Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Позначення шорсткості поверхні, покриття, термічної та іншої обробки деталіСодержание книги
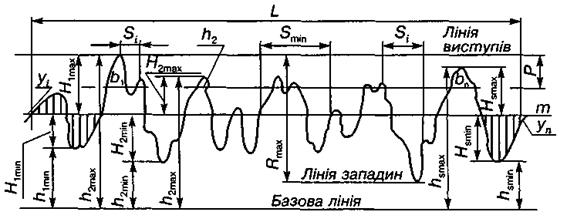
Поиск на нашем сайте Кожна реальна поверхня не є абсолютно гладкою. Вона містить мікро нерівності, сліди механічної обробки тощо, від яких залежать надійність та довговічність роботи з’єднання. Характеристикою мікрогеометрії поверхні є її шорсткість. ГОСТ 2789-73 висловлює шість параметрів оцінки якості поверхні, основними з яких є: 1) Середнє арифметичне відхилення профілю (символ Ra), що визначається як середнє арифметичне значення ординат уі (рис.15.16) деякої кількості точок на базовій довжині L:
2) Середня висота нерівностей за 10 точками (символ Rz). Це сума середніх абсолютних значень висот п׳яти найбільших виступів та глибин п׳яти найбільших западин профілю в інтервалі базової довжини (див.рис.15.16):
На практиці здебільшого користуються параметром Ra, не позначаючи його на кресленнях. У табл. 5.4 подано наближені значення параметрів Ra та Rz для поверхонь різноманітних виробів. На кресленнях рекомендується користуватися значеннями параметра Ra в інтервалі 0,010…5, а параметра Rz – в інтервалах 0,025…0,1 і 10…320. При цьому віддають перевагу значенням 400; 200; 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,2; 0,1; 0,05; 0,025; 0,012.
Рис. 5.12
Таблиця 5.4 Значення параметрів Rа і Rz для типових поверхонь деталей
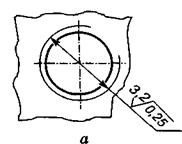
Правила позначення шорсткості поверхні на кресленнях регламентує ГОСТ 2.309-73. Застосовують знаки трьох видів (рис. 5.13). Для таких випадків: а) вид обробки поверхні конструктор не встановлює (рис. 5.13 а); б) поверхня має бути створена зняттям шару точінням, фрезеруванням, шліфуванням тощо (рис. 5.13 б); в) поверхня має бути створена без зняття шару металу – литвом, прокатуванням, кусанням тощо (рис. 5.13 в). Цим самим знаком позначають також поверхні, що не обробляють за даним кресленням, тобто зберігають “у стані поставки”.
Рис. 5.13 Висота h знака приблизно дорівнює висоті цифр розмірних чисел, Н = (1,5…3)h. Товщина ліній знаків становить 0,5 s, де s – товщина суцільної товстої основної лінії на кресленні. Позначення шорсткості поверхні на кресленнях розміщують на лініях контуру, виносних лініях (якомога ближче до розмірної лінії) або на поличках ліній-виносок. Якщо не вистачає місця, то позначення шорсткості розміщують на розмірних лініях або на їхніх продовженнях, а також розривають виносні лінії (рис. 5.14). На лінії невидимого контуру наносять знак шорсткості тільки тоді, коли на цій лінії нанесено розмір. Знаки шорсткості, що не мають полички, наносять відносно основного напису так, як це показано на рис. 5.15. Якщо всі поверхні деталі мають однакову шорсткість, то її на зображеннях не наносять, а розміщують у правому верхньому куті (рис. 5.16). Розміри й товщина ліній знака та цифр мають бути приблизно в 1,5 рази більші, ніж розміри цифр на зображеннях. Для позначення однакової шорсткості частини поверхонь деталі в правому верхньому куті поміщають знак цієї шорсткості, збільшений у 1,5 раза та умовне позначення – знак у круглих дужках (рис. 5.17). Це означає, що всі поверхні, для яких не зазначена шорсткість, або які не перебувають “у стані поставки”, повинні мати шорсткість, зазначену перед круглими дужками. Шорсткість поверхні профілю зубчастих коліс, різьби тощо, якщо ці профілі зображені, позначають за загальними правилами.
Рис. 5.14 Рис. 5.15
Рис. 5.16 Рис. 5.17 Шорсткість робочих поверхонь зубчастих коліс та шланців, якщо їхній профіль не зображено, наносять на лінії поверхні поділу або розрахункового кола (рис. 5.18а…в).
Рис. 5.18 При умовному зображенні різьби шорсткість її профілю позначають так, як показано на рис. 5.19 а, б. Для поверхонь, що мають однакову шорсткість по контуру, застосовують знак кола діаметром 4…5 мм (рис. 5.20).
Рис. 5.19 Рис. 5.20 У промисловості широко застосовують різноманітні покриття (захисні, декоративні, електроізоляційні, зносостійкі та ін.) На кресленнях покриттів поверхонь деталей наносять позначення за ГОСТом 2.310-68. Позначення включають: а) позначення поверхонь, що підлягають покриттю (стрілка з поличкою та велика літера українського алфавіту, рис. 5.21); б) запис у технічних вимогах за типом: “Покриття поверхні…(далі йде позначення покриття)”; “Покриття поверхні Б…”. Якщо покриттю підлягає вся деталь, у технічних вимогах пишуть: “Покриття…”. Якщо покриття стосується лише деяких ділянок поверхні, то їх виділяють штрих-пунктирною потовщеною лінією і наносять розміри форми та положення цих ділянок (рис. 5.22).
Рис. 5.21 Рис. 5.22 Аналогічно покриттю ділянок поверхні виділяють також ділянки для позначення термічної та іншої обробок (рис. 5.23) штрихпунктирною потовщеною лінією на відстані 0,8…1,0 мм від лінії контуру. При цьому наводять дані про властивості матеріалу після оброблення: твердість (HRCе, HB, HV), межу міцності σв, межу пружності σу та ін. Глибину обробки позначають літерою h. Глибину та твердість наводять граничними значеннями (рис. 5.23). Дозволяється наводити вид обробки, якщо цей вид гарантує значення властивості (рис. 5.24). Для ділянок, що мають різні показники параметрів після обробки дають їхні розміри (рис. 5.23). Замість позначень на зображеннях можна користуватись записом у технічних вимогах, якщо це не призвиде до непорозумінь. Наприклад: “Хвостовик h = 0,8…1,0; 48…52 HRCе, і 40…45HRCе, крім поверхні А” тощо.
Рис. 5.23 Рис. 5.24
|
||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-13; просмотров: 219; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.57 (0.01 с.) |

 ;
; .
.