Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розділ 1. Електрохімічні пристрої.Содержание книги
Поиск на нашем сайте
Розділ 1. ЕЛЕКТРОХІМІЧНІ ПРИСТРОЇ. ПРИЗНАЧЕННЯ І СПІЛЬНІ ЕЛЕМЕНТИ КОНСТРУКЦІЇ [9-12 ]. Класифікація електрохімічних пристроїв Усі електрохімічні пристрої призначено для перетворення хімічної енергії в електричну або навпаки, електричної в хімічну. Залежно від напряму перетворення вони діляться на хімічні джерела струму і електролізери. За призначенням електрохімічні пристрої можна умовно поділити на декілька класів: - хімічні джерела струму (ХДС); - електрохімічні реактори (електролізери); - електрохімічні перетворювачі інформації; - електрохімічні верстати; - гальванічні ванни. У хімічних джерелах струму протікають окисно-відновні реакції, у результаті яких із вихідних речовин з великим запасом енергії (G) утворюються продукти, запас енергії яких значно менший. Різниця запасу енергій виділяється у вигляді електричної енергії (цільовий продукт) і тепла (втрати корисної енергії). Електролізери - це електрохімічні пристрої, призначені для перетворення електричної енергії в хімічну. Підведена до електролізеру електрична енергія перетворюється і накопичується в ньому за рахунок утворення продуктів реакції, в яких запас енергії ((G) більший, ніж у вихідних речовин. Можна сказати, що електролізери використовуються для одержання товарної продукції шляхом електрохімічного синтезу неорганічних і органічних твердих, рідких або газоподібних речовин. Електрохімічні перетворювачі інформації призначено для контролю за величиною окремих параметрів (склад, концентрація, швидкість руху та ін.) газового або рідкого середовища, в яке поміщено перетворювач. Швидкість електрохімічної реакції, що протікає в перетворювачі, або величина потенціалу електрода залежить від величини вибраного для контролю параметра. Зміна зазначеного параметра веде до пропорційної зміни величини вихідного сигналу (струм, напруга), що реєструється вторинним приладом. Тобто, продукцією перетворювачів є наукова інформація. Електрохімічні верстати використовуються для локального анодного розчинення металу з метою надання деталі необхідної конфігурації та розміру. Використання цього методу доцільне при обробці дуже твердих сплавів і формуванні в деталях отворів складного профілю. Таким чином, завданням електрохімічної розмірної обробки матеріалу є високошвидкісне контрольоване знімання металу. Гальванічні ванни застосовуються для обробки деталей з метою нанесення на їхню поверхню тонкої плівки (від кількох мікронів до кількох десятків мікронів) металу або неметалу з метою надання оброблюваному виробові декоративного вигляду, підвищеної корозійної стійкості та інших властивостей. Електроди єдиної класифікації електродів не існує; їх об'єднують у групи за цільовими, конструктивними та іншими ознаками. Наприклад, електроди, на яких протікає окисний процес називають анодами, (знак їхнього заряду позитивний у електролізерах і негативний у ХДС), електроди, на яких реалізується відновний процес - катоди (негативно заряджені в електролізерах і позитивно - у ХДС). Електроди за формою бувають листові, дротові, трубчасті, сітчасті, розташовані вертикально і горизонтально. Електроди поділяють на моно- та біполярні, розчинні та нерозчинні. Монополярні електроди Аноди
Аноди поділяють на розчинні і нерозчинні. Розчинні аноди використовують у тих виробництвах, де продуктом є сам метал абойого сполука. Основною вимогою до таких анодів є низька перенапруга основного процесу і висока перенапруга побічних процесів і відсутність пасивації. Нерозчинні аноди призначено тільки для підведення електричної енергії до реакційного середовища. Матеріал анода повинен мати високу електропровідність, бути каталітично активним і селективним до конкретного електрохімічного процесу: перенапруга основного процесу має бути мінімальною, побічні процеси повинні протікати з максимально можливими великими електрохімічними опорами.
Катоди Катоди призначено для підведення струму до електрохімічної системи і реалізації відновного процесу. Продукти катодного відновлення можуть накопичуватися на його поверхні (осадження металу в гідрометалургії та гальванотехніці), розчинятися в катоді (утворення амальгами металу при електролізі з ртутним катодом) або відводитися від нього (виділення газу або рідких продуктів, що утворилися). Незважаючи на велику різноманітність типів і форм електродів, найбільш застосовуваними є пластинчасті електроди, особливо в гідроелектрометалургії. Біполярні електроди
Біполярними називаються електроди, що являють собою єдиний конструктивний вузол, у якого протилежні робочі поверхні заряджені різноіменно, причому поділ зарядів відбувається за рахунок поляризації в зовнішньому електричному полі. Як відомо, метал у твердому стані має кристалічні грати, у вузлах яких розташовуються позитивно заряджені атоми-іони, між якими переміщуються усуспільнені електрони. Метал первісно електронейтральний, тобто кількість позитивних зарядів дорівнює кількості негативних. При накладенні на метал зовнішнього електричного поля негативно заряджені електрони зміщуються до боку, зверненого до зовнішнього позитивного заряду (рис. 1.3).
У результаті зсуву відбувається локальне порушення електронейтральності металу: з боку зовнішнього позитивного заряду кількість електронів перевищує кількість позитивно заряджених атомів-іонів у вузлах кристалічних гратів і цей бік одержує негативний заряд. Протилежний бік електрода одержує надлишковий позитивний заряд, тобто електрод заряджується біполярно. Основною умовою роботи електрода є можливість вільного перенесення електронів через поверхню поділу шарів різних металів з одного боку електрода до іншого. У електрохімічних апаратах можуть застосовуватися нерухомі й рухомі електроди. Електродні контакти Електроди приєднуються до струмопроводів за допомогою електричних контактів. Контактів одного електрода зі струмопроводом може бути декілька, якщо необхідні: - легка замінність електродів при однаковому матеріалі контактів; - зміна у формі електродів при однаковому матеріалі контактів; - застосування різних матеріалів електродів і контактів. З економічних міркувань варто прагнути до того, щоб у місцях, які контактують, опір проходженню струму був мінімальним. У гідрометалургії цього досягти особливо важко. Для зменшення перехідного опору намагаються робити болтові і зварні (паяні) контакти.
Рис.1.6. Види болтових і зварних контактів. А - при зміні форми струмопідводів, Б - при зміні матеріалу (алюмінієвий струмопідвод і графітовий електрод). Електроліти Електролітами називаються рідкі і тверді тіла, в яких перенесення електрики здійснюється іонами. До рідких електролітів належать електропровідні розчини речовин у водяних і неводяних розчинниках, а також іонні розплави. До твердих електролітів належать кристалічні й аморфні сполуки з іонним перенесенням струму у твердому стані. Усі розчини електролітів, незалежно від їхньої природи, умовно можна розділити на дві групи: - фонові електроліти, - електроліти, що є вихідними речовинами при проведенні електрохімічних реакцій. До складу фонових електролітів входять такі іони, що беруть участь у перенесенні електричного струму і не беруть участь в електродних реакціях (наприклад, Na2SO4 при електролізі водяних розчинів). У електролітах, що є вихідними речовинами при проведенні електрохімічних реакцій, іони не тільки переносять електричний струм, але і вступають в електродну реакцію, наприклад, іони цинку при гідроелектрометалургійному одержанні цинку Іонні розплави солей, оксидів і гідроксидів металів також належать до рідких електролів. При плавленні їхня електропровідність збільшується стрибком, що свідчить про термічну дисоціацію речовин на іони в результаті руйнації кристалічних гратів. Відмінність розплавлених електролітів від розчинів полягає в значно більш високій питомій електропровідності, збільшенні електропровідності при зменшенні радіуса іона лужного металу. Твердими електролітами називають речовини, що володіють іонною провідністю у твердому стані. Звичайно тверді електроліти поділяють на дві групи - тверді кристалічні і тверді аморфні (полімерні) електроліти, до яких належать іонообмінні мембрани. Тверді кристалічні електроліти при низьких температурах виявляють напівпровідникові властивості, багато які мають як іонну, так і електронну провідність. Перемішування електроліту У більшості електрохімічних процесів потрібне перемішування електроліту для усунення в ньому концентраційних неоднорідностей. Перемішування електроліту для одержання рівномірного розподілу концентрації у ванні поділяють на два види: - перемішування повітрям або механічними перемішувальними пристороями без протоку і стікання електроліту; - проточне перемішування. Перемішування без протоку електроліту може здійснюватися барботажом, аероліфтним перемішуванням або за допомогою різних механічних перемішувальних присторїв. А. Перамішування барботажом (рис. 1.17, А). На дно ванни між електродами укладається труба з отворами, в яку від компресора подається повітря. Газові пузирі, що спливають, інтенсивно перемішують електроліт. Недоліком такого способу перемішування є складність регулювання рівномірного розподілу повітря по всьому об,ємові ванни.
Рис. 1.17. Схема непротічного перемішування електроліту.
Аероліфтне перемішування показано на рис. 1.17, Б. У ванні кріпиться відкрита з двох боків труба великого діаметра. У середину труби поміщено барботер. При подаванні повітря формується циркуляційний потік. Недоліком такого способу перемішування є різке падіння інтенсивності перемішування на відстані від труби. У випадку, коли на електродах відбувається виділення великої кількості газів (кисню або водню), зовнішнє перемішування не потрібне. Для перемішування електроліту у ванні за допомогою механічних пристороїв використовують чи обертові лопатеві або пропелерні мішалки, чи гребінь із стрижнів, що рухається зворотно-поступально між електродами, (рафінування срібла). Розділ 2. ДОПОМОЖНЕ УСТАТКУВАННЯ [13-16]
Допоміжним будемо називати устаткування, призначене для забезпечення нормального функціонування електрохімічних апаратів – основного устаткування електрохімічних виробництв. Забезпечення функціонування в більшості випадків полягає в підготуванні вхідної сировини, якою є різні електроліти. Допоміжне устаткування застосовується також для змішування, транспортування або сушіння твердих речовин. У даній главі розглядатиметься типове устаткування, найчастіше використовуване в різних електрохімічних виробництвах (одержання алюмінію, магнію і титану електролізом розплавлених середовищ, гідрометалургії цинку, нікелю та міді, виробництві хімічних джерел струму та ін.) на різних його стадіях. Найпоширенішим технологічним ланцюжком при отриманні продукту є: - розмел; - збагачення; - випал; - вилущування; - очищення від домішок; - концентрування; - сушіння готового продукту.
Подрібнювання сировини
У багатьох електрохімічних виробництвах на першому етапі передбачені дроблення і подрібнювання сировини для інтенсифікації наступних операцій – випалу, вилущування тощо. Процес дроблення і подрібнювання полягає в подоланні механічним шляхом сил зчеплення між частками твердих тіл. При цьому чим дрібніші шматки, тим важче вони піддаються дробленню. для одержання тонкоподрібненого продукту дроблення ведуть у кілька послідовних стадій. Для крупного дроблення застосовують щокові та конусні дробарки, для середнього і дрібного – використовуються молоткові дробарки, а тонкий помел звичайно здійснюється в кульових млинах. Щокова дробарка Щокова дробарка складається з жорсткого та міцного корпуса, на якому закріплена нерухома плита – щока. Друга плита, розміщена на деякій відстані від першої – рухома, вона може коливатися на осі, розташованій у верхній частині (рис.2.1). У щоковій дробарці матеріал подрібнюється між рухомою 1 і нерухомою 2 щоками. Рухома щока наближається до нерухомої за рахунок тиску шарнірно укріплених розпірних пліт 7 при зворотно-поступовому русі шатуна, розміщеного ексцентрично на валі масивного маховика. Дроблення відбувається при зближенні щік (робочій хід), при холостому ході відбувається вивантаження поділеного матеріалу і завантаження нових порцій. Ширина вивантажувального отвору і, отже, ступінь подрібнювання, регулюється взаємним переміщенням клинів 8.
Рис.2.1. Щокова дробарка: 1 – нерухома щока, 2 – рухома щока, 3 – вісь рухомої щоки, 4 – робоча камера, 5 – вал з ексцентриком, 6 – шатун, 7 – розпірні плити, 8 – клини регулювання зазора, 9 – маховик, 10 – зміна твердосплавна футерівка.
Конусна дробарка У конусній дробарці (рис.2.2) матеріал подрібнюється роздавлюванням між поверхнями внутрішнього рухомого і зовнішнього нерухомого конусів. Рухомий конус 2 приводиться в обертання навколо умовної нерухомої точки валом 3, укріпленим у ексцентриковому стакані 4. Стакан приводиться в обертання за допомогою конічної передачі. Ступінь подрібнювання визначається розмірами щілини між рухомим конусом і конічною чашею корпуса при максимальному їх зближенні. Розвантаження дробарки відбувається за рахунок дії сил тяження в момент розходження конуса і конічної чаші.
Рис.2.2. Схема конусної дробарки: 1 – конічна чаша, 2 – конус, що дробить, 3 – вал, 4 – ексцентриковий стакан, 5 – конічна передача, 6 – привідний вал, 7 – станина, 8 – підп´ятник
Молоткова дробарка Схема молоткової дробарки подана на рис.2.3. Дробарка складається з корпуса, футерованого сталевими плитами, по центру якого на валі ротора жорстко закріплено диски. Між дисками рухомо підвішуються молотки. Матеріал подається з бункера і дробиться ударами молотків, що швидко обертаються. Дроблення відбувається також і при ударах шматків сировини, що відкидаються молотками, об футерувальні плити. Подрібнений матеріал прокидається через колосникову решітку в нижній частині дробарки.
Рис.2.3. Молоткова дробарка: 1 – вал, 2 – ротор, 3 – молотки, 4 – футерувальні плити, 5 – бункер, 6 – подрібнювальний матеріал, 8 – колосникова решітка.
Кульовий млин Кульовий млин призначений для сухого та мокрого подрібнювання матеріалу самоподрібненням або під впливом молольних тіл. Найчастіше ними є тіла сферичної форми з керамічних або твердосплавних матеріалів. Кульовий млин (рис.2.4) являє собою масивний обертовий барабан з поміщеними всередину металевими кулями діаметром 30-60 мм. Подрібнюваний матеріал звичайно подається через одну з пустотілих цапф, піднімається на деяку висоту разом з кулями і падає вниз по параболічних траєкторіях. Подрібнювання відбувається в момент удару і скочування куль. Подрібнений матеріал видаляється через протилежну цапфу. Ефективність роботи кульового млина залежить від ступеня завантаження, маси куль, радіуса млина та швидкості його обертання. Не можна допускати надлишково великих швидкостей обертання, при яких кулі відцентровими силами притискаються до стінок барабана, піднімаються в найбільш верхню точку і не скорочуються вниз.
Рис.2.4. Кульовий млин: 1 – порожня цапфа, 2 – підшипники, 3 – барабан, 4 – привід, 5 – люк, 6 – цапфа живлення, 7 – кулі, 8 – привід
Вилуговування в автоклавах Для прискорення процесу вилуговування і вилуговування важкорозчинних сполук необхідне підвищення температури розчину. Для можливості збільшення температури вище 100оС в автоклавах збільшується тиск. Автоклави тому мають корпуси підвищеної міцності з товстостінного сталевого листа. У промисловості зустрічаються автоклави двох типів: - з поверхневим нагріванням і механічним перемішуванням; - із застосуванням перемішування і нагрівання гострою парою. Останні апарати вважаються більш ефективними. Схема горизонтального і вертикального автоклавів для вилуговування бокситів гострою парою подана на рис.2.12 і 2.13.
Рис.2.12. Горизонтальний автоклав 1 – корпус, 2 – теплоізоляція, 3 – перемішувальний пристрій, 4 – сопла для подавання пари, 5 – люк для завантаження пульпи, 6 – люк для вивантаження пульпи
Горизонтальний автоклав, який діє безупинно, має циліндричну форму, довжиною 22 м і діаметр 2, 4 м. Для підтримання твердих часток у розчині в завислому стані автоклав має перемішувальний механізм. Рамна мішалка, розташований на центральному валі, приводиться в обертання електродвигуном. Впускний люк для безупинної подачі бокситів розташовано у верхній частині корпуса, випускний – у нижній протилежній. Гостра пара вводиться через чотири сопла в торці апарата. Для забезпечення заданої тривалості варіння бокситів два апарати можуть з´єднуватися послідовно. Вертикальний автоклав періодичної дії являє сосбою клепаний сталевий циліндр великої міцності. У верхній частині розташований отвір для завантаження бокситів або пульпи, манометр і захисний клапан. Через кришку пропущена вертикально труба, що проходить до днища автоклава. По цій трубі відбувається розвантаження пульпи, що вичавлюється з автоклава надлишковим тиском пари. Пара подається знизу. Для зменшення тепловитрат автоклав зовні обшито тепло ізолювальним матеріалом. Габарити автоклава: об´єм – 27 м3, висота – 9,6 м, діаметр – 2,3 м. Тиск - 12÷15 атм, температура – 195оС.
2.13. Схема вертикального автоклава: 1 – корпус, 2 – розвантажувальна труба, 3 – завантажувальний люк. Сушіння
Сушінням називається процес видалення вологи з твердих або пастоподібних матеріалів. Це дозволяє поліпшити умови їх зберігання, транспортування, підвищити механічні властивості. У електрохімічних виробництвах сушіння застосовується при неорганічному синтезі (одержання перманганату калію), у виробництві акумуляторів, тощо. Конструкції сушарок дуже різноманітні і класифікуються за способом підведення тепла, видом використовуваного теплоносія, способом організації процесу та ін. Тарілкова сушарка Тарілкова сушарка (рис.2.26) має сталевий циліндричний корпус, розділений функціонально на сушильну камеру і холодильник. Всередині корпуса знаходяться тарілки. По осі корпуса розміщений обертовий вал з укріпленими на ньому скребковими мішалками. Сребки рухаються по кожній тарілці й улаштовані таким чином, що відбувається переміщення продукту по всій поверхні тарілки від центру до периферії або від периферії до центру. Тарілки в сушильній камері підігріваються парою. Пара також подається в змійовик по стінках сушильної камери Конструкція холодильника аналогічна, тільки в нього не подається нагрівальний агент.
Рис.2.26. Схема тарілчастої сушарки: 1 – корпус, 2 – вал мішалки, 3 – скребки, 4 – тарілки, 5 – нагрівачі.
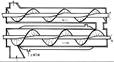
Сушарка працює таким чином: продукт подається з бункера, розташованого збоку сушарки на першу тарілку. З першої тарілки через отвір у центрі потрапляє на другу, де пересипається від центру до периферії і через отвори по краях потрапляє на третю і т.д. Проходячи 9 тарілок, продукт висихає і надходить у холодильник. Холодильник працює аналогічно, але містить лише 7 тарілок. Шнекова сушарка Шнеки – Архімедові гвинти – дуже широко використовуються в хімічної промисловості для переміщення і дозування сипких речовин. Шнекова сушарка (рис.2.27) складається з двох, розташованих одна над одною циліндричних судин з оболонкою для нагрівання парою і розміщення всередині шнеками для перемішування і пересипання продукту.
Рис.2.27 Схема шнекової сушарки. Випрямлячі
Для живлення електролізерів постійним електричним струмом раніш використовувалися хімічні джерела струму (для малопотужних лабораторних установок), електродвигуни-генератори і ртутні випрямлячі. Можливості електролізу значно розширилися при впровадженні напівпровідникових кремнієвих випрямлячів серії ВАК (випрямний агрегат кремнієвий). Вони менш енергомісткі, компактні, можуть служити джерелом реверсивного та імпульсного струму (модель ВАКР), що особливо важливо для гальванічних виробництв. Випрямні агрегати кремнієві забезпечують ручне регулювання напруги й струму та автоматичну їх стабілізацію і точність до 5% за напругою ф 10% за струмом. У цей час використовується також нове покоління випрямлячів – тиристорних (серія Т), які більш розширили можливості організації електролізу. За допомогою випрямлячів ТІ цієї серії можна одержувати імпульсний струм, (за заданою кількістю електрики, струмовим навантаженням в імпульсі, тривалістю імпульсів і пауз міх ними) або реверсивний (зі зміною полярності) струм за допомогою випрямлячів ТР. Тиристорні випрямні агрегати мають велику точність стабілізації. Рафінування міді Рафінування полягає в електрохімічному розчиненні чорнового металу або сплаву з переходом домішків у шлам або розчиненні і осадженні на катоді тільки цільового продукту, наприклад: АНОД: Си1 - 2e = Си2 + КАТОД: Си2 + + 2e = С и Безпосередньо процес рафінування міді полягає в розчиненні анода з чорнової міді з переведенням у розчин і в шлам домішків і осадженні на катоді чистої міді. Цей процес здійснюється у відділенні електролізу Електролізер являє собою бетонну ємкість прямокутної форми. У похилому днищі зроблено отвір для відведення шламу. Оскільки електролізу піддається сірчанокислий розчин сульфату міді, електролізер зсередини футеровано вініпластом або, рідше, свинцем (рис. 3.2).У електролізері поперемінно завішені аноди і катоди.
Рис. 3.2. Схема ванни для рафінування міді. 1 - анод, 2-головна шина, 3 - ізолятор, 4-корпус, 5-отвір для спуску шламу, 6-бруси-підпірки, 7-проміжна шина, 8-катодна штанга, 9-вініпластова футерівка, 10-катод, 11-штуцери для введення і виведення електроліту Катодний осад у ваннах рафінування нарощують на катодну основу або маточний катод - лист міді товщиною. Маточний лист одержують електрохімічно, осадженням міді на матрицю з міді або нержавіючої сталі. Для полегшення здирання маточної міді з матричного листа, останній ретельно полірується, обробється сульфідами, гасом. Листи маточної міді одержують у ваннах, конструкція яких не відрізняється від ванн рафінування. Час нарощування катодного осаду вагою 60¸130 кг на основу становить 7-10 діб. Відстань між осями однойменних електродів становить від 100 до 110 мм. Катодна щільність струму становить приблизно 200 А/м2, напруга між анодом і катодом - 0,3 В, загальна напруга на ваннах - 12-20 В, залежно від числа комірок. Для зручності роботи й підвищення рівномірності розчинення анодів при рафінуванні катодів застосовують на один більше, ніж анодів. Передавання струму від ванни до ванни здійснюється послідовно, від анода до катода. Для зручності роботи й підвищення рівномірності розчинення анодів при рафінуванні катодів застосовують на один більше, ніж анодів. Передавання струму від ванни до ванни здійснюється послідовно, від анода до катода. Перемішування електроліту у ванні здійснюється за протічною схемою: електроліт уводять з одного торцового боку знизу, а виводять з іншого зверху. У процесі електролізу за рахунок хімічного розчинення мідних анодів концентрація сульфату міді в розчині збільшується, а концентрація сірчаної кислоти - зменшується. Для підтримки постійного складу, електроліт вiдправляють на ренерацiю. Рафінування нікелю Отриманий методами металургії нікель містить велику кількість домішок і направляється на електрохімічне рафінування. Нікель - електронегативний метал з великою перенапругою розчинення і кристалізації та з невеликою перенапругою виділення водню. Це накладає відбиток на технологію його рафінування При розчиненні чорнового нікелю в розчин переходять не тільки іони нікелю, але й міді, заліза, кобальту. При анодному процесі всі ці іони спроможні розряджуватися на електроді, тому для досягнення процесу рафінування не можна вести електроліз без відокремлення анодного простору від катодного. Кожний катод поміщають в окрему комірку - каркас із натягнутою діафрагмою. У катодний простір безупинно подається очищений від домішків електроліт. Фільтруючись через тканину, він потрапляє в анодний простір, забруднюється домішками з анода і витікає з електролізера. Потім він очищується від домішок і знову подається в катодний простір. Електролізер - прямокутної форми бак із залізобетону Ванна футерована асфальтом, епоксидною смолою або має багатошарову футерівку з кількох шарів руберойду, поліізобутилену і діабазової плитки Для видалення аноліту слугує кишеня в одному з торців електролізера. Усередині кишені монтується зливальна коробка, що має штуцери зі шлангами. Нижній кінець зливального шланга опускають у ванну до нижньої кромки діафрагми. На дні електролізера встановлюють дерев'яну гребінку - підставку з вирізами для фіксування діафрагми У електролізер поміщують від 30 до 45 анодів (катодів - на один менше) Число електродів у ванні розраховують, виходячи з обраного струмового навантаження і щільності струму Електроекстракція цинку Сировиною для одержання цинку гідрометалургійним методом є сульфідна цинкова руда. При підготовці виробництва на першому етапі відбувається подрібнювання і збагачення руди флотацією, потім - окисний випал концентрату при 850-900 оС у печах киплячого шару. Вилуговуання недогарка робиться у відпрацьованому електроліті з підвищеним вмістом сірчаної кислоти. Процес вилуговування може бути одно- і багатостадійним, кислим і нейтральним. Для кислого вилуговування застосовуються агітатори з механічним перемішуванням, для нейтрального використовуються “пачуки”. У останньому відбувається відділення від електроліту іонів тривалентного заліза й алюмінію, що утворюють нерозчинні гідроксиди. Потім розчин надходить на просвітлення і фільтрацію. Відділений від розчину кек містить велика кількість цинку та інші цінні компоненти й оброблюється для їхнього добування. Для цього кек змішується з вуглем і обпікається в обертових печах. Оксиди відновлюються до металу і знову окислюються киснем повітря. Отримані оксиди знову направляються на вилуговування й очищення розчину. Електропозитивні домішки (мідь) відокремлюються цементацією цинковим порошком. Електролізер для екстракції цинку являє собою прямокутну ємкість із залізобетону або сталі Зовнішня поверхня захищається кислотостійким лаком, внутрішня футерується свинцем або вініпластом. Електролізери встановлюють на скляні або порцелянові ізолятори. Число анодів - 15-30 штук, катодів - на 1 менше. Відстань між однойменними електродами приблизно 60 мм. Аноди - з листа свинцю з добавкою 1% срібла на мідній освинцьованій штанзі. На краї вдягаються спеціальні обмежники з гуми для запобігання коротким замиканням. Катодні листи мають розміри на 20-25 мм більше анодних, їхня товщина 4-8 мм, матеріал - алюміній. На краї катодів одягають обмежники, що не дозволяють покриттю на двох боках катода зростатися. Електроди у ванні з'єднані паралельно. Видалення цинку з катода здійснюється тим частіше, чим вища щільність струму. Сучасні електролізери працюють при струмовому навантаженні 15000 А, число катодів сягає 30 (число анодів на один більше). Відстань між осями однойменних електродів - 80 мм. Напруга на ванні сягає 3,5 В ОДЕРЖАННЯ ХЛОРУ І ЛУГУ Конструкції електролізерів для одержання хлору і лугів визначаються властивостями одержуваних продуктів і технологією їх одержання. Сумарну реакцію процесу можна представити як
Одержувані газоподібні продукти здатні взаємодіяти між собою, причому на світлі ця реакція протікає з вибухом. Хлор активно взаємодіє з лугом Cl2+2NaOH=NaCl+NaClО+H2O У результаті реакції утворюється вихідний хлорид натрію і гіпохлорит натрію. Це призводить як до зменшення виходу за струмом цільового продукту, так і до його забруднення побічними продуктами. У цілому, згадані процеси обумовлюють необхідність відокремлення продуктів реакції один від одногг. Це можливо або при розділенні електродних просторів електролізера, або при одержанні проміжних продуктів, що не вступають у взаємодію між собою (рис.4.1).
Рис.4.1. Схеми електролізерів для одержання хлору і лугу. 1-діафрагмовий, 2- з ртутним катодом, 3-мембранний. ДІАФРАГМОВІ ЕЛЕКТРОЛІЗЕРИ Види: Електролізери з горизонтальним розташуванням електродів Електролізери з фільтрувальною діафрагмою і вертикальними монополярними анодами Горизонтальний секційний електролізер Вертикальний секційний електролізер Біполярні електролізери: Ящиковий електролізер, Біполярний фільтр-пресовий електролізер системи "Гланор" Першими електролізерами, що знайшли широке промислове застосування, були електролізери з розділенням електродних просторів єдино доступним і таким, що відповідає вимогам інертності, природним діафрагмовим матеріалом - азбестом. Цей спосіб одержання хлору і лугу отримав назву діафрагмового електролізу. Загальний недолік способу визначається властивостями кожної пористої діафрагми: вона не перешкоджає міграційному перенесенню ОН--іонів в анодний простір, що призводить до описаної вище взаємодії лугу з хлором, що утворюється. Для запобігання такому перенесенню було використано іншу властивість діафрагм - здатність фільтрувати електроліт. Для заглушення міграційного перенесення ОН--іонів рух потоків фільтрації спрямовано назустріч міграційному потокові іонів гідроксилуз анодного простору в катодний. Свіжі порції розсолу подаються в анодний простір, а рівень електроліту в катодному просторі підтримується нижчий, ніж в анодному (рис. 3.1.А). Фільтрація електроліту через діафрагму заглушує міграційне перенесення, але забруднює одержуваний луг хлоридом натрію і сильно зменшує його концентрацію. ЕЛЕКТРОЛІЗЕРИ З РТУТНИМ КАТОДОМ При всій різноманітності конструкцій хлорних електролізерів з ртутним катодом, вони являють собою агрегат, що включає власне електролізер, розкладник амальгами і насос для циркуляції ртуті (див. схему на рис. 4.1). Класифікація електролізерів Донині розроблено велику кількість різних конструкцій електролізерів, які за їхніми ознаками можна розділити на такі групи: 1. Електролізери з горизонтальними електродами і горизонтальним розкладником амальгами (Київ, завод хімікатів). 2. Електролізери з горизонтальними електродами і вертикальним розкладником амальгами. 3. Електролізери з вертикальними електродами. 4. Електролізери з дуже похилими електродами. 5. Електролізери з анодами, зануреними в ртутний катод. Найбільше поширення одержали електролізери, що входять до першої й другої груп. До другої групи належать усі сучасні потужні електролізери. Конструкції інших обумовлено спробами зменшити витрати виробничих площ. До серійного застосування їх не доведено, і розглядатися в даному курсі вони не будуть. Вимоги до електролізерів Виключення виділення ртуті з електролізера і захист від ртуті навколишнього середовища. Мінімальна закладка ртуті в електролізер. Мінімальний внутрішній об’єм газу в електролізері. Наявність системи регулювання положення анодів. Паралельність усієї робочої поверхні електродів. Рівномірність розподілу струму по всіх електродах. Легкість розбирання і складання електролізера. Виключення забруднення ртуті конструкційними матеріалами, запобігання потраплянню NaCl у розкладник. Повнота розкладання амальгами в розкладнику. Технологічність виготовлення. Велика потужність (струмове навантаження). Густина струму близько 15 кА/м2. Електролізер Усі електролізери, у принципі, мають одну й ту саму будову, яка відрізняється лише в деталях. Власне електролізер має днище, що складається з двох частин, зміцнене ребрами жорсткості Днище є струмопідводом до катода - шару ртуті. Крім того, на днище монтують бічні стінки з гумованих сталевих балок. До корпуса електролізера приєднують вихідну і вхідну кишені, що утворюють катод і ванну електролізера з вихідними і вхідним пристроями для введення і виведення продуктів. Електролізер зверху закривають гнучкою гумовою або сталевою гумованою кришками, через які герметично проходять струмопідводи анодів. Аноди зібрано в групи і секції, кожна з яких обпирається на регульовані стояки і має привід для переміщення групи анодів у вертикальному напрямку. На цих же пристроях кріпляться мідні шини, що підводять струм до анодів. Одним з найважливіших елементів електролізера є днище. Поверхня дна електролізера, по якій протікає ртуть, має бути рівною, плоскою і не деформуватися при складанні. Положення дна ретельно вивіряється і вирівнюється. Це пов'язано з тим, що працездатність електролізера і придатність методу в цілому визначається протіканням тільки одного процесу - утворення амальгами. Звичайно цей процес забезпечується тим, що перенапруга виділення водню на ртуті значно більша, ніж натрію. Але при оголенні ділянки днища, на ньому починається інтенсивний процес виділення водню, тому що перенапруга виділення водню на сталі невелика. Оголення днища з-під шару ртуті можливе з таких причин: -мала товщина шару ртуті; -нерівності днища; -установка днища з перекосом; -велика швидкість стікання ртуті, при якій у шарі ртуті виникають вихори, хвилі й западини. Розкладники амальгами призначено для розкладання амальгами з одержанням чистої ртуті, лугу і водню: 2NaHg + 2H2O = 2NaOH + H2 + 2Hg. Для розкладання амальгами в розкладник подається вода Процес розкладання амальгами супроводжується виділенням водню. Видыляють горихонтальнi та вертикальнi розкладники. МЕМБРАННІ ЕЛЕКТРОЛІЗЕРИ Мембранний електроліз і мембранні еленктролізери мають ознаки як діафрагмового, так і ртутного методу. Електролізери з вертикальним розташуванням електродів і сталевих сітчастих катодів, як у діафрагмовому методі, а живлення електролізера електролітом здійснюється роздільно по анодних і катодних просторах. У анодні подається розсіл, у катодні - демінералізована вода, як у ртутному методі. Роздільне живлення розсолом і водою та відсутність
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 352; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.218.219 (0.015 с.) |