Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Практическое занятие № 23,24Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Тема: Разработка технологической последовательности обработки пальто женского демисезонного. Цель работы: Научиться самостоятельно составлять технологическую последовательность обработки изделия, используя нормативную документацию. Пособия: Нормативно-техническая документация на обработку пальто женского, тарифно-квалификационный справочник № 46, справочник по оборудованию.
Ход работы 1. Составить технологическую последовательность обработки пальто женского демисезонного, заполняя таблицу
Контрольные вопросы. 1. Какое оборудование необходимо предусмотреть для обметывания петель и пришивания пуговиц? 2.Какие варианты обработки низа пальто вы знаете? 3.Назовите технические условия операции «Втачать рукава в проймы изделия». Методические указания Технологическая последовательность обработки составляется в соответствии с выбранными методами обработки в виде перечня неделимых операций (Таблица). Наименование неделимых операций записывается в повелительной форме: «Обтачать борта», «Стачать плечевые срезы». Разряд определяют по тарифно-квалификационному справочнику ЕТС 46 «Швейное производство». Нормы времени берут с предприятия или из Типовой технической документации на данный ассортимент. При создании ТПО. необходимо учесть: Ø повышение удельного веса машинных операций; Ø расширение области применения клеевых материалов; Ø сокращение и концентрация внутрипроцессной ВТО; Ø применение рулонного питания (бейки, пояса, шлевки); Ø механизация ручных работ; Ø замена швов, требующих вывертывания деталей (обтачных) стачными с обметыванием, окантовочными или накладными; Ø широкое использование строчек цепного стежка, Ø применение средств малой механизации; Ø применение автоматов и полуавтоматов (применять обоснованно, в соответствии с мощностью потока). Ø исключение операций, дублирующих работу раскройного цеха и т.д.
Практическое занятие № 25 Тема: Выбор номеров игл. Цель работы: Научиться подбирать иглы для швейных машин. Пособия: В.Я.Франс Оборудование швейного производства. Учеб.для сред.проф. образования. М.: Издательский центр «Академия», 2002.-448с, ISBN 5-7695-1066-8 Промышленные швейные машины: Справочник/ В.Е.Кузьмичев, Н.Г.Папина, М.:Изд. «В зеркале», 2001г., 252с Ход работы. 1. На основании изученного теоретического материала подобрать иглы для различной линейной плотности ниток. Данные занести в таблицу 1 2. Дать характеристику игл, применяемых в швейном оборудовании отечественного производства Данные занести в таблицу 2 Таблица 1 Рекомендации по выбору игл
Таблица 2 Характеристика игл, применяемых в швейном оборудовании отечественного производства
Контрольные вопросы. 1. Что означает тип иглы 2. Что означает тип острия иглы. Их разновидности. Область применения 3. Что означает номер иглы, от чего он зависит Методические указания Правильный выбор номера и типа швейной иглы во многом определяет качество получаемого ниточного соединения. Параметры применяемой иглы во многом определяют снижение разрывной нагрузки ниток и стачиваемых материалов. В соответствии с рекомендациями справочников и характеристикой швейных машин подобрать иглы, заполнив таблицу по образцу Практическое занятие № 26 Тема: Подбор оборудования для изготовления изделия платьево-блузочного ассортимента. Цель работы: Закрепить знания по классификации швейного оборудования. Научиться подбирать швейное оборудование, оборудование ВТО, средства малой механизации для изделий заданного ассортимента. Приобрести навыки в чтении условных обозначений в характеристике оборудования Пособия: В.Я.Франс Оборудование швейного производства. Учеб.для сред.проф. образования. М.: Издательский центр «Академия», 2002.-448с, ISBN 5-7695-1066-8 Промышленные швейные машины: Справочник/ В.Е.Кузьмичев, Н.Г.Папина, М.:Изд. «В зеркале», 2001г., 252с Ход работы. 1. На основании практической работы № 7 определить типы стежков, необходимые для соединения деталей и обработки узлов платья женского. 2. С учетом выбранного материала и типов стежков подобрать комплект оборудования для изготовления данного изделия (платья женского) 3. Подобрать средства малой механизации для обработки деталей и узлов 4.Данные занести в таблицу.
Контрольные вопросы. 1. Назовите основные механизмы швейной машины челночного стежка 2. Какие механизмы участвуют в образовании стежка 3. Перечислите виды платформ швейных машин 4. Характеристику одной из машин запишите в виде графических символов
Таблица 1 Характеристика оборудования, приспособления малой механизации
Таблица 2 Характеристика оборудования влажно-тепловой обработки
Методические указания. Оборудование выбирается наиболее производительное (с оптимальной производительностью), обеспечивающее высокое качество продукции и эффективность производства, максимальную механизацию ручного труда (для малой и средней мощности оборудования 1 поколения, для средней и большой – КМЛ). Предпочтение отдается оборудованию с параллельными методами обработки, автоматизацией приемов вспомогательной работы Желательно выбирать оборудование одной фирмы (сокращается время и затраты на обслуживание, т.к. оборудование обслуживается единым сервисным центром, взаимозаменяемые детали). При выборе оборудования особо внимание уделяется оснастке рабочих мест средствами м алой механизации и инструментами, дополнительными плоскостями. Необходимо помнить, что совершенствование ниточного соединения идет по пути использования машин цепного стежка, оснащения машин микропроцессорными системами управления.
Практическое занятие № 27 Тема: Подбор оборудования для изготовления изделия пальтово-костюмного ассортимента. Цель работы: Закрепить знания по классификации швейного оборудования. Научиться подбирать швейное оборудование, оборудование ВТО, средства малой механизации для изделий заданного ассортимента. Приобрести навыки в чтении условных обозначений в характеристике оборудования Пособия: В.Я.Франс Оборудование швейного производства. Учеб.для сред.проф. образования. М.: Издательский центр «Академия», 2002.-448с, ISBN 5-7695-1066-8 Промышленные швейные машины: Справочник/ В.Е.Кузьмичев, Н.Г.Папина, М.:Изд. «В зеркале», 2001г., 252с Ход работы. 1. На основании практической работы № 18 определить типы стежков, необходимые для соединения деталей и обработки узлов пальто женского. 2. С учетом выбранного материала и типов стежков подобрать комплект оборудования для изготовления данного изделия (пальто женского) 3. Подобрать средства малой механизации для обработки деталей и узлов. Записать их названия, шифр и назначение 4.Данные занести в таблицу.
Контрольные вопросы. 1. Назовите основные механизмы швейной машины цепного стежка 2. Какие виды челночных механизмов встречаются в промышленных швейных машинах 3. Перечислите виды двигателей материала в промышленных швейных машинах 4. Какое оборудование ВТО применяется для внутрипроцессной обработки деталей пальто?
Таблица 1 Характеристика оборудования, средства малой механизации
Таблица 2 Характеристика оборудования влажно-тепловой обработки
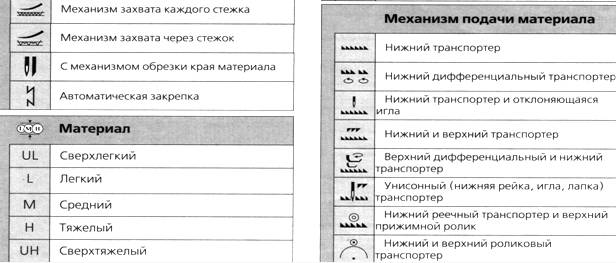
Методические указания Оборудование выбирается наиболее производительное (с оптимальной производительностью), обеспечивающее высокое качество продукции и эффективность производства, максимальную механизацию ручного труда (для малой и средней мощности оборудования 1 поколения, для средней и большой – КМЛ). Предпочтение отдается оборудованию с параллельными методами обработки, автоматизацией приемов вспомогательной работы Желательно выбирать оборудование одной фирмы (сокращается время и затраты на обслуживание, т.к. оборудование обслуживается единым сервисным центром, взаимозаменяемые детали). При выборе оборудования особо внимание уделяется оснастке рабочих мест средствами малой механизации и инструментами, дополнительными плоскостями. Необходимо помнить, что совершенствование ниточного соединения идет по пути использования машин цепного стежка, оснащения машин микропроцессорными системами управления. Условные обозначения функций швейных машин:
Практическое занятие № 28 Тема: Анализ технологических возможностей швейного оборудования для изготовления изделия пальтово-костюмного ассортимента. Цель работы: Закрепить знания по классификации швейного оборудования. Научиться подбирать швейное оборудование, оборудование ВТО, средства малой механизации для изделий заданного ассортимента Пособия: В.Я.Франс Оборудование швейного производства. Учеб.для сред.проф. образования. М.: Издательский центр «Академия», 2002.-448с, ISBN 5-7695-1066-8 Промышленные швейные машины: Справочник/ В.Е.Кузьмичев, Н.Г.Папина, М.:Изд. «В зеркале», 2001г., 252с Ход работы. 1. На основании практической работы № 24 выбрать 3 базовых машины различного типа стежка. 2.По справочнику подобрать для каждого класса машины по 3 альтернативных варианта (того же типа стежка, со схожими характеристиками, предназначенных для изготовления изделий пальтовой группы) 3.Данные занести в таблицу. 4. Проанализировать технологические возможности машин каждого типа стежка, выбрать одну, наиболее подходящую по техническим характеристикам, обосновать выбор по каждой из 3 машин Таблица
Контрольные вопросы. 1. Перечислите основные автоматизированные функции швейных 2. Как классифицируются средства малой механизации 3. Как сравнить и оценить эффективность применения швейных машин различных фирм для выполнения операции? 4. Каковы критерии выбора оборудования на швейную операцию среди многих альтернативных? 5. Что такое КУР? Методические указания На современном рынке швейного оборудования существует огромное количество оборудования, схожего по техническим характеристикам. Правильный выбор из большого числа единственного класса машины – залог качества выполнения операции и снижения затрат живого и механизированного труда. Существует большое количество факторов, влияющих на выбор швейной машины: · Стоимость оборудования · Тип стежка · Скорость вращения главного вала · Энергопотребление · Вид перерабатываемых материалов(легкие, средние, тяжелые, сверхтяжелые) · Вид платформы · Вид транспортера материала · Удобство обслуживания и т.д В каждом конкретном случае значимость факторов может быть различна, поэтому выбор оборудования должен быть тщательно обоснован, связан с мощностью потока, ассортиментом, его сменяемостью и возможностью максимальной загрузки и специализации
Практическое занятие № 29 Тема: Технологические расчеты потоков. Цель работы: Ознакомиться с методикой расчета потока и его анализа. Пособия: Э.К.Амирова, А.Т.Труханова, О.В.Сакулина, Б.С. Сакулин Технология швейного производства6учебное пособие для сред.проф. учеб. Заведений/, -2-е изд., стер.-М.: Издательский центр «Академия», 2006.-480с П.П.Кокеткин. Одежда: техника-технология, процессы-качество. М.:Изд.МГУДТ, 2001.-560с Современные формы и методы проектирования швейного производства: Учебное пособие для ВУЗов и ССУЗов/ Т.М.Серова, А.И.Афанасьева, Т.И.Илларионова, Р.А.Делль.-М.: Изд. МГУДТ, 2004.-288с, с ил.ISBN 5-87055-063-7 . Ход работы. 1. Ознакомиться с заданием. 2. Выбрать исходные данные для расчета согласно варианта 3. Выполнить предварительный расчет потока последовательно исходя из различных способов задания организационной части. Задание: Выполнить предварительный расчет потоков (5 вариантов расчетов) исходя из ассортимента и трудоемкости модели.
Контрольные вопросы 1. Что такое такт потока 2. Чем длина потока отличается от длины поточной линии? 3. От чего зависит площадь потока? 4. В каких единицах измерения можно представить мощность потока? Методические указания. Предварительный расчет потоков заключается в определении t М N Кр.м. Lп.л. Sп. (1) (2) (3) (4) (5) (6) t = Т изд / N (с) (1), где t - такт потока, с Т изд – трудоемкость изготовления изделия, с N - количество рабочих в потоке t - = R / М (с) (1.1), где R – продолжительность смены, с М – заданный выпуск изделий в смену, ед. М = R / t (2), где N = Т изд / t (3), где N = Kр.м / f (3.1), где Kр.м – количество рабочих мест в потоке. f коэффициент, характеризующий среднее количество рабочих мест в потоке, приходящееся на одного рабочего. Kр.м = N* f (4), где f = 1.10-1.25 L п.л. = N*f*l = Kр.м*l (м) (5), где длина поточной линии, т.е.однолинейного однорядного конвейера или длина рабочих мест, расположенных вдоль агрегата, в одном направлении), м l – шаг рабочего места, м l =1,15-1,30 м Sп = N*S1 (м)(6)
Sп – площадь, занятая потоком, м2 S1 – норматив площади, м2 на одного рабочего с учетом оборудования, проходов, проездов для транспортных средств, вспомогательного оборудования. Одним из исходных данных всегда является Трудоемкость изделия. В задании заданы по каждому варианту 5 различных исходных данных. Необходимо произвести 5 самостоятельных предварительных расчетов, изменяя последовательность расчетов в зависимости от задания.
Практическое занятие № 30 Тема: Технологические расчеты одномодельного потока. Предварительный расчет потока. Граф технологического процесса Цель работы: Ознакомиться с методикой предварительного расчета потока Пособия: Э.К.Амирова, А.Т.Труханова, О.В.Сакулина, Б.С. Сакулин Технология швейного производства6учебное пособие для сред.проф. учеб. Заведений/, -2-е изд., стер.-М.: Издательский центр «Академия», 2006.-480с П.П.Кокеткин. Одежда: техника-технология, процессы-качество. М.:Изд.МГУДТ, 2001.-560с Современные формы и методы проектирования швейного производства: Учебное пособие для ВУЗов и ССУЗов/ Т.М.Серова, А.И.Афанасьева, Т.И.Илларионова, Р.А.Делль.-М.: Изд. МГУДТ, 2004.-288с, с ил.ISBN 5-87055-063-7 . Ход работы. 1. Выполнить предварительный расчет потока в соответствии с заданием. 2. Выбрать тип потока 3. Восстановить граф процесса по технологической последовательности Задание: Выполнить предварительный расчет потока по изготовлению куртки для девочки ясельной группы из трикотажного полотна в соответствии с технологической последовательностью. Число рабочих в потоке – 35 человек
ИТОГО 988 Контрольные вопросы 1. Для чего необходим предварительный расчет потока 2. Как рассчитать такт потока? 3. От чего зависит норматив площади на одного рабочего в потоке? Методические указания. Предварительный расчет потоков заключается в определении T М N Кр.м. Lп.л. Sп. При расчетах необходимо записать формулу, пояснения к ней. а потом выполнить расчет показателей предварительного расчета. Точность вычислений – до сотых долей показателя. Округлять цифры не нужно. На основании технологической последовательности восстановите граф процесса изготовления куртки. Определите детали кроя, главную (основную) деталь и постройте граф процесса. Граф необходим для последующих расчетов при комплектовании неделимых операций в организационные. Тип потока, вид запуска выбираются на основе анализа параметров предварительного расчета, исходных данных, исходя из возможности и целесообразности применения, руководствуясь рекомендациями по их применению и опытом передовых предприятий. Перед обоснованием выбора потока следует дать полное название выбранного потока, а затем раскрыть положительные и отрицательные стороны и сделать выводы, почему выбран именно этот тип потока, вид запуска, транспортировки, размер пачки. Необходимо обосновать проектируемый поток с позиции: Мощности (малой, средней, большой, оптимальной); Степени прерывности (секционный, несекционный, количество секций) - Количества одновременно изготавливаемых моделей (одномодельный, многомодельный, многоассортиментный); Ритма потока (свободный, регламентированный); Способа передачи полуфабриката и использования транспортирующих средств (конвейернпя, ручная передача с помощью бесприводных транспортных средств и т.п.); Запуска деталей в поток (штучный, пачковый); Способа запуска моделей в поток (цикличный, комбинированный, последовательный); Метода передачи полуфабриката между сменами (съемный, несъемный). Поколения применяемого оборудования (первого поколения, КМЛ) При выборе потока следует использовать передовой опыт в области организации производства, отдать предпочтение высокопроизводительным потокам, использовать комплексно- механизированные потоки, сквозные потоки, потоки с применением автоматического адресования полуфабриката на рабочие места, с использованием метода концентрации и т.д. Практическое занятие № 31 Тема: Технологические расчеты одномодельного потока. Комплектование неделимых операций в организационные Цель работы: Ознакомиться с методикой синхронизации операций потока Пособия: Э.К.Амирова, А.Т.Труханова, О.В.Сакулина, Б.С. Сакулин Технология швейного производства6учебное пособие для сред.проф. учеб. Заведений/, -2-е изд., стер.-М.: Издательский центр «Академия», 2006.-480с П.П.Кокеткин. Одежда: техника-технология, процессы-качество. М.:Изд.МГУДТ, 2001.-560с Современные формы и методы проектирования швейного производства: Учебное пособие для ВУЗов и ССУЗов/ Т.М.Серова, А.И.Афанасьева, Т.И.Илларионова, Р.А.Делль.-М.: Изд. МГУДТ, 2004.-288с, с ил.ISBN 5-87055-063-7 . Ход работы. 1. Выполнить расчет основных условий согласования времени операций с тактом потока (данные практической работы №30) 2. Обосновать тип потока для изготовления изделия 3. Записать требования при комплектовании операций для данного типа потока 4. Выполнить комплектование неделимых операций в организационные 5. Проверить коэффициент согласования потока
Контрольные вопросы 1. Что такое технологически неделимая операция7 2. Что такое синхронизация операций? 3. От чего зависит количество неделимых операций в организационную? 4. Что такое кратность операций? На что она влияет? Методические указания. Для поддержания заданного ритма потока длительность организационной операции должна быть равна или кратна такту, т.е. åtp = t или åtp = K*t, где åtp – длительность организационной операции, с τ – такт потока, с Κ – кратность операции Установлено, что отклонение расчетной затраты времени на выполнение организационно
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 782; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.41 (0.015 с.) |