
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Погрешности, связанные с упругими деформациями технологической системы под действием сил резания
D = Do +2 y = Do +2 Py w. Если бы усилие резания и жёсткость были бы постоянны во всех сечениях и направлениях, а также при обработке партии заготовок, то величину у можно было бы заранее определить и скорректировать положение резца, установив его ближе к оси на эту величину. Однако, на практике, Ру и w изменяются, в результате чего появляются погрешности формы и размеров. Установить влияние Ру и w на точность одновременно не представляется возможным. Поэтому общий случай разделяют на два частных случая: 1. Ру = const, w = var; 2. Ру = var, w = const. Рассмотрим 1 случай: Ру = const, w = var. Для этого случая используем формулу 2 (см. выше). Можно показать, что в зависимости от соотношения значений податливостей, закон изменения погрешностей формы заготовки, будет различным. 1. Если w Б > w А, w В > w А, т.е. деталь жёсткая, а станок имеет малую жёсткость, то возникает погрешность формы - корсетность (седлообразность). 2. Если w Б < w А, w В < w А, т.е. деталь не жёсткая, а станок имеет высокую жёсткость, то возникает погрешность формы- бочкообразность (рисунок 10).
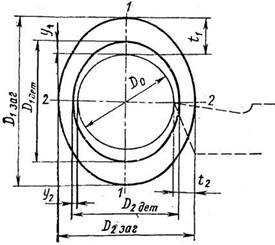
Рисунок 10 –Погрешность формы при изменении жёсткости системы по длине заготовки Погрешность формы равна w ф. = D А – D Б. Но D А = D о +2 y А, а D Б = D о +2 y Б, отсюда w ф. = 2 (уА –уБ), или с учётом, что уА= Ру w А, уБ =Ру w Б, w ф. =2Ру(w А – w Б). Рассмотрим 2 случай: Ру = var, w = const. Основными причинами изменения силы резания являются: изменение глубины резания; изменение механических свойств материала; притупление инструмента и изменение его геометрии. Пусть заготовка имеет погрешность формы - овальность (рисунок 11).
Рисунок 11- Схема образования погрешности формы детали в результате деформации системы под влиянием усилий резания.
При отсутствии упругих деформаций после обработки, деталь бы имела размер D о. Однако изменение усилия резания вызовет отжатие инструмента, причём, это оно будет иметь различные значения в разных точках по окружности. Из схем видно, что глубина резания t непрерывно меняется от максимального значения t 1 в сечении 1-1 до минимального t 2 в сечении 2-2. Также будет меняться составляющая силы резания Py от P 1 y max до P 2 y min .
Погрешность формы w дет. = D 1 – D 2 =2(y 1 - y 2), или w дет. =  . .
Но 2(t 1 – t 2)= D 1заг. – D 2заг. = w заг., тогда w дет. =
Эта формула показывает, что погрешность заготовки копируется на обрабатываемую деталь, но в уменьшенном размере. Если заготовка имела правильную геометрическую форму, но была установлена при обработке со смещением оси (биением), то и деталь после обработки будет иметь погрешность - биение. Пример. Н а токарном станке обрабатывается партия заготовок D=50 Формула копирования позволяет: 1. Решать задачи повышения точности обработки. Её структура показывает, какие производственные факторы необходимо изменять и в каком направлении, чтобы достигнуть заданной точности или повысить точность. 2. Определять подачу, обеспечивающую обработку с заданным допуском. w дет. = Тдет., w заг. = Тзаг., тогда Тдет. = где к - коэффициент, показывающий, какую часть допуска можно выделить для компенсации погрешностей, возникающих в результате деформаций (для сталей к £0,5). 3. Определять жёсткость технологической системы путём обтачивания ступенчатых или эксцентричных валиков.
|
||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 116; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.189.177 (0.007 с.) |
 В результате деформации системы от сил резания изменяется расстояние между режущей кромкой инструмента и базовой линией (осью) заготовки (рисунок 9).
В результате деформации системы от сил резания изменяется расстояние между режущей кромкой инструмента и базовой линией (осью) заготовки (рисунок 9).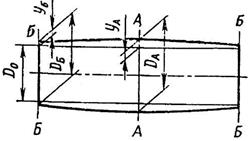
 , или иначе
, или иначе - формула копирования.
- формула копирования. . Материал – сталь, Cpz =1960 МПа (200 кгс/мм
. Материал – сталь, Cpz =1960 МПа (200 кгс/мм  ), λ=0,4, s =0,5 мм/об. Требуется определить погрешность размеров деталей после обточки, связанное с упругой деформацией системы под действием сил резания. j=15000Н/мм (w =0,066 мкм/Н). При D=50
), λ=0,4, s =0,5 мм/об. Требуется определить погрешность размеров деталей после обточки, связанное с упругой деформацией системы под действием сил резания. j=15000Н/мм (w =0,066 мкм/Н). При D=50  •0,066•3 = 96 мкм.
•0,066•3 = 96 мкм. ,
,  ,
, Перед обработкой измеряются диаметры заготовки (рисунок 12) и определяются погрешности формы: w заг. = D 1заг. – D 2заг..
Перед обработкой измеряются диаметры заготовки (рисунок 12) и определяются погрешности формы: w заг. = D 1заг. – D 2заг.. Станок настраивается на диаметр D о и производится обработка валика. Затем определяем погрешность формы детали w дет. = D 1дет. – D 2дет. Используя формулу копирования, получим
Станок настраивается на диаметр D о и производится обработка валика. Затем определяем погрешность формы детали w дет. = D 1дет. – D 2дет. Используя формулу копирования, получим .
.


