Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технічні характеристики барабанних електролізерівСодержание книги
Поиск на нашем сайте Барабанні електролізери характеризуються: А) Розмірами власне барабана: діаметром описаної окружності “d” і довжиною “L”. Діаметри барабана змінюються в межах від 320 до 520 мм, а довжина від 610 до 1170 мм. Звичайно L/d~2. У характеристиці барабана також указуються максимальне завантаження деталей по масі та швидкість обертання барабана. Б) Параметрами барабанного електролізера в цілому. При цьому вказуються розміри між найбільш виступними елементами конструкції за довжиною, висотою і шириною (розміри у світлі). В) Довжиною гальванічної ванни.
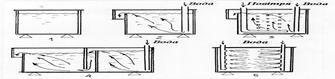
Ванни Ванни призначено для виконання операцій, передбачених технологічним процесом. Вони являють собою прямокутні зварні ємкості, що мають набір стандартних уніфікованих елементів конструкції - опори- вловлювачі, опори-ізолятори, теплообмінники, барботери тощо. Усі ванни мають зливальні штуцери, виконані врівень з дном ванни, що має ухил 1:50 або 1:100 у бік штуцера. Ванни встановлюють на порцелянові опори-ізолятори, ванни з підігрівом теплоїзолюють. За необхідності уздовж довгого боку ванни розміщують бортові вентиляційні відсмоктувачі. Габарити ванн ліній, що серійно виготовляються, найчастіше мають такі внутрішні розміри (довжина, ширина, висота): L 1120 1600 2240 b 800 (630*) 800 (630*) 800 (630*) h 1250 1250 1600, де 800 - внутрішній розмір гальванічної ванни; 630* - внутрішній розмір хімічної ванни. Габарити інших ванн, а також їхні зовнішні розміри наведено в держстандарті або довіднику [41, 48]. Зовнішній вигляд ванн різного призначення показано на рис. 6.13. Найбільше простою за конструкцією є ванна хімічної обробки. Такі ванни призначено для травлення, активації, наповнення оксидної плівки. Така сама ванна може використовуватися в промивальному комплексі як ванна вловлювання. Ванна для нанесення гальванічних покриттів відрізняється більшою шириною, що обумовлено необхідністю розміщення анодів уздовж довгих стінок ванн. За необхідності ванни можуть комплектуватися нагрівачами, холодильниками і барботерами. Холодильники розміщують уздовж стінок вертикально, нагрівачі - або біля стінок, або уздовж дна.
Рис. 6.13. Схеми ванн в автоматизованій гальванічній лінії з гнучким циклом А- ванна хімічної обробки, Б - гальванічна ванна, В- ванна електрохімічного знежирювання, Г - промивна ванна, Д- промивна каскадна ванна. 1 - корпус, 2 - опори-ізолятори, 3-опори-вловлювачі, 4-анодні штанги, 5-зливальний штуцер, 6-переливний штуцер. Ванна електрохімічного знежирювання відрізняється від гальванічної ванни наявністю переливної кишені, призначеної для періодичного обміну електроліту і відокремлення жирових забруднень, видалених з поверхні деталі. Ширина кишені становить близько 100 мм. Ванни промивання також показано на рис. 6.13. Для протічного промивання застосовуються ванни, аналогічні ваннам хімічної обробки, але такі, що мають переливну кишеню. До складу промивального комплексу АЛГ входять також ванни каскадного промивання, що складаються з кількох промивних відсіків, відділених один від одного внутрішньою перегородкою. Вода подається тільки в один відсік, а в інші вона перетікає самопливом через перегородки. Рівень води в різних відсіках ванни при цьому різний. Промивні ванни (рис. 6.14) застосовуються для промивання деталей після кожної технологічної операції. Промивання можна робити методом занурення (об'ємний метод промивання), струминним методом (метод душирування) і комбінованим методом. Для якісного промивання деталей необхідна циркуляція води уздовж їхньої поверхні. Тому підведення і відведення води до промивних ванн здійснюється зверху і знизу. Рис. 6.14. Схеми організації промивання. 1 - непротічне промивання 2- протічне промивання, 3- протічне промивання з барботажем, 4- каскадне промивання, 5- душирування.
З об'ємних методів промивання найбільш ефективне промивання з перемішуванням пузирками повітря. Повітря від вентилятора подається у ванну через барботер з витратою 0,2 л/хв на один літр води у ванні. Струминний метод застосовують при промиванні деталей простої форми або для змивання з поверхні деталей в’язкого електроліту. За витратою води він більш економічний у порівнянні з об'ємними методами, оскільки вода пускається тільки при опусканні деталей у ванну. Для пуску води в опори-вловлювачі поміщують клапан, на який натискає основа підвіски. Деталі, оброблювані в барабанах, промивають зануренням у протічну воду. Залежно від температури промивних вод, промивання подяляють на холодні, теплі (до 50о С) і гарячі (до 80 оС). У багатоступінчастих промивних ваннах допускається комбінація “гаряче - тепле” або “тепле - холодне” промивання. При цьому тепло підводиться тільки до більш нагрітого відсіку ванни.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 323; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.152 (0.007 с.) |