Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Механізм вертикального переміщенняСодержание книги
Поиск на нашем сайте
Механізм вертикального переміщення призначено для одночасного піднімання кареток, що знаходяться в положенні перекидання. Механізм складається з гідроциліндра, укріпленого на верхньому поясі металоконструкції, повзуна, блоків зірочок, ланцюгів, вантажів і моста. Один кінець ланцюга кріпиться до основи гідроциліндра, іншій - перекинутий через зірочку - до моста. Така схема підвіски моста дозволяє одержати його переміщення за відстанню в два рази більшою, ніж хід поршня циліндра.
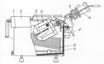
Рис. 6.26. Схема механізму горизонтального переміщення. 1-гідропривід, 2 - ведуча зірочка, 3- ведена зірочка, 4-ланцюг, 5 штовхальні рейки, 6- штовхачі, 7- циліндр, 8- зубчаста рейка, 9- шестерінка, 10- вал. Схему механізму вертикального переміщення показано на рис. 6.27. Міст урівноважено системою вантажів, розміщених у вертикальних елементах металоконструкції. Вантажі прикріплено до кінців ланцюгів, перекинутих через зірочки і прикріплених іншим кінцем до моста. При ході поршня гідроциліндра вниз ланцюги піднімають міст, вантажі при цьому опускаються. Система врівноважування моста дозволяє значно знизити навантаження на гідроциліндр і зменшити в ньому тиск масла. Піднімальний міст
Піднімальний міст служить для піднімання й опускання кареток із завантажувальними пристосуваннями і розміщення механізмів узяття і залишення кареток. Піднімальний міст являє собою зборно-зварну балку з напрямними для переміщення кареток, з механізмами взяття і залишення кареток, блока напрямних роликів (рис. 6.28). Секції моста звичайно зварюються з кутикового профілю.
Рис. 6.27. Схема механізму вертикального переміщення. 1-гідроциліндр, 2- верхній пояс металоконструкції, 3-повзун, 4-блок зірочок, 5-ланцюги, 6-вантажі-противаги, 7- міст, 8- вертикальні елементи металоконструкції.
Рис. 6.28. Схема піднімального моста. 1- зборно-зварна балка, 2- механізми взяття кареток, 3- механізми залишення кареток, 4-блок напрямних роликів, 5- напрямні.. Міст фіксується на вертикальних елементах металоконструкції за допомогою роликів, що охоплюють напрямний стояк з чотирьох боків. У нижній частині моста розміщено напрямні у вигляді металевих смуг. Довжина напрямних така, що вони проходять уздовж усіх позицій, де потрібне піднімання завантажувальних пристосувань. При підніманні моста напрямні взаємодіють з роликами (3) каретки (див. рис. 6.25). Там, де при кожному ритмі піднімання-опускання моста піднімання деталей не потрібне, на напрямних зроблено виріз. Виріз робиться вздовж багатопозиційних ванн, час обробки деталей в яких більший темпу виходу (ванни електрохімічного знежирювання, гальванічні ванни). Зміна конфігурації розміщення ванн обов'язково спричинить зміну довжини і місця розташування напрямних на мосту. Для опускання і залишення завантажувального пристосування на першій позиції багатопозиційної ванни служить механізм залишення кареток. Механізм залишення являє собою металеву смугу невеликої довжини, розташовану наприкінці напрямної на місці, де необхідне залишення підвіски. Цю смугу рухомо закріплено на осі, у нормальному положенні вона розташована вертикально.При горизонтальному переміщенні каретка роликом (3) наїжджає на смужку й опускає її так, що вона стає продовженням напрямної. При опусканні моста каретка переміщується вниз до нижньої частини візка і зупиняється. Міст при цьому продовжує опускатися доти, доки ролик цілком не звільнить металеву смугу. При цьому смуга знову займає вертикальне положення і при підніманні моста вільно проходить повз ролик візка. Завантажувальне пристосування залишається у ванні.
Аналогічно працює механізм узяття підвісок. Він укріплений на початку напрямної в тому місці, звідки потрібно забрати завантажувальне пристосування при підніманні моста. Механізм також являє собою рухому смугу, укріплену на осі, що являє собою продовження напрямної. У нормальному положенні смуга розташована горизонтально і при механічному впливі може відкидатися тільки нагору (за принципом собачки на візку при взаємодії зі штовхачем). При рухові вниз моста смуга опускається на ролик, відкидається і, сковзнувши по ролику, знову приймає горизонтальне положення. При підніманні моста ця смужка піднімає каретку за ролик. Завантажувальний пристосування взято. Металоконструкція Металоконструкцію призначено для розміщення всіх вузлів транспортної системи лінії і системи підведення технологічного струму. Металоконструкція складається з опорної рами, прокладеної на підлозі цеху і призначеної для розміщення опорних стояків. На опорних стояках монтуються вертикальні елементи металоконструкції - центральні стояки, напрямні (у них переміщуються вантажі) і торцові стояки. На стояках розміщується механізм горизонтального переміщення і все оснащення.
Опорну раму металоконструкції компонують з окремих секцій. Довжина лінії в цілому залежить від складу і кількості секцій, що входять у лінію. Постійними розмірами металоконструкцій є ширина і крок між стояками. Перемінними - висота (залежно від висоти завантажувального пристосування) і довжина (залежно від схеми технологічного процесу). Довжина металоконструкцій по осях ведучих зірочок для серійних ліній становить 6, 8,..., 22, 24 м (з кроком 2 м). Можуть бути різні варіанти компонування і, відповідно, різна довжина лінії (рис. 6.29).
Рис. 6.29. Схема компонування лінії. -опорний стояк, - напрямна, - центральний стояк з гідроциліндром. Масляна станція Масляну станцію призначено для створення необхідного робочого тиску в гідросистемі лінії і розподілу масла по всіх робочих органах. Вона складається з бака з маслом, лопатевого насоса з електродвигуном, системи розподілу масла, золотників з електромагнітним керуванням, фільтрів, холодильників і манометра. Ванни Ванни аналогічні до розглянутих вище. Головною відміною є те, що завантажувальне пристосування розміщується вздовж довжини лінії, опори-вловлювачі відсутні, а завантажувальне пристосування жорстко кріпиться на каретці. Ванни пристосовані для обробітку відразу двох паралельно укріплених завантажувальних пристосувань на одній позиції. При цьому по центральній осі ванни розміщується додатковий ряд електродів (рис. 6.30).Бортові відсмоктувачі на ваннах розміщуються з двох боків. Довжина ванни визначається часом технологічного процесу. Мінімальна довжина ванни відповідає розміщенню однієї пари завантажувальних пристосувань.
Рис. 6.30. Схема ванни лінії з жорстким циклом. Такі ванни застосовуються в тому випадку, якщо час обробки деталей за техпроцесом відповідає темпу виходу. Якщо час обробки більший темпу виходу, довжина ванни збільшується (розрахунок пояснюється рисунком 6.31).
Рис. 6.31. До розрахунку довжини ванни в гальванічній лінії.
Наприклад, кожний крок механізму горизонтального переміщення повторюється з інтервалом у 2 хв (темп виходу 2 хв). Якщо час осадження покриття = 20 хв, то підвіска у ванні повинна пересунутися на n=/ТВ = 20/2=10 позицій. Якщо довжина завантажувального пристосування дорівнює L1, відстань між завантаженнями L2, і відстань від завантаження до стінки ванни дорівнює L3, то довжина ванни Lв становить Lв = nL1 + (n-1)L2 + 2L3 Звичайно найдовшими ваннами в лінії є гальванічні ванни. Вони просторово займають місце з двох боків лінії і на повороті з одного ряду на іншій. Принцип розрахунку довжини ванни при цьому не змінюється.
ДОПОМІЖНЕ УСТАТКУВАННЯ ГАЛЬВАНІЧНИХ ВИРОБНИЦТВ
До допоміжного устаткування гальванічних виробництв належать стаціонарні підвіскові і дзвонові ванни для обробки дрібносерійної продукції, випрямлячі, устаткування для підготовки, очищення і перекачування електролітів, устаткування для попередньої підготовки поверхні деталей. Конструкції та принцип роботи стаціонарних ванн такі самі, як у ванн, що входять до складу гальванічних ліній: відмінними можуть бути тільки застосовувані матеріали і габарити.
Дзвонова ванна Для обробки дрібних рівноосьових деталей використовуються дзвонові ванни, які показано на рис. 6.32.
Рис. 6.32. Схема дзвонової ванни. 1-корпус ванни, 2-бортовий відсмоктувач, 3-струмопідвід до деталей, 4-дзвін, 5-електродвигун з редуктором, 6-рукоятка для повороту дзвона, 7-розвантажувальний лоток, 8-теплообмінник, 9-барботер.
Робочим елементом є дзвін, виконаний у вигляді зрізаного конуса з шістьома або вісьмома перфорованими гранями. Дзвін обертається на валі, укріпленому по подовжній осі дзвона, що приводиться в обертання електродвигуном через редуктор. Вал досить жорсткий і об'єднує в єдину систему дзвін і електродвигун. Ця система також здатна повертатися навколо поперечної осі так, що при обробці деталей дзвін занурений в електроліт під кутом до горизонту, а при розвантаженні деталей повертається приблизно на 90о, і деталі висипаються в спеціальний лоток.
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 379; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.106.87 (0.012 с.) |