Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Последовательность построения диаграммы ИсикавыСодержание книги
Поиск на нашем сайте
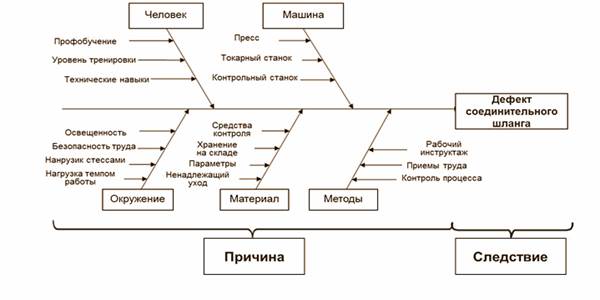
1. Проясняют и оговаривают следствие или проблему. Рисуют диаграмму и вносят основные величины влияния: исходный пункт - это горизонтальная стрелка вправо, Исходный пункт - это горизонтальная стрелка вправо, в острие которой ставят ясно сформулированную проблему. К линии под наклоном стыкуют стрелки основных причин влияния на проблему. 2. Отрабатывают более подробно по каждой основной причине возможные более подробные величины влияния и вносят под наклоном к основной стрелке. Если устанавливают, что в основе этих причин лежат другие, то боковая стрелка снова может разветвляться; таким образом получают более мелкое разветвление. 3. Проверяют полноту: действительно ли учтены все возможные причины. Посредством визуализации могут легко обнаружиться еще и другие причины. 4. Выбирают более реалистичные высказывания о причинах. Потенциальные причины оцениваются в отношении их степени влияния на проблему. Затем устанавливается перечень причин с наибольшей реальной степенью влияния. 5. Проверяют установленные самые вероятные причины на достоверность: посредством опроса специалистов в заключении анализируется, обнаружились ли действительно правильные причины проблемы. Производственный пример: построение диаграммы причины-следствия Исикава для анализа проблемы «дефект соединительного шланга». Схема 2. Диаграмма Исикавы проблемы «дефект соединительного шланга»
- Контрольные карты управляемости. Контрольная карта - это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У.Шухартом в 1924 г. [1]. Теория контрольных карт различает два вида изменчивости. Первый вид - изменчивость из-за "случайных (обычных) причин", обусловленная бесчисленным набором разнообразных причин, присутствующих постоянно, которые нелегко или невозможно выявить. Каждая из таких причин составляет очень малую долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее сумма всех этих причин измерима и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и системы.
Второй вид - реальные перемены в процессе. Они могут быть следствием некоторых определяемых причин, не присущих процессу внутренне, и могут быть устранены, по крайней мере, теоретически. Эти выявляемые причины рассматриваются как "неслучайные" или "особые" причины изменения. К ним могут быть отнесены поломка инструмента, недостаточная однородность материала, производственного или контрольного оборудования, квалификация персонала, невыполнение процедур и т.д. Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить. Задача статистического управления процессами - обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствия продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого, - контрольная карта, - графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов.
1 Область применения
Дополнительный материал, связанный с подходом Шухарта, а именно, использование предупреждающих границ, анализ структур тренда и возможности процессов, лишь упомянут. Кроме того, существуют другие типы контрольных карт [2].
2 Обозначения и сокращения
- число подгрупп; - измеряемая характеристика качества (индивидуальные значения записываются как (,,…)). Иногда вместо используют; - среднее значение для подгруппы, - среднее средних значений подгрупп; - истинное среднее процесса; - медиана подгруппы. Для выборки объема, значения,, которой упорядочены по возрастанию или по убыванию, медиана есть центральное значение, если нечетно, и среднее двух центральных значений, если четно; - среднее значение медиан подгрупп; - размах подгруппы (разность наибольшего и наименьшего значений в подгруппе); Примечание - В случае контрольной карты индивидуальных наблюдений представляет собой скользящий размах, то есть абсолютную разность двух последовательных значений
- выборочное стандартное (среднее квадратическое) отклонение - среднее выборочных стандартных (средних квадратических) отклонений подгрупп; - истинное внутригрупповое стандартное отклонение; - оцененное внутригрупповое стандартное отклонение процесса; - число несоответствующих единиц в подгруппе; - доля несоответствующих единиц в подгруппе
- число несоответствий в подгруппе; - среднее значений для всех подгрупп; - число несоответствий на единицу в подгруппе; - среднее значение
- центральная линия; - верхняя контрольная граница; - нижняя контрольная граница. http://docs.cntd.ru/document/gost-r-50779-42-99 Контрольная карта Шухарта, в управлении производством,бизнес-процессами — визуальный инструмент, график изменения параметров процесса во времени. Контрольная карта используется для обеспечения статистического контроля стабильности процесса. Своевременное выявление нестабильности позволяет получить управляемый процесс, без чего никакие улучшения невозможны в принципе. Контрольные карты впервые введены в 1924 годуУолтером Шухартом с целью снижения вариабельности процессов путём исключения отклонений, вызванных не системными причинами. Цели и задачи[править | править вики-текст] Цель построения контрольной карты Шухарта — выявление точек выхода процесса из стабильного состояния для последующего установления причин появившегося отклонения и их устранения. Задачи построения контрольной карты Шухарта: определить границы системной вариабельности процесса, спрогнозировать поведение процесса в ближайшем будущем на основе прошлых данных о процессе. Выходящий параметр процесса всегда имеет изменчивость вследствие воздействия различных факторов (кратковременных отклонений входов и внутренних параметров). Таких факторов обычно много, и поэтому они частично компенсируют друг друга. Вследствие этого в стабильном состоянии выходы процесса лежат в определённом коридоре - зоне системной вариабельности процесса. Вероятность выхода параметра за пределы этого коридора не равна нулю, но, как правило, мала. При введении контрольных карт в организации важно определить первоочередные проблемы и использовать карты там, где они наиболее необходимы. Сигналы о проблемах могут исходить от систем управления дефектами, от претензий потребителей, от любых процессов организации.
Элементы графика[править | править вики-текст] Контрольные границы - коридор, внутри которого лежат значения при стабильном состоянии процесса. Контрольные границы рассчитываются по формулам, жестко привязанным к типу карты. Эти границы вычисляются по данным о процессе, и никак не связаны с допусками. CL - центральная линия (обычно среднее значение или медиана по некоторому объему данных) LCL - нижняя контрольная граница UCL - верхняя контрольная граница Признаки особой изменчивости процесса[править | править вики-текст] Признаки особой изменчивости сигнализируют о нарушении стабильности (управляемости) процесса: выход точек за верхнюю или нижнюю границы контрольной карты 7 или более точек подряд лежат по одну сторону от средней линии более 6 точек монотонно возрастают или убывают Есть и другие признаки (см. книгу Уилера, Чамберса). Установившегося общепринятого набора дополнительных правил чтения контрольных карт нет, поэтому рекомендуется использовать в первую очередь правило Шухарта (выход точек за границы), а все прочие вводить по мере накопления опыта при необходимости. Виды контрольных карт[править | править вики-текст] по шкале измерения карты бывают качественные количественные По выборочному параметру карты бывают индивидуальных значений скользящих размахов среднего среднеквадратического отклонения медианы размаха и многие другие.
Другие названия метода: "Контрольные карты Шухарта".
Автор метода: У. Шухарт (США), 1924 г. Назначение метода Применяются везде, где требуется отслеживать состояние процесса во времени и воздействовать на процесс до того, как он выйдет из-под контроля. Контрольные карты - один из основных инструментов статистического контроля качества. Японский союз ученых и инженеров в 1979 г. включил контрольные карты в состав семи методов контроля качества.
Цель метода Осуществлять оценку управляемости действующего процесса. В случае управляемости процесса - оценку его воспроизводимости. В случае статистически неуправляемого процесса осуществлять проведение корректирующего воздействия и проверку эффективности принятых мер. В период же запуска процесса осуществлять оценку возможностей процесса, т. е. способности удовлетворять техническим требованиям. Суть метода Контрольные карты (КК) - инструмент, позволяющий отслеживать ход процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. План действий Выбор показателя, плана выборки, типа карты. Сбор данных. Вычисление выборочных статистик, центральной линии, контрольных пределов. Построение контрольной карты. Оценка управляемости процесса. Совершенствование системы. Пересчет КК (при необходимости). Как правило, при анализе процессов метод КК используется совместно с гистограммами и методом расслаивания данных (стратификации). Особенности метода
|
|||||||||||
|
|
Последнее изменение этой страницы: 2016-06-07; просмотров: 948; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.152.100 (0.012 с.) |

 ;
; ,
,  и т.д.
и т.д. ;
; ;
; ;
; ;
; Контрольные карты Шухарта созданы в помощь технологу, стремящемуся улучшить технологический процесс и качество продукта. Они являются не только методом выявления управляемости процесса, но и средством управления процессом, если в результате выявления особых причин вариаций проводятся технические мероприятия по устранению этих причин.
Карты состоят из двух графиков, расположенных один под другим: верхний график показывает ход средних значений последовательных по времени групп измерений параметра процесса, нижний - ход размахов этих же групп (размах - разность максимального и минимального значения замеров в группе). Размер группы можно менять, но в пределах одной контрольной карты он остается постоянным. Границы регулирования на обоих графиках - расчетные, равные ±3σ, где σ – среднеквадратическое отклонение от среднего значения. Поля ±3σ дополнительно делятся на зоны по 1σ.
Различные отклонения на графиках от случайного хода процесса (то есть вызванных обычными причинами вариаций) называются сингулярностями.
Причины сингулярностей по размаху и по среднему имеют принципиально разную природу: диаграмма размахов характеризует динамику изменчивости внутригрупповой (то есть внутри группы последовательных по времени замеров), а диаграмма средних – междугрупповой (то есть между средними значениями последовательных по времени групп).
Расчетные границы по контрольным картам и границы, установленные по технологической документации, могут сильно отличаться, так как технологические границы – это результат компромисса потребителя и изготовителя, а расчетные – результат совместной работы оборудования и приборов контроля. Поэтому в контрольных картах Шухарта расчетные границы параметра не связаны с технологическими. Если не оговорено специально постоянство расчетных границ (такое возможно, когда они устанавливаются по предыдущим контрольным картам в режиме полной управляемости параметра), то они пересчитываются каждый раз, когда появляется новая точка на карте. Тем самым контрольные карты описывают, как ведет себя параметр в настоящее время, какова его внутри- и междугрупповая изменчивость, управляем ли он или непредсказуем, каковы тенденции его динамики, и самое главное, следует ли вмешиваться и корректировать этот параметр, чтобы не потерять качество продукта. При этом, если руководствоваться постоянными технологическими границами, такие вопросы вообще не ставятся, и не изучаются, так как параметр оказывается «в норме».
Чтобы использовать контрольные карты как инструмент для управлениея процессом, необходимо уметь решать следующие задачи:
Первая задача: визуальное обнаружение участков неслучайного поведения параметра. Если параметр управляем, то неслучайных структур нет. Если же наблюдаются монотонные снижения или повышения параметра, периодический ход, выбросы, резкие колебания – это должно быть предметом внимания технолога.
Вторая задача: умение соотносить сингулярности на картах размахов (с которых начинается анализ управляемости) и на картах средних, и понимать отличия в трактовке внутригрупповых (размах) и межгрупповых (среднее) вариаций параметра.
Третья задача: необходимо объяснить на физическом уровне причину появления сингулярности, классифицировать виды и причины сингулярностей и наметить меры по устранению особых причин вариации и созданию управляемого параметра.
Контрольные карты Шухарта созданы в помощь технологу, стремящемуся улучшить технологический процесс и качество продукта. Они являются не только методом выявления управляемости процесса, но и средством управления процессом, если в результате выявления особых причин вариаций проводятся технические мероприятия по устранению этих причин.
Карты состоят из двух графиков, расположенных один под другим: верхний график показывает ход средних значений последовательных по времени групп измерений параметра процесса, нижний - ход размахов этих же групп (размах - разность максимального и минимального значения замеров в группе). Размер группы можно менять, но в пределах одной контрольной карты он остается постоянным. Границы регулирования на обоих графиках - расчетные, равные ±3σ, где σ – среднеквадратическое отклонение от среднего значения. Поля ±3σ дополнительно делятся на зоны по 1σ.
Различные отклонения на графиках от случайного хода процесса (то есть вызванных обычными причинами вариаций) называются сингулярностями.
Причины сингулярностей по размаху и по среднему имеют принципиально разную природу: диаграмма размахов характеризует динамику изменчивости внутригрупповой (то есть внутри группы последовательных по времени замеров), а диаграмма средних – междугрупповой (то есть между средними значениями последовательных по времени групп).
Расчетные границы по контрольным картам и границы, установленные по технологической документации, могут сильно отличаться, так как технологические границы – это результат компромисса потребителя и изготовителя, а расчетные – результат совместной работы оборудования и приборов контроля. Поэтому в контрольных картах Шухарта расчетные границы параметра не связаны с технологическими. Если не оговорено специально постоянство расчетных границ (такое возможно, когда они устанавливаются по предыдущим контрольным картам в режиме полной управляемости параметра), то они пересчитываются каждый раз, когда появляется новая точка на карте. Тем самым контрольные карты описывают, как ведет себя параметр в настоящее время, какова его внутри- и междугрупповая изменчивость, управляем ли он или непредсказуем, каковы тенденции его динамики, и самое главное, следует ли вмешиваться и корректировать этот параметр, чтобы не потерять качество продукта. При этом, если руководствоваться постоянными технологическими границами, такие вопросы вообще не ставятся, и не изучаются, так как параметр оказывается «в норме».
Чтобы использовать контрольные карты как инструмент для управлениея процессом, необходимо уметь решать следующие задачи:
Первая задача: визуальное обнаружение участков неслучайного поведения параметра. Если параметр управляем, то неслучайных структур нет. Если же наблюдаются монотонные снижения или повышения параметра, периодический ход, выбросы, резкие колебания – это должно быть предметом внимания технолога.
Вторая задача: умение соотносить сингулярности на картах размахов (с которых начинается анализ управляемости) и на картах средних, и понимать отличия в трактовке внутригрупповых (размах) и межгрупповых (среднее) вариаций параметра.
Третья задача: необходимо объяснить на физическом уровне причину появления сингулярности, классифицировать виды и причины сингулярностей и наметить меры по устранению особых причин вариации и созданию управляемого параметра.