Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание конструкции отдельных узлов станкаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
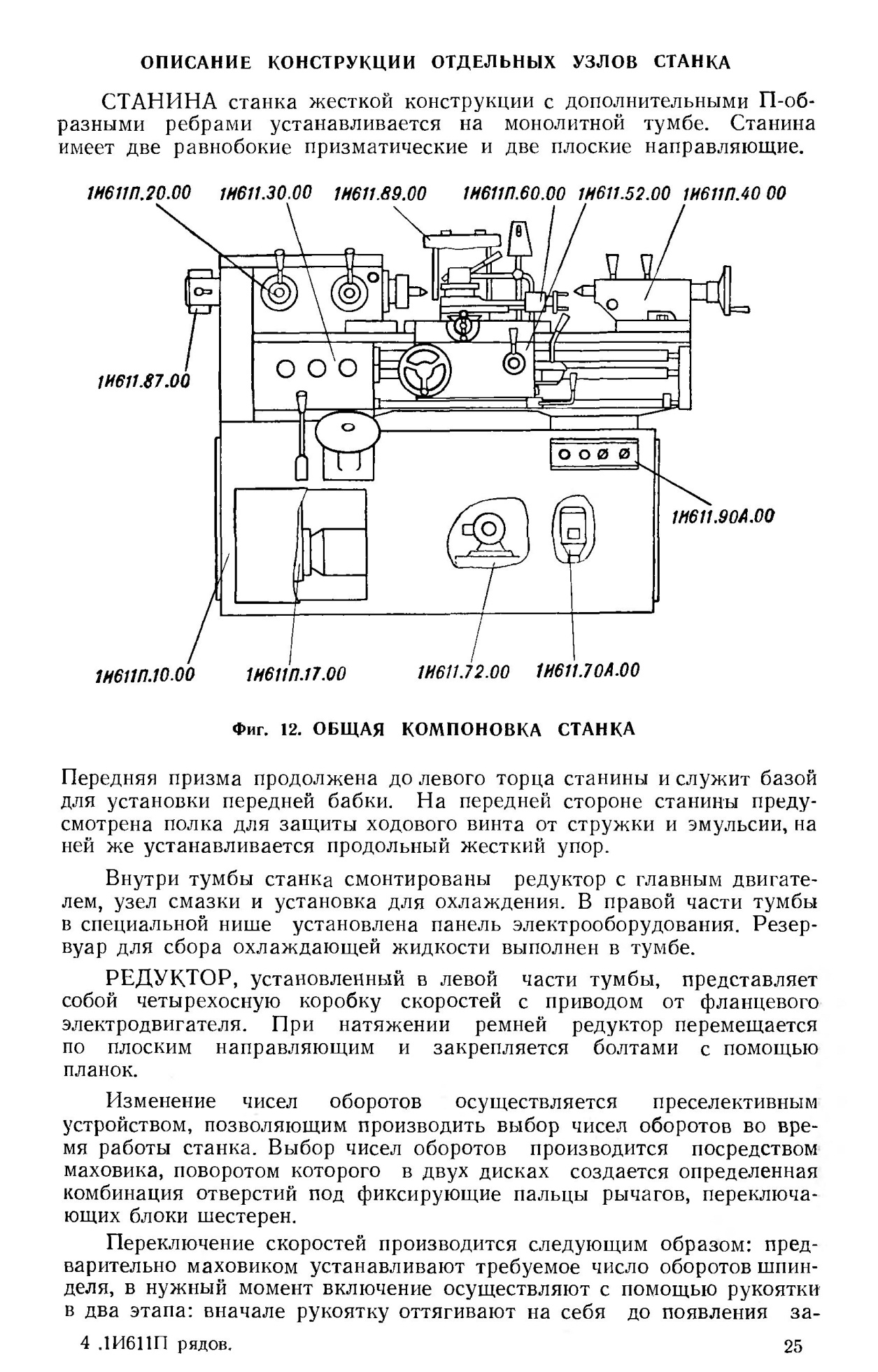
Станина станка жесткой конструкции с дополнительными П-образными ребрами устанавливается на монолитной тумбе. Станина имеет две равнобокие призматические и две плоские направляющие.
Рисунок 12 – Конструкции отдельных узлов станка
Спецификация узлов станка
Передняя призма продолжена до левого торца станины и служит базой для установки передней бабки. На передней стороне станины предусмотрена полка для защиты ходового винта от стружки и эмульсии, на ней же устанавливается продольный жесткий упор. Внутри тумбы станка смонтированы редуктор с главным двигателем, узел смазки и установка для охлаждения. В правой части тумбы в специальной нише установлена панель электрооборудования. Резервуар для сбора охлаждающей жидкости выполнен в тумбе. Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого-электродвигателя. При натяжении ремней редуктор перемещается по плоским направляющим и закрепляется болтами с помощью планок. Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. Переключение скоростей производится следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включение осуществляют с помощью рукоятки в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают, пока не снизится число оборотов шпинделя (не выше 100 об/мин.) затем рукоятку оттягивают до отказа, производя, таким образом, включение установленной скорости. При работе на низких скоростях шпинделя (ниже 100 об/мин.) включение может быть произведено сразу движением рукоятки до отказа. В случае, если по каким-либо причинам (остановился двигатель и т. д.) после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение снова или повторить переключение при нажатии конечного выключателя КТ. Передняя бабка. В середине бабки на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 12 — через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение перебора на ходу не рекомендуется. В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается на коробку подач. В пределах каждой системы (метрической, дюймовой или модульной) резьбы во всем диапазоне нарезаются без изменения настройки сменных шестерен. Коробка подач закрытого типа позволяет нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы— с числом ниток на дюйм от 24 до 0,5, модульные — с модулем от 0,2 до 30 мм и получать подачи в пределах от 0,01 до 3 мм/об. Величина поперечных подач равна половине продольных. Для нарезания резьб повышенной точности механизм подач позволяем производить прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары. Гитара крепится на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до первого ведущего вала гитары 1:2. Передаточное отношение гитары 5:8 соответствует настройке на метрическую резьбу. Для нарезания модульных, дюймовых резьб и резьб повышенной точности (минуя механизм коробки подач) на гитаре предусмотрена возможность установки сменных шестерен. В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач. Задняя бабка жесткой конструкции закрепляется на станине одной рукояткой через эксцентрик и тягу. Для более надежного зажима предусмотрен дополнительный болт. Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ± 10 мм винтами. Для выверки осей передней и задней бабок в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне. Положение пиноли фиксируется рукояткой, установленной в передней части бабки. Фартук закрытого типа обеспечивает получение продольных и поперечных подач суппорта вручную, механически — от коробки подач через ходовой валик, а также нарезание резьб при помощи ходового винта. Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачи в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой 16 Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового валика, независимо от направления вращения шпинделя. Для автоматического отключения подач при перегрузках фартук имеет механизм, который можно регулировать винтом 20. Этот же механизм используется и как устройство для автоматического останова суппорта в продольном и поперечном направлениях с точностью ± 0,01 мм, независимо от величины подачи. При срабатывании механизма рукоятка 16 автоматически в нейтральное положение не возвращается и ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны на зеркале фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки, нижнее — включенному. Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки. Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 70° в сторону рабочего и на 90°—от рабочего. Осевое усилие винта поперечной подачи воспринимается упорными шарикоподшипниками. Лимб поперечной подачи имеет цену деления 0,02 мм на радиус, лимб подачи верхней части суппорта выполнен с ценой деления 0,05 мм. Освещение. Сзади, на правом конце каретки, укреплена осветительная арматура. Включение лампочки производится выключателем. Охлаждение. Подача охлаждающей жидкости из эмульсионного бака, расположенного в нише правой части тумбы, в рабочую зону инструмента осуществляется электронасосом производительностью 22 л/мин. Патроны. Станок снабжен самоцентрирующим трехкулачковым патроном диаметром 160 мм. поводковым патроном. Быстросъемные патроны устанавливаются на конус шпинделя и прижимаются к фланцу четырьмя гайками. Упоры. К станку прикладываются продольный и поперечный жесткие упоры, по которым возможна работа с автоматическим выключением подач. Кроме этого, прикладывается поперечный индикаторный упор, позволяющий производить обработку с более высокой точностью за счет устранения влияния зазоров в механизме поперечной подачи.
Рисунок 13 – Конусная линейка Рычаг с индикатором установлен с правой стороны каретки поперечного суппорта. Настройка на требуемый диаметр производится перемещением упора в пазу планки, установленной на каретке продольной подачи. Конусная линейка (рисунок 13). Обработка наружных и внутренних конусов и нарезание конической резьбы на станке без смещения задней бабки может производиться с помощью линейки. Кронштейн 011 конусной линейки прикреплен к задней части каретки суппорта. Каретка 012 посредством тяги и кронштейна 015Б, прикрепленного к станине, удерживается неподвижно. На каретке 012 имеется копирная линейка 013, которая может быть повернута вокруг оси 111 на требуемый угол вращением рукоятки. Линейку охватывает ползушка 109, связанная с телескопическим винтом поперечной подачи. Во время продольного перемещения каретки по станине ползушка скользит по линейке, перемещая в соответствии с углом ее наклона верхнюю часть суппорта, обеспечивая конусность на обрабатываемом изделии. К конусной линейке приложено руководство, в котором даны указания о ее установке на станок. Цанговый зажим (рисунок 14). При работе с прутковым материалом диам. 6-J-14 мм можно пользоваться цанговым зажимом. Зажим осуществляется поворотом рукоятки 118 вправо, при этом передвигается муфта 104, которая внутренним конусом отводит через шарики кольцо 102А, передвигает трубу с цангой во внутрь шпинделя— цанга сжимается, осуществляя зажим прутка.
Рисунок 14 -Цанговый зажим
|
||||
|
|
Последнее изменение этой страницы: 2016-07-14; просмотров: 625; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.142.42 (0.007 с.) |