Податливость При определении жесткости системы опытным или расчетным путем находят деформации ее звеньев, их податливости и последние складывают в соответствии со схемой обработки. При токарной обработке в центрах (рис. 2.7) деформация системы сложится из деформаций заготовки, суппорта и бабок:
Возникают погрешности размера и формы заготовки. При положении резца на расстоянии
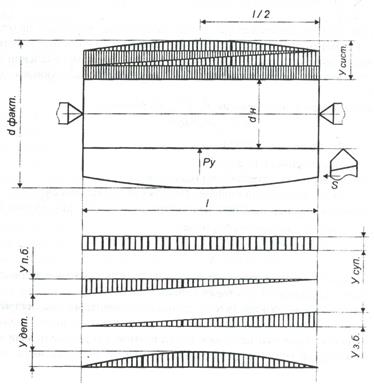
где Е – модуль упругости материала заготовки; J – момент инерции сечения заготовки. Величина деформации заготовки зависит от схемы ее закрепления. При консольном закреплении в патроне токарного станка наибольшее ее отжатие имеет место на правом свободном конце:
где l – вылет детали. При поджатии заготовки в патроне задним центром отжатие значительно уменьшается:
Методы опытного определения жесткости: - статический; - динамический (производственный). Статическое определение жесткости производится на неработающем станке. Через определенные интервалы технологическая система нагружается силой
Динамический метод основан на использовании явления копирования в уменьшенном виде погрешностей геометрической формы исходной заготовки на обработанной заготовке. По степени этого копирования рассчитывается жесткость станка в динамических условиях:
где
Динамическая жесткость системы в каком-то сечении М при точении ступенчатой заготовки за один рабочий ход (рис. 2.9):
Метод прост, обладает высокой точностью, но не заменяет полностью статический метод, применяемый при контроле новых станков и отдельных узлов при их изготовлении. Для уменьшения погрешности от упругих деформаций необходимо: - выбирать станки, инструмент, оснастку достаточной жесткости;
- создавать предварительный натяг в технологической системе; - выравнивать жесткость технологической системы; - правильно устанавливать и закреплять заготовки; - при экономической целесообразности использовать системы автоматического регулирования для устранения упругих отжатий; - вести настройку станков с учетом упругих отжатий; - использовать станки, базовые детали которых изготовляются из материалов высокой и сверхвысокой жесткости; - выбирать наиболее рациональные режимы резания.
|
||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 986; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.009 с.) |

 обусловлена изменением установленного взаимного расположения инструмента и заготовки вследствие упругого деформирования технологической системы. Величина упругих отжатий зависит от жесткости системы и сил резания.
обусловлена изменением установленного взаимного расположения инструмента и заготовки вследствие упругого деформирования технологической системы. Величина упругих отжатий зависит от жесткости системы и сил резания. . (2.3)
. (2.3) - радиальная составляющая силы резания, измеряемая в направлении, нормальном к обрабатываемой поверхности;
- радиальная составляющая силы резания, измеряемая в направлении, нормальном к обрабатываемой поверхности; - величина обратная жесткости.
- величина обратная жесткости. . (2.4)
. (2.4) от торца деформация системы посредине вала:
от торца деформация системы посредине вала: , (2.5)
, (2.5) - жесткости суппорта, передней и задней бабок;
- жесткости суппорта, передней и задней бабок; . (2.6)
. (2.6) . (2.7)
. (2.7) (рис. 2.8) и по достижении какого-то ее максимального значения (точка
(рис. 2.8) и по достижении какого-то ее максимального значения (точка  ) разгружается через те же интервалы и определяются значения величин деформаций. При этом наблюдается несовпадение нагрузочной и разгрузочной ветвей и остаточная деформация
) разгружается через те же интервалы и определяются значения величин деформаций. При этом наблюдается несовпадение нагрузочной и разгрузочной ветвей и остаточная деформация  . Площадь, ограниченная петлей гистерезиса, характеризует работу, затрачиваемую на деформацию и внутреннее трение в стыках системы. Жесткость отдельных звеньев станка определяется расчетным путем как тангенс угла наклона прямой, аппроксимирующей соответствующую нагрузочную ветвь. Метод требует специальной оснастки, трудоемких расчетов, недостаточно точен, т.к. не учитывает динамику при работе станка.
. Площадь, ограниченная петлей гистерезиса, характеризует работу, затрачиваемую на деформацию и внутреннее трение в стыках системы. Жесткость отдельных звеньев станка определяется расчетным путем как тангенс угла наклона прямой, аппроксимирующей соответствующую нагрузочную ветвь. Метод требует специальной оснастки, трудоемких расчетов, недостаточно точен, т.к. не учитывает динамику при работе станка.
 , (2.8)
, (2.8) ;
; - коэффициент силы резания;
- коэффициент силы резания; -подача;
-подача; -исходная погрешность заготовки;
-исходная погрешность заготовки; - погрешность обработанной заготовки.
- погрешность обработанной заготовки.
 . (2.9)
. (2.9)


