Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Погрешность установки заготовки.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Базирование заготовок Погрешность установки – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого. Она состоит из погрешности базирования, погрешности положения заготовки и погрешности ее закрепления. Для правильной надежной установки и закрепления заготовки необходимо и достаточно устранить шесть степеней свободы ее возможного перемещения, т.е. наложить шесть двусторонних геометрических связей (рис. 2.3).
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая при базировании. Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия (рис. 2.3). Базы подразделяются: 1. По назначению. Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Основная конструкторская база – база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии. Вспомогательная конструкторская база – база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия. Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления и (или) ремонта. Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения. 2. По лишаемым степеням свободы. Установочная база – база, лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей – I (рис. 2.3). Направляющая база – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси – II (рис. 2.3). Опорная база – база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси – III (рис. 2.3).
Двойная направляющая база – база, лишающая заготовку или изделие четырех степеней свободы – перемещения вдоль двух координатных осей и поворотов вокруг них. Двойная опорная база – база, лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей. 3. По характеру проявления. Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки. Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок. Схема базирования – схема расположения опорных точек на базах заготовки или изделия. Все опорные точки на схеме базирования изображают условными знаками (прил. П1) и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек (рис. 2.4). Способы базирования заготовок: - установка на станках с ЧПУ с оценкой фактического положения заготовки (от базы измерения) и автоматической регулировкой положения инструмента; - выверка по необработанным и обработанным поверхностям; - выверка по разметке; - установка в приспособлении без выверки. Погрешность базирования
инструмента. Погрешность базирования равна сумме допусков на все звенья размерной цепи, соединяющей технологическую базу с измерительной (рис. 2.5). Погрешность закрепления Погрешность положения заготовки возникает вследствие неточного изготовления приспособления, износа его элементов и неточности его установки. Она является суммой векторных величин:
где
Погрешности
Правила выбора баз: 1. Поверхности должны быть ровные и чистые, без сварных швов, прибылей, литников и иметь достаточные размеры. 2. Если у заготовки все поверхности обрабатываются, то за базы следует принять поверхности с наименьшими припусками. 3. На первых операциях желательно принять за базирующие необрабатываемые в дальнейшем поверхности с
целью получения более правильного положения обработанных и необработанных поверхностей. 4. Заготовка должна удобно устанавливаться, подвергаться минимальным деформациям, время на установку должно быть наименьшим. 5. Повторная установка на черновую базу, как правило, не допускается. 6. В качестве технологических следует выбирать основные базы. 7. Следует соблюдать принцип единства баз. 8. Желательно измерительную базу использовать в качестве технологической. 9. Выбранные базы должны обеспечивать простую и надежную конструкцию приспособления, удобства установки, крепления и снятия заготовки. Для уменьшения погрешности установки необходимо: - выполнять правила выбора баз; - применять одинаковый по твердости материал заготовок (для настроечной партии); - соблюдать постоянство усилия зажима заготовки; - применять вместо шаровых опор – плоские или с большим радиусом закругления; - выбирать направление действия силы зажима против опоры или так, чтобы она не влияла на размер обработки; - применять приспособления-спутники; - повышать точность и жесткость приспособлений; - повышать точность выполнения размеров технологических баз, уменьшать их шероховатость, правильно назначать размеры на чертежах.
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 1121; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.234.68 (0.007 с.) |


 – это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого или разность предельных расстояний измерительной базы относительно установленного на размер
– это отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого или разность предельных расстояний измерительной базы относительно установленного на размер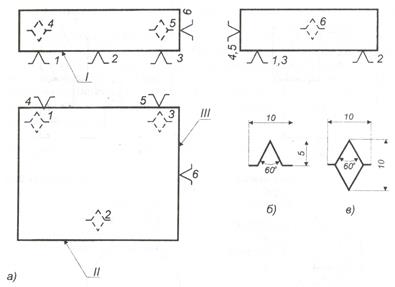
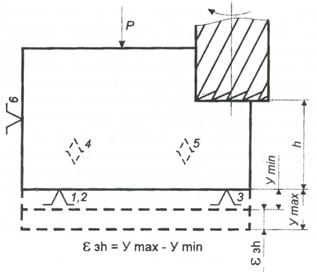
 возникает вследствие смещения заготовки под действием зажимных сил из-за непостоянства силы закрепления, неодинаковой твердости заготовок, неровностей на поверхностях заготовки и на опорах приспособления. Она равна разности между предельными величинами смещения у измерительной базы по направлению выполняемого размера (рис. 2.6).
возникает вследствие смещения заготовки под действием зажимных сил из-за непостоянства силы закрепления, неодинаковой твердости заготовок, неровностей на поверхностях заготовки и на опорах приспособления. Она равна разности между предельными величинами смещения у измерительной базы по направлению выполняемого размера (рис. 2.6). (2.1)
(2.1) - погрешность изготовления;
- погрешность изготовления; - величина износа приспособления;
- величина износа приспособления; - неточность индексации (установки) приспособления.
- неточность индексации (установки) приспособления. являются векторными величинами, представляют собой поля рассеивания случайных величин и подчиняются закону нормального распределения. Тогда погрешность установки:
являются векторными величинами, представляют собой поля рассеивания случайных величин и подчиняются закону нормального распределения. Тогда погрешность установки: . (2.2)
. (2.2)