Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схема технологических ячеек (размещение оборудования по принципу групповой технологии).Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Различное оборудование группируется в ячейки для выполнения операций с несколькими изделиями, однородными по конструктивно-технологическим признакам. Наиболее целесообразно при мелкосерийном производстве. Стадии формирования производственных ячеек: · группировка компонентов изделия в семейство; · определение структуры доминирующих потоков семейства компонентов; · физическая группировка оборудования и технологических процессов в ячейки. Главная проблема – оптимизация размеров ячейки.
4. Фиксированная планировка (размещение оборудования по принципу обслуживания неподвижного объекта). Передвижение и концентрация ресурсов к месту выполнения работ. Для организации производства данным способом необходимо установить очередность выполнения работ, которая определяется производственными стадиями. Размещение оборудования и компонентов вокруг неподвижного объекта следует разрабатывать по принципу группирования материалов по их технологическому приоритету. Главная проблема – избежать загромождения ресурсами производственной подсистемы и обеспечить бесперебойную работу.
В Принципы рациональной организации производственного процесса
Рациональная организация технологического процесса должна отвечать ряду требований, строиться на определенных принципах: 1. Пропорциональность. Предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Пропорциональность в организации производства предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Пропорциональность — принцип, выполнение которого обеспечивает равную пропускную способность разных рабочих мест одного процесса, пропорциональное обеспечение рабочих мест информацией, материальными ресурсами, кадрами и т.д. Пропорциональность определяется по формуле: Кпр = Ммин / Ммах, где Ммин – минимальная пропускная способность, или параметр рабочего места в технологической цепи (например, мощность, разряд работ, объем и качество информации и т.п.), Ммах – максимальная пропускная способность. 2. Непрерывность производства. Обеспечивает ускорение оборачиваемости средств. Непрерывность производства рассматривается в двух аспектах: непрерывного участия в процессе производства предметов труда-сырья и полуфабрикатов и непрерывной загрузки оборудования и рационального использования рабочего времени. Непрерывность — принцип рациональной организации производственных процессов, определяемый отношением рабочего времени к общей продолжительности процесса: Кнепр = Траб / Тц, где Траб — продолжительность рабочего времени; Тц – общая продолжительность процесса, включающая простои или пролеживания предмета труда между и на рабочих местах и т.п. 3. Параллельность – одновременное выполнение отдельных частей производственного процесса применительно к разным частям общей партии деталей. Чем шире фронт работ, тем меньше, длительность изготовления продукции. Параллельность — принцип рациональной организации производственных процессов, характеризующий степень совмещения операций во времени. Виды сочетаний операций: последовательное, параллельное и параллельно–последовательное. Коэффициент параллельности рекомендуется определять по формуле: Кпар = Тц.пар / Тц.посл
4. Ритмичность – равномерный выпуск продукции и ритмичный ход производства. Равномерный выпуск продукции – изготовление в равные промежутки времени одинакового или постепенно возрастающего количества продукции. Ритмичность производства – повторение через равные промежутки времени частных производственных процессов на всех стадиях производства и осуществлении на каждом рабочем месте в равные промежутки времени одинакового объема работ, содержание которых в зависимости от метода организации рабочих мест может быть одинаковым или различным. Ритмичность — принцип рациональной организации производственных процессов, характеризующий равномерность их выполнения во времени. Коэффициент ритмичности рекомендуется определять по формуле: Критм = å Viф / å Viп, Viф — фактический объем выполненной работы за анализируемый период (декада, месяц, квартал) в пределах плана (свыше плана не учитывается); Viп — плановый объем работ. Порядок повторения производственного процесса определяется производственными ритмами: Þ ритм выпуска продукции (в конце процесса); Þ операционные (промежуточные) ритмы; Þ ритм запуска (в начале процесса).
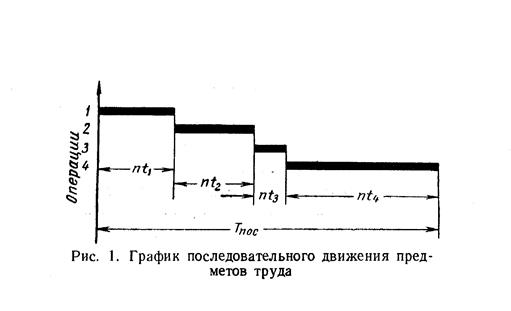
5. Прямоточность – обеспечение кратчайшего пути прохождения изделием всех стадий и операций производственного процесса, от запуска в производство исходных материалов и до выхода готовой продукции. Поток материалов, полуфабрикатов и изделий должен быть поступательным и кратчайшим, без встречных и возвратных движений. Прямоточность – принцип рациональной организации производственных процессов, характеризующий оптимальность пути прохождения предмета труда, информации и т.п. Коэффициент прямоточности рекомендуется определять по формуле: Кпрям = Допт / Дфакт, где Допт – оптимальная длина пути прохождения предмета труда, исключающего лишние звенья, возвраты на прежнее место; Дфакт – фактическая длина пути прохождения предмета труда. Одним из путей улучшения перечисленных показателей рациональной организации производственных и управленческих процессов является увеличение повторяемости процессов и операций. Перечисленные принципы рациональной организации процессов являются основным фактором повышения организованности системы менеджмента предприятия, т.е. управления предприятием. Дело в том, что управленческие документы (планы, программы, задания, стандарты, положения, инструкции и т.д.) также должны содержать и четко фиксировать связи органов управления с управляемыми объектами. В. Производственный цикл Производственный цикл Производственным циклом изготовления той или иной машины или ее отдельного узла (детали) называется календарный период времени, в течение которого этот предмет труда проходит все стадии производственного процесса от первой производственной операции до сдачи (приемки) готового продукта включительно. Сокращение цикла дает возможность каждому производственному подразделению (цеху, участку) выполнить заданную программу с меньшим объемом незавершенного производства. Это значит, что предприятие получает возможность ускорить оборачиваемость оборотных средств, выполнить установленный план с меньшими затратами этих средств, высвободить часть оборотных средств. Производственный цикл состоит из двух частей: из рабочего периода, т. е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления, и из времени перерывов в этом процессе. Рабочий период состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции. Структура производственного цикла (соотношение образующих его частей) в различных отраслях машиностроения и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка. Осуществление производственных процессов тесно связано с методами их выполнения. Различают три основных вида организации движения производственных процессов во времени: ¨ последовательный, характерный для единичной или партионной обработки или сборки изделий; ¨ параллельный, применяемый в условиях поточной обработки или сборки; ¨ параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий. При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей 1 (серия машин 2) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции. Партией деталей называется количество одноименных деталей, одновременно запускаемых в производство (обрабатываемых с одной наладки оборудования). Серией машин называется количество одинаковых машин, одновременно запускаемых в сборку. На рис. 1 представлен график последовательного движения предметов труда по операциям. Время обработки при последовательном виде движения предметов труда Тпос прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е. Тпос = Еt * n, где Еt – время обработки одной детали по всем операциям в мин; n – число деталей в партии.
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса. Время обработки (сборки) партии деталей (серии машин) при параллельном виде движения Тпар может быть определено по следующей формуле: Тпар = Еt + (n – 1) * r, где r – такт выпуска, соответствующий в данном случае наиболее продолжительной операции, в мин. Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 2), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации производственного процесса.
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельно-последовательного вида движения предметов труда. Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев. Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.). При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций: 1) предыдущая и последующая операции имеют одинаковую длительность (t1 = t2); 2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3; 3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 < t4. В первом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией). Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию. На рис. 3 это имеет моего при переходе от первой операции ко второй. В третьем случае (на рис. 3 – переход от 3 к 4-й операции) нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений. Момент начала работы на каждой следующей операции (рабочем месте) определяется по графику или путем расчета минимальных смещений с. Минимальное смещение с2 определяется разностью между длительностями предыдущей большей t2 и последующей меньшей операциями t3, а именно: с2 = n * t2 – (n – nтр) * t3, где nтр – величина передаточной (транспортной) партии, которая для второго случая сочетания длительности операций определяется из соотношения с1 / t1 (с1 – минимальное смещение первой операции), во всех остальных случаях – из условий удобства транспортировки.
Минимальное расчетное смещение включается в общую продолжительность производственного процесса Т при сочетании длительности операции, относящемся ко второму случаю. В первом и третьем случаях минимальное смещение устанавливается равным времени, необходимому для формирования передаточной партии. Определяя общую продолжительность производственного процесса при параллельно-последовательном виде движения предметов труда, следует учитывать расчетную величину смещения Ес: Тпл = Ес + n * tк, где tк – длительность последней (конечной) операции в данном производственном процессе. Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, или, иначе, уменьшить производственный цикл изготовления предмета труда. Мероприятия организационного порядка направлены на улучшение обслуживания рабочих мест инструментом, заготовками, улучшение работы контрольного аппарата, внутрицехового транспорта, складского хозяйства и т. д. Перестройка производственной структуры завода, цеха, например организация предметно-замкнутых производственных участков, способствующая уменьшению времени перерывов в производственном процессе за счет уменьшения времени межоперационного пролеживания и транспортировки, приводит к сокращению длительности производственного цикла; особенно значительный экономический эффект дает внедрение поточных форм организации производственного процесса. Сокращение длительности производственного цикла представляет собой одну из наиболее важных задач организации производства на предприятии, от надлежащего решения которой в большой мере зависит его эффективная, рентабельная работа.
|
||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1065; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.014 с.) |