
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава первая. Рабочее место в производствеСодержание книги
Поиск на нашем сайте
Предисловие Опытный рационализатор воспитывается только на работе, поддающейся точной проверке, могущей быть представленной чертежом, размерами и спецификациями. Одолев трудности на «малой» рационализации, можно постепенно переходить к большой. Вот почему работа над «рабочим местом» должна быть признана лучшей школой рационализации. Если удастся рационализация рабочего места, лучшая удобная распланировка рабочего места, то возможно, что в дальнейшем встанут вопросы еще более узкого значения, чем само рабочее место; явится стремление, жажда рационализировать отдельные участки его. Рационализатор становится тогда техником-организатором, который будет уже делать свои расчетные построения с еще меньшими величинами, чем рабочее место. Только пройдя школу точного изучения; проведя работу на ограниченном участке, можно говорить о дальнейших успехах. Достижение этих дальнейших успехов лучше связывать с большими задачами не в форме прыжка к общим планам, о рационализацией рабочего фронта. Рабочим фронтом надо называть определенную линию станков или рабочих мест, связанных между собой или последовательностью операций, или их функциональной зависимостью. Так можно установить, что в металлообработке по преимуществу имеет значение организация рабочего места в его отдельных участков (отдельных вон); в текстильной промышленности в настоящее время, решающее значение имеет организация рабочих фронтов. После того как будут урегулированы отдельные отрезки, называемые рабочим фронтом, можно говорить об организации производственного потока в размере цеха, а в дальнейшем — уже в размере предприятия в целом. Работа по организации рабочего места настолько ясна, настолько доступна пониманию непосредственного участника производства, что она воспитывает действительно массы этих реорганизаторов, Апеллирует к живым участникам производства, рассыпанным на сотнях и тысячах отдельных участков. Она сообщает им определенную трудовую культуру и делает их активными участниками производственного процесса. С волной определенностью можно установить, что рабочие места в механической мастерской, работающей на основе массового производства, могут быть скоро урегулированы, между тем как ремонтная мастерская, которая работает большей частью по случайным задания» представляет большие трудности для реорганизации рабочего места. Здесь различие и в типах рабочих. Самая работа в механической мастерской более четко регулирует производственное поведение рабочего, в то время как в ремонтной мастерской характерно неурегулированное, анархичное производственное поведение. Отсюда прямой вывод: стационарность рабочего, относительно большая его прикрепленность к рабочему месту есть лучшее условие для рационализаторской работы. Если же рабочий не прикреплен к данному рабочему месту, то выступают значительные трудности для организации рабочего места и поведения самого рабочего. Всякое проведение современной производственной рационализации заключается в том, чтобы рабочего поставить в условия прямого соответствия его данному рабочему месту. Он становится, вообще говоря, стационарным даже при переходе к рабочему фронту. Он точно регулирует свои маневры, ограничивает пределы своих движений и маневров, и таким образом получается уже стационарность фронтовая. Только после работы рационализатора над урегулированием рабочего места встанут во весь свой рост, как трудности, так и простота рационализации в целом. Задача настоящей работы заключается в том, чтобы приковать внимание начинающего рационализатора, руководителя мастерской и рабочего к самым первоистокам организации. Не надо забывать, что машина-орудие является лучшим образцом организации. Методология организации рабочего места выступает, несомненно, из техники организации современной машины-орудия. Завод в целом имеет стремление связаться воедино, в цельный конгрегат машин. Организация рабочего места, — если оно даже не имеет рабочих механизмов и большого количества приспособлений, — должна быть рассчитана по аналогии с машиной-орудием. Точно так же как и производственное поведение рабочего, хорошо изученное на станке и орудии, пригодится для того, чтобы его провести и при самых примитивных верстаках и рабочих местах. Детальное изучение рабочего места, анализ каждой мелочи на приводимых в книге примерах, попытка дать общие правила и указания при реорганизации рабочего места - цель настоящей книжки. Организацию рабочего места надо связывать о крупнейшей проблемой технической реконструкции производства. Если мы полагаем эту проблему сделать органически глубокой, идущей из недр современного предприятия, и связанной с современным производителем — рабочим, то работа над урегулированием и организацией рабочего места должна быть признана решающей. Нам кажется, что издаваемая работа как раз и служит этому большому делу, которое слагается из суммы мельчайших усилий над организацией рабочего места. А. Гастев Рабочее место — предприятие Рабочий — директор своего станка. Рабочее место отдельного рабочего вместе с затрачиваемым при работе материалом и энергией — это такое же предприятие, как фабрика или завод, только в небольшом масштабе. Если сделать анализ (расчленение) рабочего места — будь то станок или верстак — на составляющие его части, то мы придем к выводу, что каждый станок, каждое рабочее место — это целое предприятие, в котором имеются свои цехи и налажено свое производство. Как предприятие в целом, так и отдельное рабочее место в процессе производства имеют дело с одними и теми же производственными составляющими: заказом, материалом (заготовки, продукт, отходы), инструментом и приспособлениями, энергией и рабочей силой. Изучение и анализ с организационной точки зрения современной машины-орудия (например, токарного станка или банкаброша) показывают, что станок, особенно если он автомат, является образцом самого совершенного предприятия с целым рядом цехов (отделов): энергетическим (генераторы, мотор, трансмиссии), скоростным (шестерни, ШКИВЫ и коробки скоростей), установочно-обработочным (центра, шпинделя, резцы), с которым непосредственно имеет дело рабочий, управленческим, питания, т. е. доставки предварительного материала для обработки продукции, контроля (измерение изделия),учета (в частности счетчик оборотов на станке), делопроизводственной документацией (наряды, карточки и чертежи и т.д.) (см. схему установок токарного станка, рис. 1, и развитую схему станка как предприятия, рис. 2). Если сравнить действия директора, управляющего целым предприятием, и рабочего, управляющего отдельным станком, за которым он работает, то никакой в основном разницы мы не найдем. Что для этого нужно делать? Попробуйте понаблюдать за своей работой и выявить основные потери в работе и причины их. В частности, попытайтесь установить (путем записи расхода времени, хронометража, материалов ТНБ), сколько же времени вы расходуете на: планирование и расчет работы; подготовку к работе, имея в виду доставку материалов, инструмента и приспособлений, время на установку и перестановку в процессе работы станка, материала и инструмента, на съем и сдачу изделий; собственно работу; контроль, т. е. пользование измерительным инструментом, записи или учет; обслуживание — чистка, смазка, поддержание порядка, уход за рабочим местом; простои, с выделением простоев по своей вине и простоев по причинам, от рабочего независящим. Сравните полученные цифры между собой и попробуйте выяснить, чем же вызываются большие затраты времени как на обработку одного изделия или детали, так и на все подсобные, перечисленные выше работы, а также и потери времени на простои. Установите, где же наибольшие по размерам потери и чем они вызваны и какие из них могут быть наиболее легко уничтожены в первую очередь. В работе по организации рабочего места, наряду с организованным наблюдением и изучением использования рабочего времени, должны быть применены и другие способы борьбы с потерями производства: наблюдение за производительностью; наблюдение за качеством продукции, величиной и характером брака путем выявления причин брака, зависящих от организации рабочего места, качества самого материала, методов его обработки; наблюдение за себестоимостью, которое поможет вскрыть причины высокой себестоимости, зависящие от плохой организации труда, качества материала, количества отходов и отбросов, перерасхода энергии и т. д. Путь рационализации производства идет по линии замены ручных операций машинными. В конечном результате задача рационализации рабочих мест сводится к наиболее возможной механизации рабочих мест, к созданию непрерывного обработочного потока, к созданию наиболее экономичной организация, где были бы устранены или сведены к минимум всякого рода непроизводительные траты времени, энергии, материала. Современная машина-автомат является в этом отношении готовым образцом строго рассчитанной организации, экономнейших движений, недостижимых для человека скоростей и точности работы. На работе такого рода специальных машин - автоматов можно демонстрировать методы рационализации и реконструкции (перестройки) рабочих мест и механику повышения производительности. Но это, ни в коем случае не значит, что рационализация — это обязательно новое, более совершенное машинное оборудование взамен того, что мы имеем в настоящее время. Мы должны, не дожидаясь этого капитального переоборудования, немедленно улучшить и упорядочить то, что имеется под руками сейчас и что по силам сделать немедленно, а вместе с тем последовательно раскрыть всю механику рационализации рабочих мест в самой обыкновенной обстановке. Наш лозунг: «Не жди, когда придет лучшая машина, она даром не приходит, она придет к тебе как награда за работу с тем, что есть под руками». Основные методы рационализации могут быть одинаково приложимы и к целому предприятию и к отдельному рабочему месту. Такой подход к станку как к предприятию, и к рабочему как к директору этого станка-предприятия дает нам возможность сосредоточить нашу работу именно на этом основном участке производства — на отдельном рабочем месте, поднять его значение, приковать внимание к его рационализации и вместе с тем дать методическое оружие рабочему для непрерывного совершенствования своей работы, непрерывного повышения своей производственной и организационной квалификации, разлагая станок на отделы и сопрягая связанные с ними трудовые приемы. Благодаря такому аналитическому подходу к своей работе, благодаря расчленению и станка (на отделы) и расчленению времени и своих движений, связанных с, обслуживанием этого станка по линиям: установка, работа, контроль, каждый рабочий становится рационализатором, совершенствующим свою работу. Ясно представляя себе, с каким участком рабочего места, с каким отделом станка связано то или иное движение, намечаются два пути улучшения своей работы: или путем конструктивного улучшения отдельных участков (отделов) станка (например, работать над улучшением участка питания, установки или управления), или же путем усовершенствования связанных с этими участками приемов работы. На основе анализа рабочего места по зонам и приспособлениям и учета производимых, в той или иной зоне приемов выявляем зоны и приспособления наибольшего приложения трудовых приемов и пытаемся внести технические усовершенствования и приспособления, для того что бы наиболее экономно использовать труд работника, обслуживающего эту зону. Ошибка думать, что рационализация производства это обязанность только инженера и техника. Основной организатор рабочих мест — это сам рабочий. Каждый ударник, каждый рабочий может и должен биться за лучшую организацию своего рабочего места, за лучшую организацию труда и производства в своей бригаде и цехе. Мощная волна ударничества и соцсоревнования, охватившая миллионные массы рабочего класса, широкое развитие рабочего изобретательства, производственные совещания, борьба за овладение техникой — все это является лучшим доказательством органического внедрения новых, недоступных капиталистическому производству, социалистических методов работы и социалистических методов рационализации нашего производства. Десятки и сотни тысяч ударников, рабочих-изобретателей и конструкторов в своей ежедневной работе делают тысячи предложений как по рационализации всего производства, так; в частности и по рационализации работы своего станка, своего рабочего места. Каждый рабочий должен быть вооружен таким методом, чтобы в нем даже на несложной работе рождался инженер своей работы, конструктор своего рабочего места. «Твой верстан и твой станок — это целое предприятие, в котором ты можешь делать чудеса организации», а потому не жди, пока твою работу и твое рабочее место организует новая машина или администратор, — организуй его сам! II. В процессе работы. Не рассовывай беспорядочно каждую вещь, а клади на свое определенное место. Содержи в чистоте рабочее место. Не употребляй прозодежду вместо обтирочного материала.
Не устанавливай центра в грязные отверстия, а предварительно протри их чистой тряпкой. Не навинчивай патроны с грязным отверстием на грязный конец шпинделя, а предварительно протри их чистой тряпкой, а резьбу отверстия еще и прочисткой. Не навинчивай патроны «смаху». Отвинчивай патроны толчками, а не ударами по частям патрона. Проверяй установку изделия в патроне легкими ударами медным или свинцовым молотком. Не ударяй по станине, станине и бабкам: станок — не наковальня и не рихтовальная плита. Соразмеряй усилия при креплении болтов и гаек. Не крепи гайку и болт несоответствующим ключом, а также без смазки резьбы. Не расходуй впустую электрическую энергию, а выключай мотор, как только он окажется ненужным. Не расходуй свою энергию впустую, но горячись, а вдумчиво производи обслуживание рабочего места. Не работай без необходимости ручной подачей, а старайся работать самоходом. III. По окончании работы. Сдай и убери материал, инструменты, приспособления и документацию. Механизация рабочих мест. От верстака — к автомату.
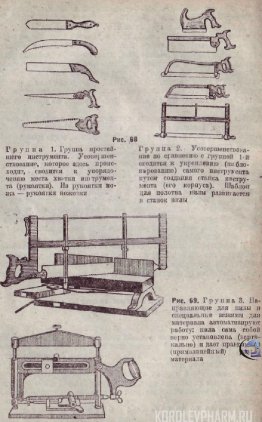
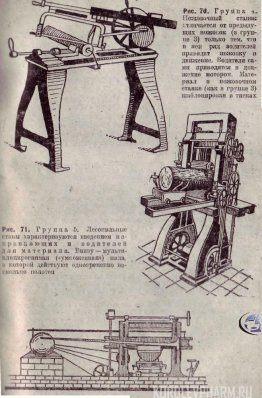
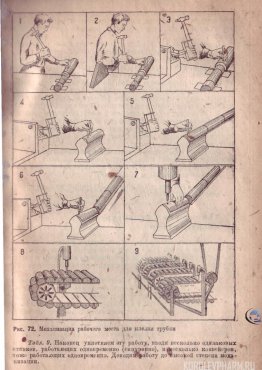
Помимо частичного изменения в конструкции рабочих мест покажет путь перестройки рабочих мест из одного типа в другой, высокий в смысле организации производственного процесса (от рабочего места верстачного типа — к рабочему месту станочного, от универсального станочного — к полуавтомату, от специального станка - автомата — к целому комплексу автомат). Путем применения системы различных приспособлений заменяем чисто мускульные работами инструментально - мускульными, инструментально-мускульные - станочными. На рис. 68, 69, 70, показан процесс совершении! (механизации) инструмента путем последовательного введения новых приспособлений типа шаблонов, направителей и водителей: от самой примитивной ручной пилы до пил - станков, механически производящих распиловку... Разнообразнейшие приспособления, которые превращают уни нереальные рабочие места в специальные и, наоборот, которые специальныё рабочие места заставляют работать как универсальные: приспособления, которые могут браться от одного типа станка и прикладываться к другому типу станков (не меняя станины, не меняя скоростной зоны и расположение центров) — все эти приспособления вместе и являются определяющим методом, реконструкции производства и отдельных рабочих мест. В качестве чисто методической иллюстрации приведем пример последовательного введения приспособлений для полной механизации рабочего места для клепки жестяной трубки в гранатном производстве описанный А. К. Гастевым в его книге «Установка производства методом ЦИТа». Весь процесс реконструкции отображен в 9 таблицах (рис. 72). Для наглядности ручная граната заменена обыкновенной жестяной трубкой. Табл. 1. Дается самое кустарное рабочее место верстачного типа для ручной клепки жестяной трубки. Трубка укреплена на болванке (шаблоне), прилегающей к столу верстака и являющейся основным установочным приспособлением для этой работы. Табл. 2. Шаблонируем руку рабочего. Вводим подставку для опоры локтя работника, чтобы правая рука не была навесу. Этим экономим силу I работника и помогаем выработке автоматического удара. Табл. 3. Вводим направитесь для удара молотком, благодаря чему рука держит молоток с гораздо меньшим напряжением и устраняются боковые колебания при ударе. Рука рабочего освобождена от обязанности держать молоток в воздухе. Табл. 4. Обрабатываемая трубка не совсем точно покоится на болванке. Вводим более точный шаблон в виде устойчивой наковальни с желобом, I в котором покоится трубка, с особым внутренним стальным языком для головки заклепки, так что можно более устойчиво и почти вслепую устанавливать трубку. Табл. 5. Материал подается левой рукой с ящика или верстака. Ускоряем подачу: приделываем к шаблону особый направитесь в виде желоба для подачи материала; продолжаем желоб, чтобы он вмещал не одну трубку несколько. Табл. 6. Применяем, водитель в виде наклонного желоба для подачи трубок самотеком; как только мы снимаем одну трубку, остальные силой своей тяжести передвигаются к месту обработки вместо ручной подачи материала. Табл. 7. Действуя при помощи шаблона, направителя и водителя, заменяем работу руки человека прессовальным станком с механическим двигателем, благодаря чему увеличиваем скорость работы в несколько десятков раз. Табл. 8. При работе с прессом нам приходится неимоверно быстро подавать материал, так что применяемый водитель недостаточен. Чтобы подачи материала была непрерывной и автоматической, вводим конвейер или подающую ленту, но не с одним шаблоном для трубки, а с большим количеством их. Конвейер должен подавать трубки с той скоростью, с какой работает пресс.
Изучая конструкцию современного станка-автомата, мы можем Совершенствуя организацию рабочего места путем механизации его, мы изменяем и обязанности рабочего, обслуживающего это рабочее место: от чисто двигательных, обработочных, они переходят к расчетным, контрольным. Собственно обработку вместо человек» делает станок. Мускульная работа человека как двигателя заменяется механическим двигателем (мотором). Введение разного рода приспособлений, вроде распределительных кулачков, барабанов, значительно упрощает, механизирует обязанности рабочего по управлению самой; машиной» Рабочий становится администратором станка-предприятия. Мы начали эту работу с того, что в самую будничную организацию рабочего места ввели шаблон для облегчения Движений руки человека и закончили конвейером и автоматом при помощи последовательного применения шаблона, направителя и водителя к работнику, материалу и инструменту. Это и есть путь создания высокорационализированного и механизированного рабочего места, показывающий схематически, в каком направлении должна идти работа по рационализации рабочих мест. Лозунгом нашей работы должно быть: Если нет под рукой машины — доводи до машины простой инструмент! Методы скорого монтажа. Именно монтаж как определяющий цикл машиностроительного производства вносит ряд реконструктивных начал в вещество, формы, конструкции и методы выработки современного оборудования. Возможность быстрой сборки, разборки, переустановки оборудования, — это одно из требований, которое предъявляется при конструировании оборудования и которое разрешается на основе принципа максимальной сочетаемости и соизмеримости элементов машины, сортового материала и стандартных сортовых деталей машин (болты, барашки, шпильки, подшипники). На основе принципов скорого монтажа может быть развернуто и то оборудование, которое необходимо для производства или сборки нужного нам портативного оборудования.
При небольшом сравнительно наборе такого рода портативного оборудования может быть быстро развернуто его производство в самых далеких и технически мало вооруженных пунктах. Предисловие Опытный рационализатор воспитывается только на работе, поддающейся точной проверке, могущей быть представленной чертежом, размерами и спецификациями. Одолев трудности на «малой» рационализации, можно постепенно переходить к большой. Вот почему работа над «рабочим местом» должна быть признана лучшей школой рационализации. Если удастся рационализация рабочего места, лучшая удобная распланировка рабочего места, то возможно, что в дальнейшем встанут вопросы еще более узкого значения, чем само рабочее место; явится стремление, жажда рационализировать отдельные участки его. Рационализатор становится тогда техником-организатором, который будет уже делать свои расчетные построения с еще меньшими величинами, чем рабочее место. Только пройдя школу точного изучения; проведя работу на ограниченном участке, можно говорить о дальнейших успехах. Достижение этих дальнейших успехов лучше связывать с большими задачами не в форме прыжка к общим планам, о рационализацией рабочего фронта. Рабочим фронтом надо называть определенную линию станков или рабочих мест, связанных между собой или последовательностью операций, или их функциональной зависимостью. Так можно установить, что в металлообработке по преимуществу имеет значение организация рабочего места в его отдельных участков (отдельных вон); в текстильной промышленности в настоящее время, решающее значение имеет организация рабочих фронтов. После того как будут урегулированы отдельные отрезки, называемые рабочим фронтом, можно говорить об организации производственного потока в размере цеха, а в дальнейшем — уже в размере предприятия в целом. Работа по организации рабочего места настолько ясна, настолько доступна пониманию непосредственного участника производства, что она воспитывает действительно массы этих реорганизаторов, Апеллирует к живым участникам производства, рассыпанным на сотнях и тысячах отдельных участков. Она сообщает им определенную трудовую культуру и делает их активными участниками производственного процесса. С волной определенностью можно установить, что рабочие места в механической мастерской, работающей на основе массового производства, могут быть скоро урегулированы, между тем как ремонтная мастерская, которая работает большей частью по случайным задания» представляет большие трудности для реорганизации рабочего места. Здесь различие и в типах рабочих. Самая работа в механической мастерской более четко регулирует производственное поведение рабочего, в то время как в ремонтной мастерской характерно неурегулированное, анархичное производственное поведение. Отсюда прямой вывод: стационарность рабочего, относительно большая его прикрепленность к рабочему месту есть лучшее условие для рационализаторской работы. Если же рабочий не прикреплен к данному рабочему месту, то выступают значительные трудности для организации рабочего места и поведения самого рабочего. Всякое проведение современной производственной рационализации заключается в том, чтобы рабочего поставить в условия прямого соответствия его данному рабочему месту. Он становится, вообще говоря, стационарным даже при переходе к рабочему фронту. Он точно регулирует свои маневры, ограничивает пределы своих движений и маневров, и таким образом получается уже стационарность фронтовая. Только после работы рационализатора над урегулированием рабочего места встанут во весь свой рост, как трудности, так и простота рационализации в целом. Задача настоящей работы заключается в том, чтобы приковать внимание начинающего рационализатора, руководителя мастерской и рабочего к самым первоистокам организации. Не надо забывать, что машина-орудие является лучшим образцом организации. Методология организации рабочего места выступает, несомненно, из техники организации современной машины-орудия. Завод в целом имеет стремление связаться воедино, в цельный конгрегат машин. Организация рабочего места, — если оно даже не имеет рабочих механизмов и большого количества приспособлений, — должна быть рассчитана по аналогии с машиной-орудием. Точно так же как и производственное поведение рабочего, хорошо изученное на станке и орудии, пригодится для того, чтобы его провести и при самых примитивных верстаках и рабочих местах. Детальное изучение рабочего места, анализ каждой мелочи на приводимых в книге примерах, попытка дать общие правила и указания при реорганизации рабочего места - цель настоящей книжки. Организацию рабочего места надо связывать о крупнейшей проблемой технической реконструкции производства. Если мы полагаем эту проблему сделать органически глубокой, идущей из недр современного предприятия, и связанной с современным производителем — рабочим, то работа над урегулированием и организацией рабочего места должна быть признана решающей. Нам кажется, что издаваемая работа как раз и служит этому большому делу, которое слагается из суммы мельчайших усилий над организацией рабочего места. А. Гастев ГЛАВА ПЕРВАЯ. Рабочее место в производстве
Низовым, решающим звеном производства является рабочее место в его непрерывной связи с хозрасчетной бригадой, цехом и предприятием в целом. Хозрасчетная бригада, агрегаты, станки являются тем участком, где получают совершенно конкретные решения вопросы промтехфинплана, где идет борьба за овладевание техникой производства, за подлинный хозрасчет, за социалистическую рационализацию, где выковываются отряды рабочих изобретателей. XVII партконференция по докладу т. Орджоникидзе вынесла совершенно конкретное решение, но вопросам организации труда и производства: «Овладение в кратчайшие сроки полной мощностью предприятий, подбор и правильная расстановка командных кадров и рабочих, правильная организация работы предприятий — в целом, каждого станка, каждой машины, каждого агрегата — в частности и повышение на этой основе производительности труда как на новых, тан и на старых предприятиях — такова решающая организационная задача промышленности в 1932 году». Это решение заставляет нас обратить особое внимание на низовой участок производства, на его рационализацию в целях лучшего выполнения производственных заданий. В условиях социалистической стройки и борьбы за лозунг партии и правительства «не только догнать, но и перегнать» каждый станок, каждый агрегат, каждое рабочее место должны стать предметом изучения и рационализации для всех работников. Здесь должно быть использованы все средства, которые ускоряют, удешевляю работу, улучшают условия труда и обеспечивают высокую производительность. Мы должны вооружить каждого работника на его рабочем мест такими организационными средствами, которые позволили бы ему вскрывать новые социалистические резервы труда, а также освоить новейшую технику на конкретном участке производства — рабочем месте. Мы еще мало интересуемся той будничной трудовой обстановкой в которой нам непосредственно приходится работать. Мы подчас плохо, знаем свойства машин, инструмента, обрабатываемого материала. Но еще меньше знаем мы, как надо все это организовать для работы, как наиболее экономно расставить и использовать участвующие в работе вещи. А между тем успешность, какой бы то ни было работы в значительной мере зависит от степени организованности трудовой обстановки, организованности тех вещей, с помощью которых выполняется та или иная работа. Это в первую очередь относится к тому небольшому участку цеха со всеми находящимися на нем и нужными для работы вещами, который является непосредственным местом нашей работы, или рабочим местом. Имея на своем участке определенное оборудование, работник выполняет определенный наряд, производя из данного ему материала ту или иную продукцию, выполняя при этом кроме основных, чисто производственных функций и ряд вспомогательных. Почти всякому рабочему в большей или меньшей степени приходится заниматься не только обработкой и отделкой материала или сборкой деталей, но и делать расчет и планировать свою работу, измерять, проверять, поддерживать чистоту и порядок и принимать меры для поддержания работоспособности в процессе работы как самого себя, так и своего оборудования. Под рабочим местом в производстве мы понимаем: часть площади цеха, которая используется рабочим для работы и передвижений около станка или верстака, со всем находящимся на ней инвентарем (ставок или верстак, шкафы, ящики и полки для инструмента, материалов и отбросов, стул или табурет для отдыха рабочего, транспортные приспособления и т. д.); в совокупности все; это и составляет рабочее место для данного рабочего. Таким образом, под рабочим местом мы подразумеваем не только участок площади, который занимает работник в процессе работы, но и все те вещи, которые работник использует как для производственной, так и вспомогательной работы (расчета работы, заготовки материала, транспорта, установки и съема изделия, установки себя на своем рабочем месте, измерения и обслуживания).
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 342; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.019 с.) |


 Так, например, при стандартизации деталей и их сечений создается возможность быстро перемонтировать из токарного станка фрезерный или сверло - токарный (рис. 79 и 80).
Так, например, при стандартизации деталей и их сечений создается возможность быстро перемонтировать из токарного станка фрезерный или сверло - токарный (рис. 79 и 80). 



