Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сущность ценной бумаги, их классификация.Содержание книги
Поиск на нашем сайте
Це́ннаябума́га — документ, удостоверяющий, с соблюдением установленной формы и обязательных реквизитов, имущественные права, осуществление или передача которых возможны только при его предъявлении. Ценные бумаги как экономическая категория — это право на долю совокупного капитала, полученного в результате первичного размещения данных бумаг, а также на распределение и перераспределение прибыли, которую даёт такой капитал. Это право обосабливается от своей натуральной основы (денег, оборудования, патентов и т. п.) и даже имеет собственную материальную форму (например, в виде бумажного сертификата, записи по счетам и т. п.), а также имеющие следующие фундаментальные свойства: обращаемость; доступность для гражданского оборота; стандартность и серийность; документарность; регулируемость и признание государством; рыночность; ликвидность; риск. Ценные бумаги можно классифицировать по следующим признакам: срок существования: срочные (краткосрочные, среднесрочные, долгосрочные и отзывные) и бессрочные; форма существования: документарная и бездокументарная; порядок фиксации владельца: именные (владелец фиксируется на бланке или в специальном реестре), предъявительские (владельцем признаётся непосредственный держатель), ордерные (обязательство исполняется по приказу оговоренного лица, которое может передать право приказа другому лицу). В качестве ордерных ценных бумаг могут обращаться, например, векселя, коносаменты, чеки; форма обращения (порядок передачи): передаваемые по соглашению сторон (путем вручения, путем цессии) или ордерные (передаваемые путем приказа владельца — индоссамента); форма выпуска: эмиссионные или неэмиссионные; регистрируемость: регистрируемые (государственная регистрация или регистрация ЦБ РФ) и нерегистрируемые; национальная принадлежность: российские или иностранные; вид эмитента: государственный (федеральный или муниципальный) и негосударственный (корпоративный или частный); обращаемость: рыночные или нерыночные; цели использования: инвестиционные (цель — получение дохода) или неинвестиционные (обслуживают оборот на товарных рынках); уровень риска: безрисковые или рисковые (низкорисковые, среднерисковые или высокорисковые); наличие начисляемого дохода: бездоходные или доходные (процентные, дивидендные, дисконтные); номинал: постоянный или переменный.
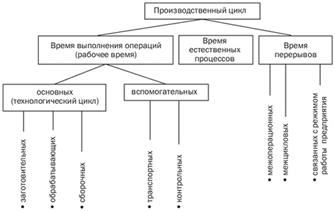
Производственный цикл и его структура. Длительность производственного цикла. Методика расчета длительности производственного цикла при различных видах движения предметов труда. Пути сокращения длительности производственного цикла. Производственный цикл изготовления изделия (партии) представляет собой календарный период нахождения его в производстве от запуска исходных материалов и полуфабрикатов в основное производство до получения готового изделия (партии). Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий (рис. 8.2).
Рис. 8.2. Структура производственного цикла Время выполнения основных операций обработки изделий составляет технологический цикл и определяет время, в течение которого осуществляется прямое или косвенное воздействие человека на предмет труда. Перерывы могут быть разделены на две группы: перерывы, связанные с установленным на предприятии режимом работы, — нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т.п.; перерывы, обусловленные организационно-техническими причинами, — ожидание освобождения рабочего места, ожидание на сборке комплектующих узлов и деталей, неравенство производственных ритмов на смежных, т.е. зависимых друг от друга, рабочих местах, отсутствие энергии, материалов или транспортных средств и т.д.:
Тп.ц, Ттехн - соответственно длительность производственного и технологического циклов; Тпер — продолжительность перерывов; Тест.пр — время естественных процессов. При расчете длительности производственного цикла Тп.ц учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль, транспортирование изделий). Перерывы, вызванные организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментами, нарушение трудовой дисциплины и т.п.), при расчете плановой длительности производственного цикла не учитываются. При расчете длительности производственного цикла необходимо учитывать особенности движения предмета труда по операциям, существующим на предприятии. Обычно используется один из трех видов: последовательный, параллельный, параллельно-последовательный. При последовательном движении обработка партии одноименных предметов труда на каждой последующей операции начинается лишь тогда, когда вся партия прошла обработку на предыдущей операции. Пример 8.1. Допустим, требуется обработать партию, состоящую из трех изделий (n = 3); число операций обработки (m = 4), нормы времени но операциям составляют: Для этого случая длительность цикла Тц(посл) = 3(10 + 40 + 20 + 10) = 240 мин. Так как ряд операций может выполняться не на одном, а на нескольких рабочих местах, длительность производственного цикла при последовательном движении в общем случае имеет вид
где При параллельном движении передача предметов труда на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции:
где р — размер транспортной партии, шт; tmах — время выполнения наиболее продолжительной операции, мин; Сmax — число рабочих мест на наиболее продолжительной операции. Для рассмотренного выше примера: р = 1. Тц(пар) = (10 + 40 + 20 + 10) + (3 — 1)40 = 160 мин. При параллельном виде движения длительность производственного цикла значительно сокращается. При параллельно-последовательном виде движения предметы труда передаются на последующую операцию по мерс их обработки на предыдущей поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещается таким образом, что партия изделий обрабатывается на каждой операции без перерывов. Длительность производственного цикла может быть определена как разность между длительностью цикла при последовательном виде движения и суммарной экономией времени по сравнению с последовательным видом движения, за счет частичного перекрытия времени выполнения каждой пары смежных операций:
Для примера 8.1: р = 1. 240 — (3 — 1)(10 + 20 + 10) = 160 мин. На продолжительность производственного цикла влияет множество факторов: технологических, организационных и экономических. Технологические процессы, их сложность и многообразие, техническая оснащенность предопределяют время обработки деталей и продолжительность сборочных процессов. Организационные факторы движения предметов труда в процессе обработки связаны с организацией рабочих мест, самого труда и его оплатой. Организационные условия в еще большей степени влияют на продолжительность выполнения вспомогательных операций, обслуживающих процессов и перерывы. Экономические факторы обусловливают уровень механизации и оснащенность процессов (а следовательно, их длительность), нормативы незавершенного производства. Чем быстрее совершается производственный процесс (чем меньше длительность производственного цикла), являющийся одним из элементов кругооборота оборотных средств, тем больше будет скорость их оборачиваемости, тем большее число оборотов они совершают в течение года. В результате происходит высвобождение денежных ресурсов, которые могут быть использованы для расширения производства на данном предприятии. По той же причине происходит сокращение (абсолютное или относительное) объема незавершенного производства. А это означает высвобождение оборотных средств в их вещественной форме, т.е. в форме конкретных материальных ресурсов. Производственная мощность предприятия или цеха прямо зависит от длительности производственного цикла. Под производственной мощностью понимается максимально возможный выпуск продукции в плановом периоде. И поэтому ясно, что, чем меньше затрачивается времени на производство одного изделия, тем большее их число может быть изготовлено за тот же период времени. Производительность труда при сокращении длительности производственного цикла повышается в результате увеличения объема выпуска продукции за счет увеличения производственной мощности, что приводит к уменьшению доли труда вспомогательных рабочих в единице продукции, а также доли труда специалистов и служащих. Себестоимость продукции при сокращении производственного цикла снижается за счет уменьшения в себестоимости единицы продукции доли общезаводских и цеховых расходов при увеличении производственной мощности. Таким образом, сокращение длительности производственного цикла — один из важнейших источников интенсификации и повышения эффективности производства на промышленных предприятиях. Резервом уменьшения длительности производственного цикла служит совершенствование техники и технологии, применение непрерывных и совмещенных технологических процессов, углубление специализации и кооперирования, внедрение методов научной организации труда и обслуживания рабочих мест, робототехники.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 596; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.67.237 (0.007 с.) |


 = 10,
= 10,  = 40,
= 40,  = 20,
= 20,  = 10 мин.
= 10 мин.
 , — число рабочих мест.
, — число рабочих мест.