Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Шкив привода генератора и водяного насосаСодержание книги
Поиск на нашем сайте
Таблица 5.19. КАРТА ДЕФЕКТАЦИИ ШКИВА ПРИВОДА ГЕНЕРАТОРА
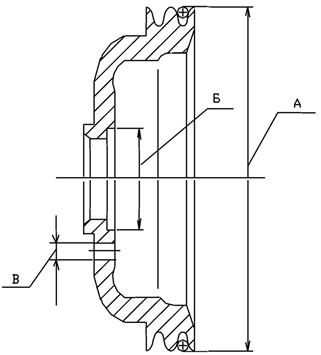
Изношенные рабочие поверхности канавок (Рис. 5.30) обрабатывают на токарном станке специальным резцом до устранения дефекта, с учетом того, чтобы диаметр ручьев по роликам Ø9±0,01 был не менее 203,3 мм. Изношенные отверстия под подшипник растачивают, и в него запрессовывается втулка, после чего отверстие со втулкой растачивают в номинальный размер. Отверстия под болты крепления, изношенные по диаметру, не восстанавливают. Они завариваются проволокой ПАНЧ-11 Ø1,2 на режимах: Jсв =100…120А, Vд =16…18 В. Заварку отверстий производят с внешней стороны шкива, выпуклость сварного шва защищают заподлицо с поверхностью шлифмашинкой. Затем высверливают новые отверстия на осях под углом 45˚ к старым отверстиям. Шкивы, имеющие сколы, обломы, трещины, восстанавливают следующим образом: трещины длиной не более 10 мм разделывают и заваривают проволокой ПАНЧ-11 Ø1,2. Сколы и обломы запаивают газовой пайкой в кислородно - ацетиленовом пламени латунной проволокой ЛК 62-0,5 Ø2 с применением буры в качестве флюса. Для предотвращения подтекания жидкого металла в канавки шкива при сварке и пайке применяют асбестовую подкладку. Наплавленные поверхности защищают шлифмашинкой заподлицо с поверхностью. Балансировку шкива производят после всех восстановительных работ сверлением разгрузочных отверстий Ø10 мм по периферии детали. Точность балансировки 15 г× см.
Рис. 5.30. Дефекты шкива привода генератора.
Картер делителя передач Таблица 5.20. КАРТА ДЕФЕКТАЦИИ КАРТЕРА ДЕЛИТЕЛЯ ПЕРЕДАЧ
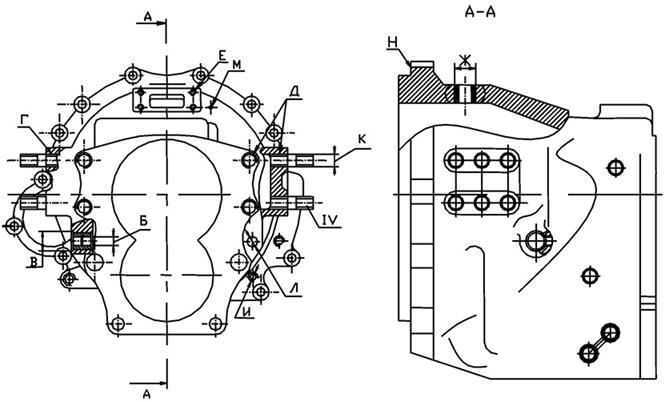
При износе более 35,08 мм фрезеруют поверхность Л торцевой фрезой до выведения износа (Рис. 5.31). При той же установке фрезеруют поверхность Ж, выдерживая высоту гнезда в пределах 35+ 0,050 мм. Высота корпуса И не должна быть менее 84-0.22 мм. Перед сваркой трещины разделывают на толщину стенки минус 2…3 мм. Варят электродами ПАНЧ-11 короткими швами с проковкой каждого валика молотком непосредственно после наплавки. При замене втулок должны быть выдержаны следующие технические требования: - отверстия для смазки во втулках и в картере должны совпадать. - соосность отверстий Б должна быть проверена калибром Ø24,99 мм. - непараллельность оси отверстий Б относительно поверхности Н не более 0,1 мм на длине 100 мм. - посадка втулок в отверстиях должна быть с натягом не менее 0,05 мм.
Рис. 5.31. Дефекты картера делителя передач.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 505; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.145.41 (0.007 с.) |