Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рабочий чертёж и виды поверхностей деталиСодержание книги
Поиск на нашем сайте
Все требования, предъявляемые конструктором для обеспечения качественного функционирования детали в СЕ и изделии, содержатся в её рабочем чертеже. Рабочий чертёж – единственный документ, отражающий весь комплекс геометрических, физико-механических и других параметров. Все они защищаются допусками и однозначно не задаются. В зависимости от функционального назначения поверхности детали разделяются на исполнительные и свободные. К исполнительным относятся основные и вспомогательные конструкторские поверхности, а также рабочие поверхности. Основными конструкторскими поверхностями деталь монтируется в заданное положение в изделии при его сборке. Вспомогательные конструкторские поверхности служат для установки по ним других деталей, собираемых с рассматриваемой. Рабочие поверхности участвуют в рабочем цикле изделия, предавая силы, моменты сил, контактируя с рабочим телом двигателя. Естественно, что все названные поверхности отличаются высокой точностью (вплоть до 5 кв.) и малой шероховатостью (Ra 1,25 мкм и менее), а между собой связаны жесткими ТТ к точности взаимного расположения (например, концентричность 0,01…0,03 мм не более).
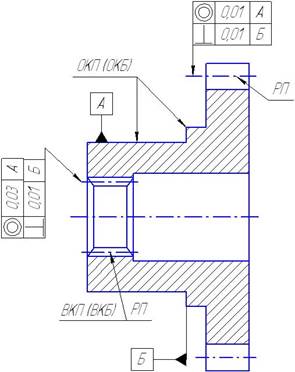
Свободные поверхности лишь оформляют конфигурацию детали. Их точность не превышает 9 кв, но шероховатость в некоторых случаях может быть и малой, вплоть до Ra=0,63…0,32 мкм (например, у поверхностей полотна диска турбины). Точность расположения этих поверхностей относительно конструкторских задается в пределах 0,05…0,1 мм (рисунок 2). Рисунок 2 - Исполнительные поверхности детали: основные (ОКП), вспомогательные (ВКП) и рабочие (РП) поверхности, остальные - свободные.
В процессе изготовления детали на всех его стадиях обработке подвергается заготовка, и только с последнего станка в этом процессе снимают полностью изготовленную деталь. На заготовке, находящейся в процессе обработки, указываются такие поверхности: установочные, поверхности под закрепление, обрабатываемые и измеряемые. Установочными поверхностями заготовка ориентируется на станке, а назначение и признаки других поверхностей ясны из их названия. Отметим, что среди обрабатываемых поверхностей могут быть либо элементарно обрабатываемые (ЭОП), либо конструктивно-технологические элементы (КТЭ). Первые возникают за счёт, например, вращений образующей вокруг оси (цилиндры), или при перемещении образующей параллельно самой себе вдоль прямой (плоскости). Вторые представляют совокупность поверхностей, получаемых при обработке одним инструментом, движущимся по сложной траектории (канавки, резьбы, эвольвенты и др.) Всё, сказанное о рабочем чертеже детали, относится в равной мере к таковым для сборочных единиц и изделий. Все поверхности и их взаимное расположение характеризуются набором следующих геометрических характеристик: 1. Форма поверхности - это понятие обычно не связывается с какими-либо величинами. Её можно охарактеризовать, если представить в виде отдельных элементарных геометрических образов или фигур (цилиндр, плоскость, шар, конус). 2. Размеры - это геометрические размеры какой-либо поверхности. Различают размеры 1-го и 2-го рода. Размеры 1-го рода характеризуют геометрический размер какой-либо поверхности. Они образуются, как правило, по схеме двухсторонней обработки, т.е. когда поверхности или участки одной поверхности, связанные размером, обрабатываются одновременно. Размеры 2-го рода (координирующие) - они координируют положение обрабатываемой поверхности относительно другой, являющейся базой. Получаются по схеме односторонней обработки, т.е. поверхности, связанные размером, обрабатываются отдельно. 3. Соотношения - геометрические параметры, характеризующие взаимное расположение поверхностей: соосность, параллельность и перпендикулярность плоскостей и осей, биения поверхностей т.п. Обеспечение этих параметров зависит в основном от схемы базирования и установки заготовки в приспособлении. Соотношения характеризуются с помощью предельных отклонений взаимного расположения поверхностей ( непараллельность, неперпендикулярность, несоосность, биение, смещение от номинального положения и др.) и погрешностями (отклонениями) формы ( неплоскостность, некруглость, нецилиндричность, непрямолинейность и др. ). Отклонения от геометрической формы влияют лишь на точность размеров I вида и поэтому должны входить в допуск на эти размеры, либо оговариваться в технических требованиях рабочего чертежа. Отклонения формы и расположения поверхностей влияют на точность размеров II вида и поэтому должны входить в допуск на эти размеры, либо оговариваться в ТТ рабочего чертежа. Все эти положения иллюстрируются соответствующими примерами (рисунок 3). Обеспечение требуемых характеристик геометрических параметров и шероховатости поверхностей – главная задача ТП изготовления детали. Физико-механические и иные параметры определяются выбором материала детали, его свойствами, которые приобретаются соответствующей термической, химико-термической и другими видами обработки (покрытия, ППД и пр.). В результате этих процедур деталь приобретает требуемые для её нормального функционирования свойства.
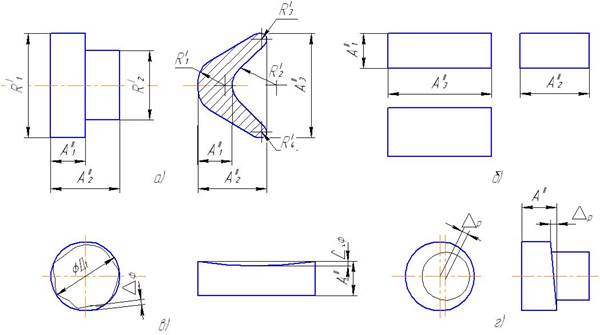
Рисунок 3 - Геометрические параметры детали а), б) Размеры I (AI) и II (AII) вида; в) Отклонение формы (Δф); г) Отклонение расположения (Δр).
|
|||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 242; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.008 с.) |