
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Операционные допуски и правила их выбора
При проектировании технологического процесса обработки заготовок необходимо назначить допуски на операционные размеры всех ступеней обработки поверхности. Завышенный допуск (пониженная точность) приводит к увеличению количества заготовок, обрабатываемых за одну наладку, облегчению наладки и снижению квалификации наладчика. Недостатком завышения допуска является: - снижение коэффициента использования материала за счёт увеличения колебания припуска; - повышение нормы расхода материла. При выборе операционных допусков необходимо придерживаться следующих правил: Правило 1. Величину операционного допуска следует принимать в соответствии со средне-экономической точностью используемого метода обработки. Например, заготовка (штамповка)-14 кв., черновое точение-12кв., чистовое точение – 10-11 кв. Правило 2. Допуск на размер в операции окончательной обработки, выполняемой на неавтоматизированном оборудовании по способу пробных проходов и промеров (например, при шлифовании наружных и внутренних поверхностей, плоскостей и торцов), следует принимать равным допуску, заданному в рабочем чертеже детали. Для остальных случаев обработки по настройке остается в силе Правило 1. Правило 3. Система простановки допуска на операционный размер должна быть такой, чтобы поле допуска отсчитывалось в металл (А-ТА или А+ТА ). Это правило распространяется только на размеры, получаемые при механической обработке. Допуски на размеры заготовок проставляются по двухсторонней системе.
Например, первая черновая обработка А =40-0,25 (h 12), а необходимо проставить А =40-0,39 (h 13)
Правило 7. Допуски на размеры, координирующие положение осей отверстий, следует проставлять по двухсторонней симметричной системе(например, А ±0,20 мм). Правило 8. Если размер, выдерживаемый в данной операции, влияет на точность других размеров детали, то допуск на него определяется на основе решения соответствующих размерных цепей (часто принимается по более высокому квалитету, чем экономическая точность). 5 Основные понятия и определения теории размерных цепей Практически все задачи, связанные как с проектированием изделий, так и с разработкой технологических процессов их изготовления, решаются с помощью теории размерных цепей. Размерной цепью (в соответствии с ГОСТ) называют совокупность размеров образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Размерные цепи состоят из звеньев, которыми могут быть любые размеры, а также отклонения размеров. В зависимости от решаемой задачи, размерные цепи разделяют на конструкторские, технологические и измерительные. Технологическими называют размерные цепи, звеньями которых являются операционные размеры, припуски, а также конструкторские размеры. В зависимости от расположения звеньев различают размерные цепи: - пространственные (звенья лежат в разных плоскостях и разнонаправлены); - линейные (звенья параллельны и лежат в одной плоскости); - плоские (звенья лежат в одной плоскости, но под различными углами друг к другу); - векторные (звенья – векторы – существенно-положительные величины (биения, разностенности, эксцентриситеты ); - угловые (звенья – углы). Имеют место и смешанные цепи, в состав которых входят и линейные (скалярные) и векторные звенья. Большинство технологических размерных расчетов выполняют с использованием линейных цепей.
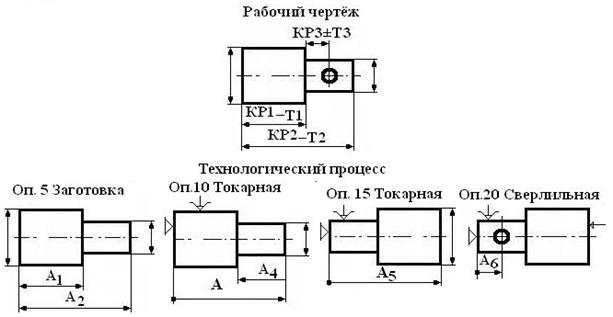
Звенья размерной цепи делятся на замыкающие и составляющие. Замыкающее звено - это размер, который в процессе обработки непосредственно не выдерживается, а получается в результате выполнения других - составляющих звеньев. В технологических размерных цепях замыкающим звеном может быть припуск, конструкторский размер или другой размерно-точностной параметр, непосредственно не выполняемый по технологическому процессу. Составляющее звено – размер, изменение которого вызывает изменение замыкающего звена, т.е. реально выполняемые операционные размеры. Составляющими звеньями могут быть операционные размеры, а также размеры, регламентирующие взаимное расположение поверхностей, которые непосредственно выдерживаются и контролируются при обработке заготовок. Главная задача РЦ – обеспечить выполнение заданного замыкающего размера с его допуском. РЦ – есть уравнение с одним неизвестным. Этим неизвестным является одно из составляющих звеньев. Безошибочное его определение и обеспечит выполнение главной задачи. Отметим, что иногда в РЦ могут оказаться и два неизвестных звена. В этом случае нужно отыскивать и вторую РЦ с теми же неизвестными, чтобы решать систему из двух уравнений. В зависимостиот влияния на замыкающее звено составляющие звенья разделяют на увеличивающие и уменьшающие. Увеличивающие - звенья, при увеличении которых замыкающее звено увеличивается ( Уменьшающие - звенья, при увеличении которых замыкающее звено уменьшается ( Для построения технологических размерных цепей необходимо иметь исходную информацию в виде рабочего чертежа детали (рисунок 3) и операционных эскизов на операции.
Рисунок 3 – Рабочий чертёж и операционные эскизы
На сновании эскизов строится комплексная размерная схема технологического процесса, а затем выявляются и строятся размерные цепи. На комплексную схему (рисунок 4) наносят все операционные и конструкторские размеры, а также снимаемые припуски. Каждую размерную цепь строят относительно её замыкающего звена, которое находится исходя из поставленной задачи. Состав цепи не зависит от того, с какого размера начинают и в каком направлении выполняют построение размерной цепи. Главное условие при построении цепи - это замкнутость контура. Кроме того, необходимо соблюдать следующее правило - в составе размерной цепи может быть только один замыкающий размер После построения необходимо составить уравнения размерных цепей. При этом звенья, направленные в одну сторону, записывают со знаком плюс, а в противоположную - со знаком минус: РЦ1 КР2 – А5 =0; РЦ2 КР1+А4 – А5 =0; РЦ3 КР3+А6 – А4 =0; РЦ4 z 5 + А5 – А3 =0; РЦ5 z 6 – А2 + А3 – А4 =0; РЦ6 z 3 + А3 – А1 =0. Для решения уравнений их переписывают относительно замыкающего звена: РЦ1 КР2= А5; РЦ2 КР1= А5 –А4; РЦ3 КР3= А4 –А6; РЦ4 z 5 = А3 – А5; РЦ5 z 6 = А2 + А4 – А3; РЦ6 z 3 = А1 – А3.
АΔ = где m - число увеличивающих звеньев; n - число уменьшающих звеньев. Основой решения размерных цепей является правило суммирования допусков (погрешностей), устанавливающее связь между допусками (погрешностями) составляющих и замыкающих звеньев- допуск (погрешность) замыкающего звена равен арифметической сумме допусков (погрешностей) составляющих звеньев:
Уравнения размерных цепей могут решаться разными способами.
|
|||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 98; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.150.163 (0.013 с.) |
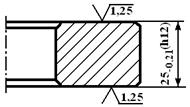 Правило 4. Допуски на размеры, выполняемые на окончательных операциях обработки, выбирают в соответствии с экономической точностью используемого метода обработки и в том случае, если по чертежу требуется меньшая точность выдерживаемого размера. Это правило необходимо применять, когда цель обработки не достижение заданной точности размера, а выполнение других требований. Например, для обработки кольца достаточно черновой обработки (h 12, Т =0,21), но для получения шероховатости Ra =1,25 мкм необходима ещё чистовая (h 11, Т =0,13) и окончательная обработка (h 9, Т =0,052).
Правило 4. Допуски на размеры, выполняемые на окончательных операциях обработки, выбирают в соответствии с экономической точностью используемого метода обработки и в том случае, если по чертежу требуется меньшая точность выдерживаемого размера. Это правило необходимо применять, когда цель обработки не достижение заданной точности размера, а выполнение других требований. Например, для обработки кольца достаточно черновой обработки (h 12, Т =0,21), но для получения шероховатости Ra =1,25 мкм необходима ещё чистовая (h 11, Т =0,13) и окончательная обработка (h 9, Т =0,052).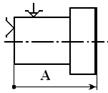 Правило 5. Если размер, координирующий положение обрабатываемой поверхности, отсчитывается от ещё не обработанной базы, то допуск следует назначать на 1 квалитет ниже квалитета экономической точности метода обработки.
Правило 5. Если размер, координирующий положение обрабатываемой поверхности, отсчитывается от ещё не обработанной базы, то допуск следует назначать на 1 квалитет ниже квалитета экономической точности метода обработки.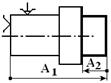 Правило 6. Допуски на внутриоперационные размеры назначаются на 1 квалитет выше, чем на межоперационные размеры (влияет погрешность установки) А1 (h 12), А2 (h 11).
Правило 6. Допуски на внутриоперационные размеры назначаются на 1 квалитет выше, чем на межоперационные размеры (влияет погрешность установки) А1 (h 12), А2 (h 11). ).
). ).
).
 В общем случае для линейных размерных цепей уравнение замыкающего звена может быть представлено в виде:
В общем случае для линейных размерных цепей уравнение замыкающего звена может быть представлено в виде: ,
, .
.


