
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Муфта выключения сцепления в сбореСодержание книги
Поиск на нашем сайте
Таблица 5.30. КАРТА ДЕФЕКТАЦИИ МУФТЫ ВЫКЛЮЧЕНИЯ СЦЕПЛЕНИЯ В СБОРЕ
Рис. 5.41. Дефекты муфты выключения сцепления.
При наличии дефектов на поверхности Г подшипник снимают (Рис. 5.41). Далее необходимо, осталивать поверхность Г с использованием нерастворимых (графитовых) внутренних анодов и шлифовать поверхность Г до Ø 55+0,12 мм, базируясь по поверхности Д. Затем, если требуется, осталивать наружную поверхность Д по обычной технологии, за базу при шлифовании берут поверхность Г. При наплавке поверхность Г дает усадку, ее можно поправить разверткой до Ø 55+0,12 мм. Изношенный торец Т подшипника шлифуют «как чисто» на плоскошлифовальном станке. При сборке подшипник запрессовывают до упора. Радиальное усилие сдвига подшипника поз. 4 должно быть 6..10 кг.
Вал вилки выключения сцепления Таблица 5.31. КАРТА ДЕФЕКТАЦИИ ВАЛА ВИЛКИ ВЫКЛЮЧЕНИЯ CЦЕПЛЕНИЯ В СБОРЕ
Восстанавливать шлицевые поверхности детали экономически нецелесообразно (Рис. 5.42). В случае износа шпоночного паза нарезать новый паз под углом 1200…1800 к старому. Для обработки детали воспользоваться твердосплавным инструментом.
Рис. 5.42. Дефекты вала вилки выключения сцепления.
Палец ограничительный Таблица 5.32. КАРТА ДЕФЕКТАЦИИ ОГРАНИЧИТЕЛЬНОГО ПАЛЬЦА
Основной дефект детали – износ по всей поверхности. При износе рифления наплавляют и обрабатывают выдерживая размеры 0,4±0,02, R0,05 max (Рис. 5.43).
Рис. 5.43. Дефекты ограничительного пальца.
Картер коробки передач Таблица 5.33. КАРТА ДЕФЕКТАЦИИ КАРТЕРА КОРОБКИ ПЕРЕДАЧ
Трещины на картере, не проходящие через отверстия под подшипники, отверстия под ось шестерен заднего хода и крепежные отверстия, разделывают пневмошлифмашинкой (ИП-2009А) и заваривают самофлюсующейся проволокой ПАНЧ-11 Ø 1,2 мм, в среде углекислого газа (А-547У) с проковкой сварного шва сразу после обрыва дуги. Заварку трещин производят короткими участками по 20…50 мм. Затем сварочный шов защищают заподлицо с основным металлом. Способ восстановления отверстий под подшипники первичного, вторичного и промежуточного валов определяется величиной износа. Если диаметры этих отверстий не превышают Ø150,2 мм и Ø120,2 мм, их растачивают под ремонтный подшипник. Более изношенные отверстия восстанавливают добавочными ремонтными деталями (втулками) (Рис. 5.44).
Рис. 5.44. Дефекты картера коробки передач.
Предварительно два отверстия под подшипники первичного и вторичного валов растачивают на горизонтально-расточном станке в Ø154+0,04 мм. Диаметр втулки в Ø154 Если картер коробки передач имеет износ торца от стопорного подшипника первичного вала, то отверстие растачивают ступенчато, что позволяет выбрать резцом изношенную поверхность торца кратера. Восстановление отверстий под подшипники промежуточного вала производится аналогично: растачивание в Ø124+0,04 мм, запрессовка втулки диаметром Ø124
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 438; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.56.125 (0.006 с.) |





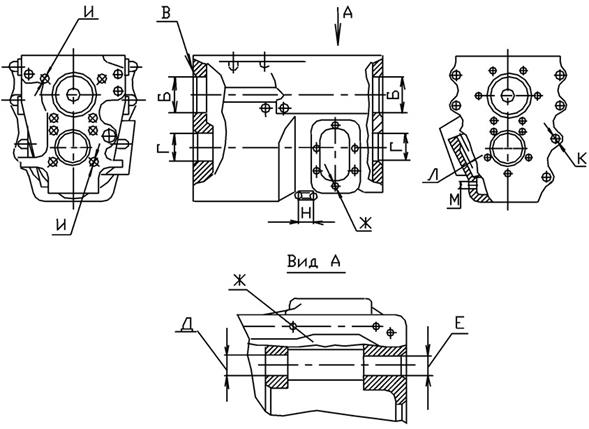
 мм. Втулки запрессовывают в отверстия, а затем растачивают в номинальный размер.
мм. Втулки запрессовывают в отверстия, а затем растачивают в номинальный размер. и обработка отверстия в номинальный размер.
и обработка отверстия в номинальный размер.


