
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение времени нагрева и остывания изделий садочных эпс.Содержание книги
Поиск на нашем сайте
Время, проводимое изделием в печи, в общем случае состоит из времени его нагрева до заданной температуры, времени выдержки при этой температуре и времени остывания. Во многих случаях изделие остывает вне печи, тогда оно не входит в цикл её работы, время выдержки иногда отсутствует или сводится к минимуму – к времени, необходимому для выравнивания температур в изделии. Часто эти данные являются ориентировочными и требуют проверки; кроме того технологи часто задают лишь время выдержки и максимально допустимые скорости нагрева и остывания изделий. При определении времени нагрева изделий существует понятие «тонких» и «массивных» изделий. Тонкими называют изделия, скорость нагрева которых не ограничивается от скорости нагрева изделий из материала с бесконечно большой теплопроводностью, внутренний перепад температур которых всегда близок к нулю. Изделия, при расчёте которых нельзя пренебречь внутренним перепадом температур, называются массивными. Степень массивности тела может быть охарактеризована числом Био, выражающим собой отношение внешнего термического сопротивления к внутреннему ( При А. Нагрев тонких изделий. Термин «температура печи» является условным, так как в действительности в камере печи температуры в отдельных точках различны; так можно говорить о температуре нагревателей, поверхности огнеупорной кладки, поверхности жароупорных деталей и т.д. Под температурой печи следует понимать некую среднюю температуру, которая с точки зрения нагрева изделий обуславливает тот же эффект, что и нагретые части камеры печи.
Рис.3-4.График нагрева изделий в печи периодического действия при постоянной температуре печи: а – тонкие изделия; б – массивные изделия Рис.3-5.График нагрева тонкого изделия в электрической печи периодического действия На первом этапе (периоде) температура в печи меняется, она медленно поднимается к заданному значению, терморегулятор не работает, при этом мощность печи остаётся постоянной (тепловые потери также можно считать постоянными), следовательно, мы имеем дело с режимом нагрева при постоянном тепловом потоке, которое определяется по формуле
Если речь идёт о среднетемпературных печах, то влиянием естественной конвекции в них можно пренебречь:
В случаях, когда
Конец первого и начало второго этапа характеризуется достижением заданного значения
Количество тепла, воспринятое изделием за период I-ого этапа, будет равно:
По достижении печью заданного значения температуры начинает работать терморегулятор, поддерживая её неизменной, при этом мощность печи начинает снижаться, т.е. печь работает при режиме
Интегрируя это уравнение, имеем:
Для определения массивности изделия необходимо знать значение
Общее время нагрева тонких изделий будет равно:
Б. Остывание тонких изделий. Остывание изделий может происходить в самой печи или вне её, в специальной камере, на воздухе, в струе воздуха. В первом случае печь будет остывать вместе с изделием, при этом всё аккумулированное в печи тепло, т.е. тепло кладки, жароупорных деталей, самих изделий, должно быть из неё удалено. Аккумулированное печью тепло может быть удалено лишь через её тепловые потери. Поэтому, если между тепловыми потерями печи и температурой имеется прямая пропорциональность (что имеет место в среднетемпературных печах), то для получения времени остывания изделий в печи достаточно разделить аккумулированное ею тепло на средние за время остывания потери:
Тепловые потери печи определяются по ориентировочному эскизу её футеровки. Аккумулированное печью тепло определяется отдельно для каждого слоя кладки, жароупора и изделия как произведение массы на удельную теплоёмкость и на среднюю температуру: - для огнеупорного слоя
- для теплоизоляции
Средние В. Нагрев массивных изделий. Нагрев таких изделий также разбивается на два этапа: первый – нагрев при
Рис.3-6.График нагрева массивного изделия в электрической печи периодического действия В течении первого периода нагрева: τ ́=0,3δ²⁄а – для бесконечной пластины толщиной 2δ; τ ́=0,25R²⁄а – для бесконечного цилиндра радиусом 2R, к концу этого периода в изделии устанавливается регулярный режим, характеризующийся постоянным внутренним перепадом температур, равным:
Для времени нагрева в регулярном режиме:
для пластины:
для цилиндра:
Отсюда длительность первого этапа нагрева Для пластины:
Для цилиндра:
Здесь
К концу первого этапа нагрева температура центра изделия станет равной Для пластины Для цилиндра
Расчет времени нагрева насыпных немонолитных загрузок может быть осуществлён, как монолитных, с учётом их насыпной плотности и эквивалентного коэффициента теплопроводности, значения которых даётся в таблице 5-1, [8]. Расчёт времени остывания массивных тел в печи ведётся аналогично расчёту для тонких изделий по формуле (3-9).
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 1003; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.143.241.205 (0.007 с.) |

 ).
). - имеем дело с практически тонкими изделиями; при
- имеем дело с практически тонкими изделиями; при  - область массивных изделий, а интервал
- область массивных изделий, а интервал  - переходная область, которую можно отнести как к тонким, так и к массивным изделиям (ошибка очень небольшая).
- переходная область, которую можно отнести как к тонким, так и к массивным изделиям (ошибка очень небольшая).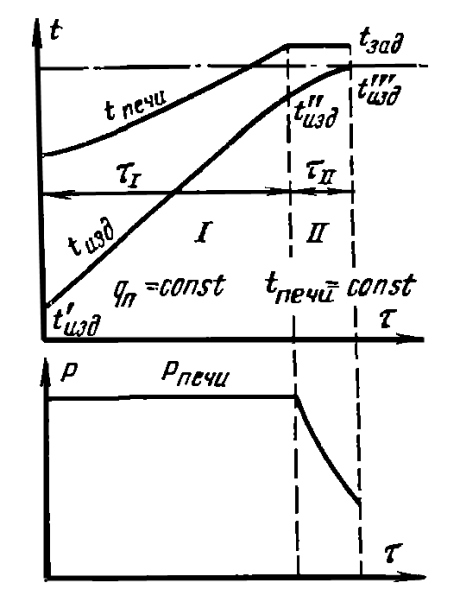 В действительности нагрев изделий в ЭПС при постоянной температуре печи происходит лишь в редких случаях (длительный нагрев), см. рис 3.4. В ЭПС периодического действия нагрев изделий происходит в два этапа: первый – от начала нагрева до достижения в камере печи заданной температуры – характеризуется тем, что вследствие низкой температуры садки она поглощает всю полезную мощность (мощность печи минус тепловые потери); второй – нагрев осуществляется при постоянной температуре печи, см. рис. 3.5.
В действительности нагрев изделий в ЭПС при постоянной температуре печи происходит лишь в редких случаях (длительный нагрев), см. рис 3.4. В ЭПС периодического действия нагрев изделий происходит в два этапа: первый – от начала нагрева до достижения в камере печи заданной температуры – характеризуется тем, что вследствие низкой температуры садки она поглощает всю полезную мощность (мощность печи минус тепловые потери); второй – нагрев осуществляется при постоянной температуре печи, см. рис. 3.5.
 , (3-1) где
, (3-1) где  - постоянный тепловой поток, воспринимаемый единицей поверхности нагреваемых изделий;
- постоянный тепловой поток, воспринимаемый единицей поверхности нагреваемых изделий;  - мощность печи;
- мощность печи;  – мощность тепловых потерь печи;
– мощность тепловых потерь печи;  - тепловоспринимающая поверхность изделий.
- тепловоспринимающая поверхность изделий. , (3-2) здесь
, (3-2) здесь  и
и  - текущее значение температур (к) печи и изделия;
- текущее значение температур (к) печи и изделия;  - приведённый коэффициент излучения:
- приведённый коэффициент излучения: , (3-3) где
, (3-3) где  = 0.8 – степень черноты изделия;
= 0.8 – степень черноты изделия;  =
=  , то
, то , (3-3,а)
, (3-3,а) . При этом для тонких изделий:
. При этом для тонких изделий: , (3-4)
, (3-4) - длительность I-ого этапа. Это тепло пойдёт на нагрев изделия от
- длительность I-ого этапа. Это тепло пойдёт на нагрев изделия от  до
до  , тогда:
, тогда: и, следовательно,
и, следовательно, , (3-5) здесь
, (3-5) здесь  - масса изделий; с – средняя удельная теплоёмкость.
- масса изделий; с – средняя удельная теплоёмкость. ; рис. 5-2,[8]. Уравнение теплового баланса имеет вид:
; рис. 5-2,[8]. Уравнение теплового баланса имеет вид: , (3-6)
, (3-6) , (3-7) здесь
, (3-7) здесь  - абсолютная температура изделий в начале
- абсолютная температура изделий в начале  -ого периода нагрева;
-ого периода нагрева;  - в его конце;
- в его конце;  - значения функции даны в таблице П 4-3, [8]
- значения функции даны в таблице П 4-3, [8] , которое определяется из
, которое определяется из , (3-8)
, (3-8)
 , (3-9) где
, (3-9) где  - тепловые потери при температуре начала остывания;
- тепловые потери при температуре начала остывания;  - при температуре конца остывания;
- при температуре конца остывания;  и
и  - аккумулированное печью тепло при температурах начала и конца остывания.
- аккумулированное печью тепло при температурах начала и конца остывания. ,
, и т.д.
и т.д. , (3-10)
, (3-10) и
и  выбираются из расчёта тепловых потерь печи;
выбираются из расчёта тепловых потерь печи;  и
и  в начале остывания принимаются равными заданной температуре нагрева изделий, а в конце остывания – расчётной для этого момента температуре печи.
в начале остывания принимаются равными заданной температуре нагрева изделий, а в конце остывания – расчётной для этого момента температуре печи. , второй – нагрев при
, второй – нагрев при  (см. рис. 3.6), но длительность нагрева -ого этапа будет также разбита на два периода: первый – от начала нагрева до начала регулярного режима, второй – от начала регулярного режима до достижения заданной температуры печи.
(см. рис. 3.6), но длительность нагрева -ого этапа будет также разбита на два периода: первый – от начала нагрева до начала регулярного режима, второй – от начала регулярного режима до достижения заданной температуры печи.
 - для пластины и
- для пластины и  - для цилиндра. К концу начального и к началу регулярного режима нагрева температура поверхности для пластины
- для цилиндра. К концу начального и к началу регулярного режима нагрева температура поверхности для пластины , и центра
, и центра  , для цилиндра
, для цилиндра  центра
центра  .
. , и
, и , аналогично
, аналогично .
. (3-11)
(3-11) (3-12)
(3-12) изделия к концу первого этапа определяется по формуле
изделия к концу первого этапа определяется по формуле (3-13)
(3-13) . Эту температуру для пластины и цилиндра легко рассчитать при наличии некоторой средней температуры
. Эту температуру для пластины и цилиндра легко рассчитать при наличии некоторой средней температуры  :
: и
и , при этом относительные температуры будут равны:
, при этом относительные температуры будут равны: и
и  , тогда при помощи графиков приложения 3,
, тогда при помощи графиков приложения 3,  , определяем число Фурье, а затем и время нагрева во втором этапе по формуле:
, определяем число Фурье, а затем и время нагрева во втором этапе по формуле: или
или  и далее
и далее (3-14)
(3-14)


