
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Синтез кривошипно-повзунного механізмуСодержание книги
Поиск на нашем сайте
Розрізняють два різновиди кривошипно-шатунних механізмів – механізми підсумовуючого типу (рис. 2.2), для яких у крайнім нижнім положенні OB = R + L, і диференційного, для яких OB = L ‑ R. Інакше кажучи, у підсумовуючих механізмах шатун піддається в процесі деформування стиску, а в диференціальних механізмах – розтягуванню. Останні механізми не тотожні механізмам з нижнім приводом, що можуть бути і підсумовуючого типу, Термін «верхній» і «нижній» характеризує розташування привода механізму щодо штампового простору у вертикальних пресах. Принципової різниці між цими механізмами при розрахунку кінематичних та статичних параметрів немає, тому в подальшому для стислості термін «підсумовуючий» будемо опускати. Слід зауважити, що в більшості випадків в ГВМ кривошипних пресів використовують підсумовуючі механізми, які і будуть розглядатися в подальшому. З іншої сторони кривошипно-шатунні механізми застосовують у двох модифікаціях – дезаксіальні (рис.2.2) і аксіальні (центральні), які можна розглядати як окремий випадок першого. У дезаксіальному механізмі вісь обертання кривошипа зміщена щодо лінії зворотно-поступального переміщення повзуна на величину дезаксіалу E. Дезаксіал вважається позитивним, якщо зсув збігається з позитивним напрямком обертання кривошипа (рис. 2.2), і негативним, якщо він спрямований проти нього. Вихідним значенням для синтезу механізму є максимальна (номінальна) величина ходу повзуна S н, що задається відповідним стандартом на параметри преса, чи обумовлена на підставі технологічних вимог, якщо стандартом вона не обмовляється. Радіус кривошипа R дезаксіального механізму визначається по формулі
де l = R / L – коефіцієнт шатуна; ε = E / R – ступінь дезаксіалу.
Рис. 2.2. Схема дезаксіального кривошипно-повзунного механізму Для аксіального механізму ε = 0, тому радіус кривошипа дорівнює половині ходу повзуна R = Sн / 2. При виборі значення коефіцієнта шатуна l варто керуватися наступними міркуваннями. Збільшення значення коефіцієнта l приводить до збільшення прискорення повзуна і, отже, збільшенню динамічних сил. При цьому дещо погіршуються силові умови роботи механізму: збільшується сила, що діє по шатуні, тиск на напрямні і момент, що крутить, на кривошипному валу. Однак при збільшенні коефіцієнта l знижується загальна довжина механізму, тобто габарит преса в напрямку осі руху повзуна. Тому для пресів з великим ходом, особливо для листоштампувальних пресів із плунжерною підвіскою шатуна, приходиться приймати верхні значення коефіцієнта, щоб зменшити габарити преса.
Значення коефіцієнта шатуна l, що рекомендуються, приведені в табл. 2.1. Для пресів з регульованим ходом і регульованою довжиною шатуна в таблиці зазначені максимальні значення коефіцієнта l, тобто хід повзуна береться найбільший, а довжина шатуна – найменша. Менші значення коефіцієнта l приймаються для пресів з більшим номінальним зусиллям. При синтезі кривошипно-повзунного механізму варто враховувати, що дезаксіальний механізм має певні властивості, що визначають особливості його використання. Так, при вірному виборі ступеня дезаксиала, можна зменшити тиск на напрямні повзуна, поліпшити напрямок повзуна при нецентральному навантаженні. Дезаксіальний механізм має трохи кращий діапазон зміни кутів передачі зусилля, у результаті чого зменшується робота холостого ходу. В дезаксіальному механізмі періоди прямого та зворотного ходів мають різну тривалість, що раціонально використовувати для поліпшенні умов роботи преса, інструменту та засобів механізації. Так, для гаряче штампувальних пресів необхідно приймати механізм з позитивним дезаксіалом, що зменшує тривалість робочого ходу, а значить зменшує розігрів штампу. Для листоштампувальних пресів рекомендується навпаки – приймати від’ємне значення дезаксіалу, що призводить до зниження швидкості повзуна в період робочого ходу, тобто покращенню умов деформування та роботи штампу і засобів автоматизації. Ступінь дезаксіалу ε ГВМ у універсальних одно кривошипних листоштампувальних пресів рекомендується приймати – 0,1…0,2, багато кривошипних пресів – 0,25…0,3, для гаряче штампувальних пресів, ГКМ, гаряче штампувальних автоматів – 0,2…0,4. Менші значення рекомендується приймати для пресів з більшим номінальним зусиллям. Таблиця 2.1 Коефіцієнт шатуна l
В п. 5.4 приведено обґрунтування вибору значення дезаксіалу в ГВМ ГКМ. У пресах з регульованою величиною ходу повзуна визначаються радіус кривошипа r э і радіус rв ексцентрикової втулки
де S max, S min – найбільший і найменший хід повзуна, що задається стандартом. Дійсний радіус кривошипу дорівнює векторній сумі вказаних радіусів і залежить від взаємного положення втулки і ексцентрика. Більш детально розрахунок механізму регулювання ходу повзуна приведений в п. 9.4. При загальних розрахунках преса (кінематики, статики, енергетики, тощо) приймається максимальний хід повзуна і тоді максимальний радіус кривошипу дорівнює
|
||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 317; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.108.209 (0.01 с.) |

 , (2.1)
, (2.1)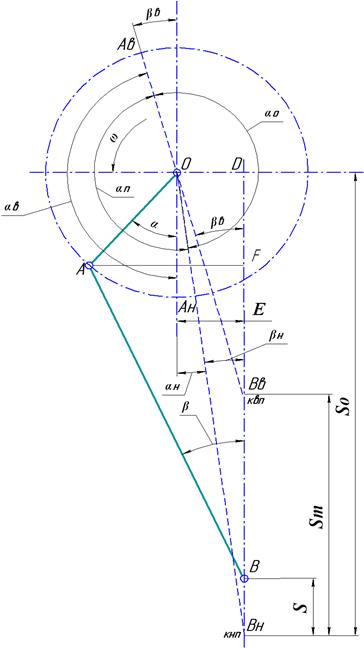
 , (2.2)
, (2.2) (2.3)
(2.3)


