Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация баз по характеру проявления
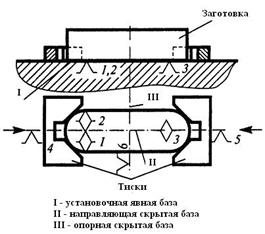
Третий признак классификации разделяет базы на два вида: скрытые и явные. Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки (рисунок 15).
Рисунок 15 - Классификация баз по характеру проявления
К скрытым базам прибегают, когда требуется определить положение детали или заготовки с использованием плоскостей симметрии, оси или пересечения осей. Наложение связей на скрытые базы может быть осуществлено либо на глаз, либо с помощью специальных технических средств. В первом случае человек, оценивая положение воображаемых координатных плоскостей относительно системы отсчета, придает нужное положение детали или заготовке. Например, установка заготовки (плитки) на магнитной плите плоскошлифовального станка. В ряде случаев скрытые базы стараются материализовать и превратить их в явные, что позволяет сократить затраты времени на базирование. Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок. На рисунке 16 приведена схема классификации баз по трём признакам.
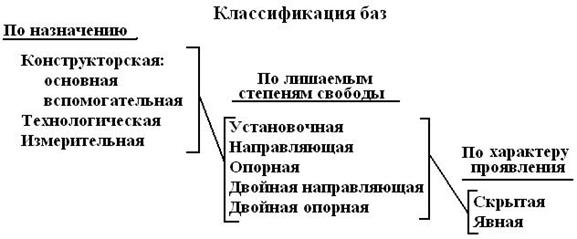
Рисунок 16 - Классификация баз Согласно этой схеме полное название базы должно охватывать три классификационных признака в принятой очередности. Так, базы, определяющие положение вала, показанного на рисунке 14, имеют следующие названия: конструкторская основная, двойная направляющая, скрытая; конструкторская основная, опорная, явная; конструкторская основная, опорная, скрытая. Положение рычага в примере, приведенном на рисунке 15, определяют базы: технологическая, установочная, явная; технологическая, направляющая, скрытая; технологическая, опорная, скрытая. Необходимо сделать следующее замечание по классификации технологических баз применительно к выполнению технологических операций. Технологические базы можно классифицировать следующим образом: Исходная база - это поверхность, линия или точка, относительно которой в операционной карте координируют положение обрабатываемой поверхности. Установочная база - это поверхность, линия или точка, при установке по которой достигается определённое положение заготовки в направлении заданного (исходного) размера. По своему характеру установочные базы бывают опорные и проверочные.
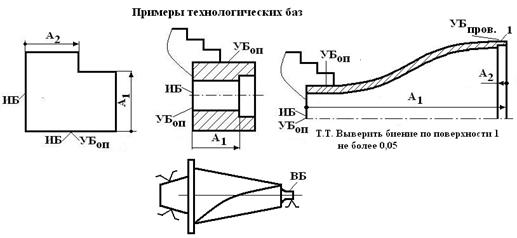
Опорные применяются при любой установке заготовок. При их использовании исключается необходимость выверки заготовки. Проверочные базы необходимы в случае, когда заготовку необходимо установить в заданное положение с более высокой точностью. При использовании проверочных баз может осуществляться выверка (рисунок 17). Исходные базы могут совпадать с установочными, причём это рекомендуется делать с точки зрения автоматического получения размеров. В ряде случаев установочной базой является сама обрабатываемая поверхность (бесцентровое шлифование, протягивание отверстий). Вспомогательная база - это поверхность, специально обработанная или созданная для установки заготовки в процессе обработки. Эти поверхности могут на окончательно обработанной детали отсутствовать.
Рисунок 17 – Примеры технологических баз
Рекомендации к решению задач по базированию Выбор технологических баз имеет цель наметить как сами базы, так и порядок их смены (если это необходимо). От правильности решения вопроса о технологических базах в значительной степени зависят точность взаимного расположения обрабатываемых поверхностей, точность размеров, степень сложности и конструкция приспособлений, производительность обработки. Исходными данными для выбора баз являются: чертеж детали со всеми необходимыми требованиями, вид и точность заготовки, условие расположения и работы детали в машине. Основные принципы, которыми необходимо руководствоваться при выборе технологических баз. 1. Принцип совмещения баз, когда в качестве технологических (исходных) баз принимают основные, т. е. конструкторские базы, используемые для определения положения детали в изделии. Это позволяет выдерживать размеры и технические требования непосредственно (с заданной по чертежу точностью). В случае несовпадения конструкторских и технологических баз возникают погрешность базирования и необходимость перерасчёта допусков, заданных конструктором в сторону их ужесточения. При этом рассматриваются и решаются технологические размерные цепи. Погрешность базирования равна сумме погрешностей размеров, соединяющих конструкторские и технологические базы.
Погрешность базирования рассчитывается для конкретных размеров. Она равна нулю в следующих случаях: - при совмещении технологических баз с конструкторскими; - для размеров, получаемых мерным инструментом (блоком инструментов); - для диаметральных размеров; - при работе методом пробных промеров и рабочих ходов. Необходимо совмещать установочную и исходную базы (УБ = ИБ), что позволяет использовать способ автоматического получения размеров. При этом нужно стремиться к тому, чтобы выбранные установочные базы были опорными, т.к. использование проверочных баз требует дополнительных затрат времени на выверку и затрудняет автоматизацию процесса обработки. 2. Принцип постоянства базы, т.е. использовать на всех основных операциях одни и те же базы. Для выполнения этого принципа часто создают базы, не имеющие конструкторского назначения (например, центровые гнезда у валов и др.). 3. Форма и размеры установочных баз должны обеспечивать необходимую точность установки, устойчивость и минимальные деформации заготовки под действием сил закрепления и резания. 4. За установочные базы необходимо принимать такие поверхности, используя которые можно обработать наибольшее количество поверхностей, т.к. смена баз вызывает дополнительные погрешности. 5. В качестве черновых (установочных и исходных) баз следует выбирать поверхности, остающиеся необработанными и у готовой детали. Если у детали обрабатываются все поверхности, то в качестве черновой базы следует выбирать поверхность, с наиболее высокой точностью. Не рекомендуются поверхности, имеющие следы разъёма штампов и т.п. Черновой базой можно пользоваться только один раз. 6. В качестве измерительных баз необходимо выбирать: на окончательных операциях - конструкторские базы, на промежуточных операциях - исходные. В таблице 1 даны основные рекомендации о порядке выбора баз и решаемых при этом задачах, для выполнения технологических операций. Таблица 1 -Основные рекомендации о порядке выбора баз и решаемые при этом задачи
Материализация схемы базирования заключается в выборе типа опор, их количества и расположения относительно заготовки в соответствии со схемой базирования, разрабатываемой технологом.
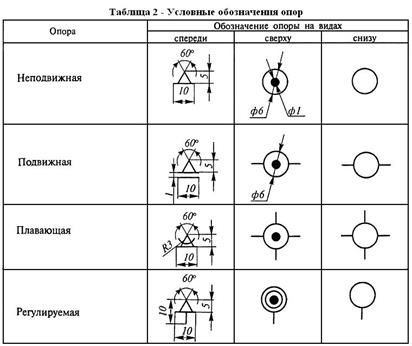
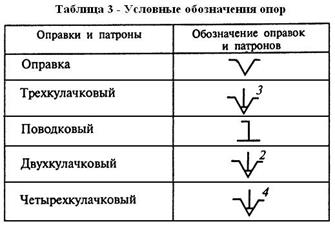
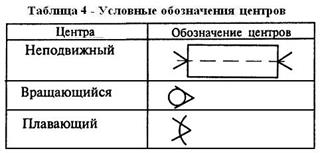
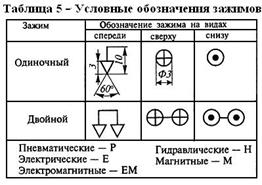
При разработке схемы установки используются условные обозначения по ГОСТ 3.1107—81. «Графические обозначения опор, зажимов и установочных устройств». Схема базирования является техническим заданием на проектирование установочного приспособления. При этом на операционном эскизе на поверхностях и элементах заготовки могут указываться как опорные точки, так и условные обозначения (таблицы 2-5). На рисунках 18 -24 приведены наиболее распространенные схемы базирования.
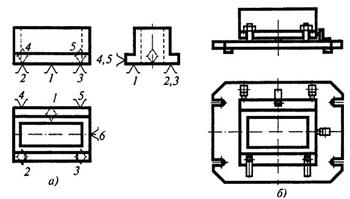
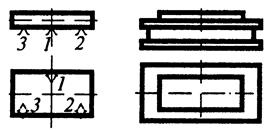
Рисунок 18 – Установка по плоскости основания и двум боковым сторонам а) теоретическая схема базирования, б) схема установки
Рисунок 19 – Установка по плоскости (на магнитной плите) а) теоретическая схема базирования, б) схема установки
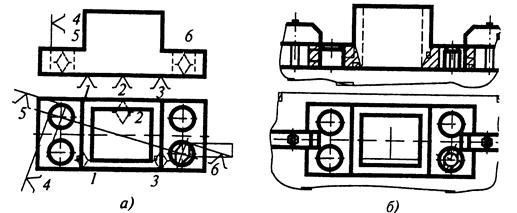
Рисунок 20 – Установка по плоскости и двум отверстиям а) теоретическая схема базирования, б) схема установки
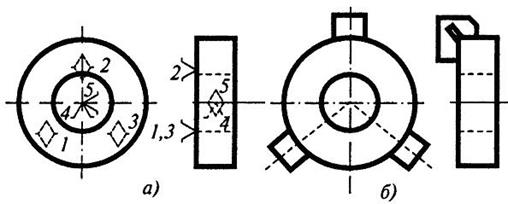
Рисунок 21 – Установка диска в трёхкулачковом патроне а) теоретическая схема базирования, б) схема установки
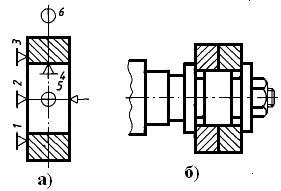
Рисунок 22 – Установка на жесткой консольной оправке а) теоретическая схема базирования, б) схема установки
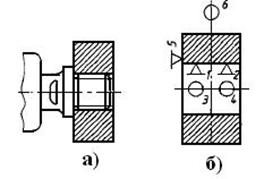
Рисунок 23 – Установка на жесткой резьбовой оправке а) теоретическая схема базирования, б) схема установки
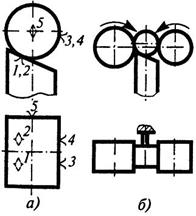
Рисунок 24 – Установка при бесцентровом врезном шлифовании а) теоретическая схема базирования, б) схема установки
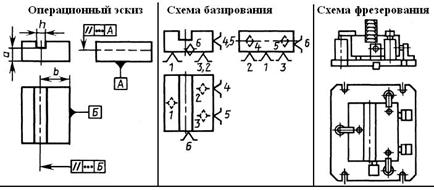
Рисунок 25 – Фрезерование паза
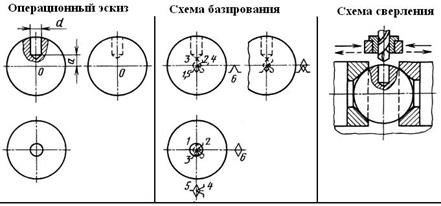
Рисунок 26 – Сверление отверстия
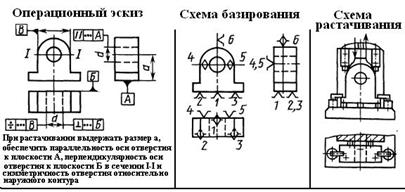
Рисунок 27 – Растачивание отверстия Тема 3: Точность обработки
|
|||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 114; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.255.134 (0.022 с.) |