
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Способы достижения заданных размеровСодержание книги
Поиск на нашем сайте
При обработки деталей на металлорежущих станках используются два принципиально различных способа достижения заданных размеров. 1. Способ индивидуального получения размеров (способ пробных проходов и промеров). При этом методе станки предварительно не настраиваются, а заданные размеры обеспечиваются путём пробных проходов и промеров.
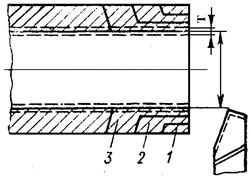
Рисунок 5 – Способ пробных проходов и промеров Сначала обрабатывают небольшой участок (1)поверхности на размер, заведомо больше заданного и проводят измерение (рисунок 5). Затем перемещают резец и делают второй проход (2), снова измеряют полученный размер и т.д. При получении размера в пределах допуска производят обточку на всей длине поверхности. При обработке следующей заготовки все действия рабочего повторяются. Достоинства способа: простота и возможность на обычном оборудовании получать высокую точность обработки (5-7 кв.). Недостатки способа: большая трудоёмкость и стоимость, низкая производительность, вероятность появления брака. Способ используется в основном в единичном и мелкосерийном производстве. В тоже время при обработке заготовок на шлифовальных станках этот способ находит применение в серийном производстве (компенсирует износ абразивных инструментов, часто протекающий неравномерно и снижающий точность) 2. Способ автоматического получения заданных размеров - обработка осуществляется на предварительно настроенном оборудовании. Этот способ может быть реализован по-разному.
2. Заданные размеры получаются автоматически за счёт применения специальных приспособлений, например кондукторов (рисунок 7). Рисунок 6 – Фрезерование заготовки по размерам А1 и А2
Способ используется в массовом и серийном производстве. Достоинства -высокая производительность (отсутствие потерь времени на настройку); повышение качества продукции (повышение точности и снижение брака); обеспечение стабильности процесса обработки. Недостаток - необходимость использования специальных приспособлений и контролирующих приборов. Однако в условиях крупносерийного и массового производства затраты на них быстро окупаются. Следует отметить, что на практике эти способы применяются как по отдельности, так и в сочетании один с другим.
|
||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 117; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.77.244 (0.008 с.) |

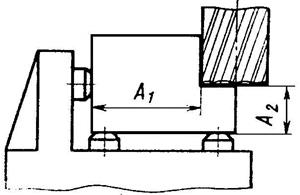 1. Заданные размеры получаются автоматически после настройки станка (рисунок 6). Станок настроен на автоматическое получение размеров А1 и А2. В процессе обработки рабочий только устанавливает и снимает заготовки, включает и выключает подачи.
1. Заданные размеры получаются автоматически после настройки станка (рисунок 6). Станок настроен на автоматическое получение размеров А1 и А2. В процессе обработки рабочий только устанавливает и снимает заготовки, включает и выключает подачи. В данном случае размеры А1 и А2 обеспечиваются за счёт того, что инструмент (сверло) направляется кондукторными втулками, расположенными на определенном расстоянии от установочной базы и между осями отверстий. Разновидностью способа автоматического достижения заданных размеров является обработка с использованием мерных режущих инструментов (сверл, зенкеров, разверток и др.).
В данном случае размеры А1 и А2 обеспечиваются за счёт того, что инструмент (сверло) направляется кондукторными втулками, расположенными на определенном расстоянии от установочной базы и между осями отверстий. Разновидностью способа автоматического достижения заданных размеров является обработка с использованием мерных режущих инструментов (сверл, зенкеров, разверток и др.).


