Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Подвесные конвейеры для транспортировки тушек птицыСодержание книги
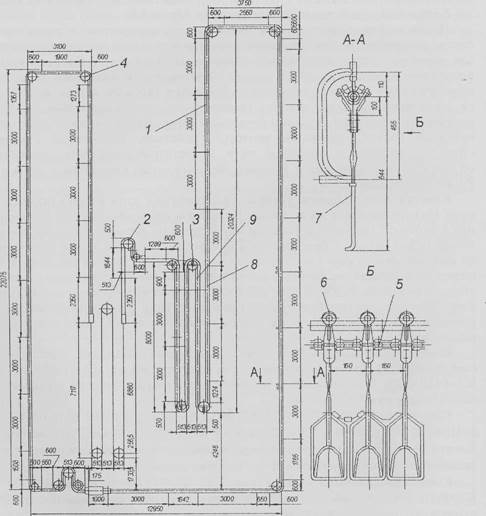
Поиск на нашем сайте Конвейеры на птицекомбинатах позволяют создавать определенный ритм производства, обеспечивают технологическую поточность производства, повышают производительность труда, улучшают качество обрабатываемой продукции. Их недостаток— относительная сложность устройства, необходимость значительной высоты и прочности здания и большая трудоемкость обслуживания. Конвейеры К7-ФЦЛ-6/41 (01, 04, 06, 09, 11, 12, 17, 18, 19) предназначены для пространственного транспортирования тушек птицы при убое, обескровливании и удалении оперения. Конвейеры марки К7-ФЦЛ-6/41-04 используют для транспортирования уток (утят), марки К7-ФЦЛ-6/41-06—для индеек (индюшат), а остальные — для бройлеров; конвейеры марки К7-ФЦЛ-6/41 имеют две приводные станции, а остальные модификации — одну. Шаг подвесок и кареток у конвейеров К7-ФЦЛ-6/41-04 равен 320, у остальных модификаций — 160 мм. Конвейеры состоят из подвесного пути 1, приводов 2, натяжных станций 3, десяти поворотных станций 4 (на 180 и 900), цепи тяговой 5, кареток 6 с подвесками 7, сбрасывателя 8, привода сбрасывателя 9 (рис. 36). Конвейер К7-ФЦЛ-6/41-13 предназначен для транспортирования тушек утят при их восковании. По конструкции он аналогичен конвейеру К7-ФЦЛ-6/41. Особенность — различие в подвесках, а также он имеет одиннадцать поворотных станций.
Конвейеры К7-ФЦЛ-6/41-02, К7-ФЦЛ-6/41-05, К7-ФЦЛ-6/41-07, К7-ФЦЛ- 6/41-08, К7-ФЦЛ-6/41-10, К7-ФЦЛ-6/42, К7-ФЦЛ-6/43 предназначены для транспортирования тушек птицы на участках потрошения и по конструкции аналогичны конвейеру К7-ФЦЛ-6/41; имеют восемь поворотных станций. Конвейеры К7-ФЦЛ-6/41-14 (рис.41), К7-ФЦЛ-6/41-15, К7-ФЦЛ-6/41-6, К7-ФЦЛ-6/41-20 предназначены для транспортирования тушек птицы при их охлаждении; по конструкции они аналогичны и имеют девять поворотных звездочек. Конвейер К7-ФЦЛ-6/45 предназначен для транспортирования тушек бройлеров на участки их сортировки и упаковки. Имеет десять поворотных устройств. Конвейер К.7-ФЦЛ-6/46 транспортирует тару на участок упаковки тушек и имеет три поворотные станции.
Рисунок 36. Конвейеры марки К7-ФЦЛ-6/41-04 для транспортирования тушек
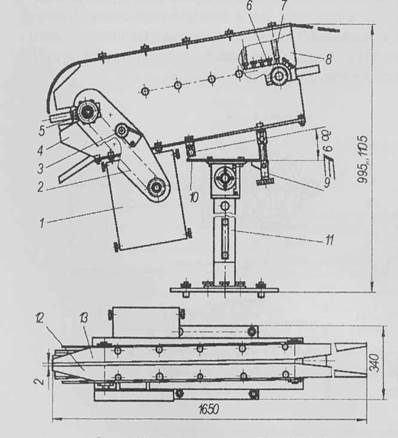
Скорость движения цепи конвейера (м/мин) зависит от длины рабочей части участка, где совершаются технологические операции, и времени, потребного для их проведения. Длину рабочей части пространственного конвейера определяют при проектировании в зависимости от производительности конвейера, его конфигурации. Она должна обеспечить удобную расстановку рабочих по технологическому циклу. Для контроля количества обработанной птицы применяют счетчики, конструкция которых основана на рычажной системе (рис.43)
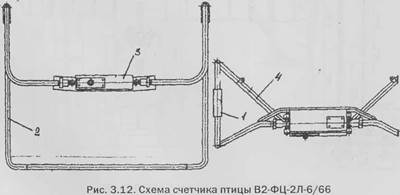
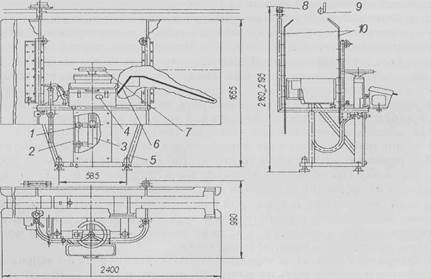
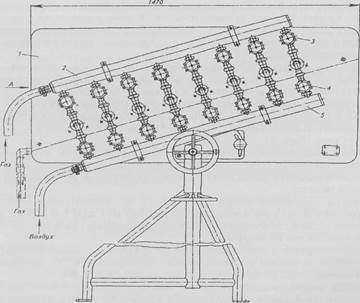
Рисунок 37. Счетчик птицы С четчик птицы В2-ФЦ-2Л-6/66 предназначен для автоматического подсчета тушек птицы всех видов. Состоит из каркаса 2, направляющей 4, кронштейна 7, датчика 3. Каркас представляет собой сварную трубчатую конструкцию. Подвески пространственного конвейера с навешенной птицей по ходу движения отклоняются направляющей от вертикального положения и подвеска нажимает на пружинный флажок, входящий при этом в прорезь переключателя. Замыкается электрическая цепь, сигнал поступает в пульт контроля и фиксируется на табло цифровой индикации счетчика импульсов. После схода подвески с флажка последний под давлением силы собственной упругости возвращается в исходное положение. На птицеперерабатывающих предприятиях применяют оборудование для электрооглушения птицы. А ппарат РЗ-ФЭО (рис.38), предназначен для анестезирования живой сухопутной и водоплавающей птицы посредством воздействия на нее электрическим током с использованием воды в качестве контактной среды. На станине 5 закреплена стойка, состоящая из двух швеллеров 2. По швеллерам на колесах (с помощью винтовой передачи и штурвала) перемещается каретка 3. На ней закреплена ванна 6, в которой поплавковым регулятором поддерживается заданный уровень воды. Ванна с двух сторон ограждена пластмассовыми щитами 10 и изолирована от других конструкций. Ток от электрошкафа 4 подается к ванне и направляющей 9, смонтированной на несущих конструкциях конвейера. Оглушение происходит после того, как голова птицы попадает в ванну с водой, а подвеска контактирует с направляющей. Напряжение оглушения регулируют в зависимости от вида птицы в пределах от 60 до 210 В. Все аппараты, использующие для оглушения электричество, должны быть надежно заземлены и снабжены блокирующими устройствами 8, которые отключают аппарат при осмотре и ремонте. Рабочее напряжение, установленное для определенного вида птицы, подается к направляющей и к ванне изолированной конструкции и заполненной водой. При движении конвейера подвеска с птицей в рабочей зоне входит в контакт с направляющей. Птица, попадая головой в контактную среду, замыкает электрическую цепь, подвергаясь при этом воздействию электрического тока. Наличие воды обеспечивает надежный контакт с тушкой птицы и создает необходимое рабочее напряжение для ее оглушения. Продолжительность оглушения бройлеров 15 с, а водоплавающей птицы — 30 с.
Рисунок 38. Аппарат РЗ-ФЭО Усовершенствование автоматов для оглушения птицы через воду или электролит касается, в основном, создания конструкций, при которых голова погружается в воду частично, так чтобы птица не могла вдохнуть воду из ванны (что привело бы к загрязнению полости тушки), а также конструкций, в которых обеспечивается ступенчатое регулирование напряжения во время оглушения или улучшение контакта между птицей и электродами, соединенными с электрической цепью, например, с помощью смачивания ног и головы птицы водой посредством орошения.
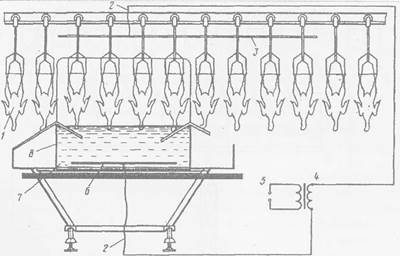
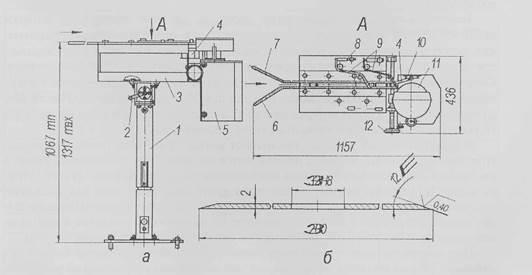
Рисунок 39. Устройство для оглушения птицы: 1 — птица; 2 — проводник; 3 — штанга; 4 — зажим вторичной обмотки трансформатора; 5 — зажимы первичной обмотки трансформатора; 6 — металлическая пластина; 7 — электролит; 8 — корпус ванны. Убой и обескровливание На птицеперерабатывающих предприятиях применяют машины для наружного обескровливания: В2-ФЦ-2Л-6/4 бройлеров и индеек и В2-ФУЛ-2/1 — для уток (рис.40). Конструкции аналогичны, различия — по высоте регулировки. На стойке 1, выполненной по схеме «труба в трубе», крепят корпус машины 3. По высоте корпус регулируют с помощью пары винт — гайка, установленных внутри стойки, конической передачи и рукоятки 2. Птица после электрооглушения, подвешенная за ноги, конвейером подается к машине. Голова птицы попадает в щель между направляющими 6 и 7 и протягивается через нее до касания с первым рычагом 9, удерживаемым пружиной. 8. Происходит задерживание и скопление птицы, и при этом головы вплотную выстраиваются друг за другом. Первая голова преодолевает сопротивление пружины и попадает в пространство между рычагами 9, где происходит ориентирование клюва по отношению к ножу 11. При прохождении второго рычага происходит окончательное подтягивание головы к направляющим. Далее голова попадает на направляющую 4, обеспечивающую правильный надрез на левой стороне головы без повреждения трахеи и пищевода. После электрооглушения тушки конвейером подаются к машине. Голова на уровне шеи попадает в щель, образуемую направляющими. Рычаги притормаживают голову до тех пор, пока сонная артерия и яремная вена не окажутся в зоне вращающегося дискового ножа. Одновременно происходит ориентация положения головы. После вскрытия сонной артерии и яремной вены тушки поступают на лоток обескровливания.
Технические характеристики машин наружного убоя Таблица 13
Рисунок 40. Схема машины В2-ФУЛ-2/1 для наружного убоя Тепловая обработка При шпарке тушек под действием тепла мышцы, удерживающие перо в перьевой сумке, расслабляются, сила удерживаемости пера уменьшается и удаление перьевого покрова, или ощипка, облегчается. После шпарки перо легко удаляется с помощью машин. В промышленных условиях применяют мягкие и жесткие режимы шпарки. Режимы шпарки Таблица14
Таблица 15
Погружением в горячую воду проводят полную шпарку (когда обрабатывают всю поверхность тушки) или подшпарку (когда дополнительно обрабатывают головы, шеи, концы крыльев, в которых перо удерживается наиболее прочно). В шпарильных чанах на тушки направляют интенсивные потоки горячей воды, которые должны двигаться против направления роста и прилегания к коже оперения. Этим достигаются полное погружение тушек в воду и разрыхление покрова из перьев, что интенсифицирует теплообмен. Потоки воды создаются осевыми насосами (рис.41 ). При установке осевого насоса 3 (рис.41, а) горизонтально вода подается из средней части аппарата, под напором поступает в боковые отсеки и оттуда, переливаясь через стенку внутреннего корпуса 2, каскадом выливается на тушки, движущиеся на подвесном конвейере. Недостаток данной схемы — большое расстояние, на которое перемещается жидкость вдоль аппарата, и в связи с этим большие гидравлические сопротивления, а также неравномерность орошения. Поэтому такую схему применяют в аппаратах малой производительности. Во второй схеме (рис.41, б) осевые насосы 3 устанавливают попарно вертикально в боковых карманах на внешнем корпусе 1 аппарата и создают поперечную циркуляцию воды. В этом случае уменьшается сопротивление движению воды и достигается большая равномерность потоков вдоль аппарата.
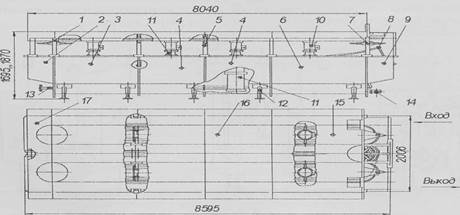
Рисунок 49. Технологическая схема шпарки тушек птицы В третьей схеме (рис.41, в) осевые насосы 3 устанавливают вертикально по центру во внутреннем корпусе 2 или в цилиндрической трубе-диффузоре. В подобной схеме лучше условия циркуляции при меньшем числе насосов и ниже удельные затраты электроэнергии. При установке осевых насосов вертикально в боковых карманах или по центру возможна любая производительность шпарильных аппаратов. Аппараты тепловой обработки К7-ФЦЛ-6/5, К7-ФЦЛ-6/5-01, К7-ФЦЛ-6/5-02, К7-ФЦЛ-6/5-03, К7-ФЦЛ-6/5-04 (табл.16) предназначены для шпарки тушек птицы всех видов с целью облегчения удаления с них оперения. Аппарат К7-ФЦЛ-6/5 для шпарки птицы (рис.42) с центральным расположением насоса имеет ванну, состоящую из четырех сдвоенных секций шпарки 3,4 и 6, входной 9 и поворотной 2 секций. Все секции соединяют между собой с помощью фланцев и болтов, а стыки герметизируют резиновыми прокладками. Ванна устанавливается на опорах 12 и в нижней части имеется сливной патрубок 14. В центре каждой секции шпарки установлен цилиндрический корпус оросителя 11 с отверстиями в нижней части, через которые крыльчаткой насоса подается вода. Насос приводится во вращение электродвигателем 10. Над ванной на раме 5 смонтированы направляющие 8 и звездочки двойного 1 и одинарного 7 узлов поворота, через которые проходит цепь технологического конвейера с навешенными тушками птицы. Вода нагревается острым паром, подаваемым по паропроводу 13. Сверху аппарат закрыт крышками 15, 16 и 17, которые уменьшают запах, снижают шум и потери теплоты. Крышки могут быть подключены к вентиляции цеха. Тушки на подвесках заходят во входную секцию 9, и направляющие 8, воздействуя на подвески, погружают тушку под уровень воды.
Рисунок 42. Аппарат К7-ФЦЛ-6/5 для шпарки птицы Тушки четыре раза проходят через аппарат и после шпарки выходят с другой стороны входной секции 9. В аппаратах типа К7-ФЦЛ может быть от одной до восьми секций. При этом производительность меняется от 1000 до 6000 шт./ч. Техническая характеристика тепловых аппаратов Таблица.16
Удаление оперения Удаление оперения осуществляют автоматически, доощипку — вручную. Современные машины для ощипки тушек птицы основаны на использовании сил трения, возникающих между рабочими органами машины и перьевым покровом птицы. Удаление оперения возможно при условии, когда силы трения скольжения превышают или по крайней мере равны сумме сил удерживаемости оперения. При съеме оперения преодолевается сопротивление (удерживаемость), которое зависит от размеров, глубины залегания корня, возраста и упитанности птицы, времени года; удерживаемость однородных объектов зависит также от силы охвата корня, предварительной обработки. Машина К7-ФЦЛ/7 (рис.43) предназначена для удаления пера с тушек кур, цыплят и уток.
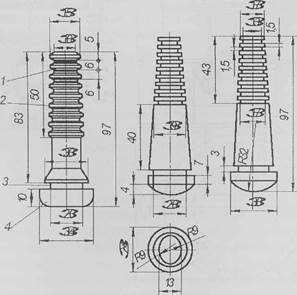
Рисунок 43. Машина К7-ФЦЛ/7 Для удаления оперения с тушек птицы широко применяют пальцы, которые изготавливают из сплошной формованной резины со стальным армированием (рис.44). Рабочая часть 1 пальца бывает цилиндрической или конической с рифлением, конфигурация которого зависит от вида выполняемой операции. Жесткость пальца определяется переходной частью 2, выполняемой по профилю балки равного сопротивления. На нижнем конце пальца делают цилиндрический паз 3 и основание 4. Палец крепится на барабане, диске или конической головке. Барабаны и диски являются рабочими органами перосъемных машин. Установка Г8-МОП-2 (А5-АСА) (рис.45) предназначена для удаления оперения всех видов птицы и состоит из корпуса 2, лотка 3, диска 7, редуктора 10, станины 8, пневмопровода 9, муфты 13 и электродвигателя 14.
Рисунок 44. Схема резиновых пальцев Перед пуском подаются вода и сжатый воздух давлением 0,2-0,3 МПа для питания пневмосистемы. Загрузка осуществляется через лоток, перекрываемый пневмоцилиндром 11. Обработанная птица под действием центробежной силы выбрасывается через дверь 7, которая открывается пневмоцилиндром 12. Снятое перо смывается водой в поддон 4 и резиновыми кольцами 5, вращающимися вместе с дисками, удаляется через сливное окно 6. Техническая характеристика пальцевых машин Таблица.17
Рассмотренные машины для съемки оперения — пальцевые — имеют упругие рабочие органы, которые создают тянущее усилие за счет своей жесткости. Тянущее усилие, создаваемое каждым упругим рабочим органом при работе одностороннего контакта.
Рисунок 45.Схема автоматической установки для снятия оперения с сухопутной и водоплавающей птицы Г8-М0П-2 Бильные машины служат для съемки основной массы пера. В этих машинах оперение удаляется за счет энергии удара быстро вращающегося била. Работа совершается билом приблизительно за оборота, а 3/4 оборота — холостой ход. Машина бильно-очистная К7-ФЦЛ/6 (рис.46) предназначена для смыва прилипшего пера к тушкам и их мойки. Она состоит из двух секций, которые своими ползунами размещаются на поперечных стяжках рамы 1. Каждая секция представляет собой листовой каркас 2, внутри которого смонтирован электродвигатель и барабан 5 с резиновыми билами 4. Имеется быстросъемный щиток 6. Удаление прилипших перьев и мойка тушек производятся внутри машины. Перья удаляются резиновыми билами сверху вниз благодаря уклону барабанов, созданному за счет наклона всей машины. Поступающая через оросительные трубопроводы 3 вода смывает перо.
Рисунок 46. Схема бильно-очистной машины К7-ФЦЛ/6 Техническая характеристика бильных машин Таблица 18
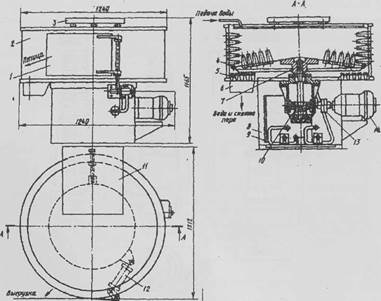
Опалка В линиях переработки сухопутной птицы при недостаточно качественной обработке по снятию оперения волосовидное перо на тушках цыплят, цыплят- бройлеров и кур удаляют путем сжигания при опалке. Для обеспечения высокого качества продукции, предотвращения возможного местного обугливания кожи, разрывов, связанных с нарушением режимов опалки, поддерживают температуру 700—800 °С и продолжительность обработки 40 с. Аппарат РЗ-ФГО (рис.47) предназначен для опалки тушек птицы. Его монтируют под технологическим конвейером, и тушки проходят между двумя щитками 1, на которых установлено по шестнадцать горелок. В горелках сгорает газовоздушная смесь, образующаяся в смесителях, в которые поступает газ и воздух по трубам соответственно 2 и 5. Расход газа и воздуха регулируется кранами 3 и 4. Смесь поджигается запальниками. Положение каждого из щитков относительно конвейера регулируют автономно в вертикальном на 160 мм и горизонтальном на 150 мм направлениях с помощью ходовых винтов, гаек, маховиков. Производительность аппарата РЗ-ФГО до 3000 тушек в 1 ч, объемный расход газа и воздуха 2 и 6,1 м3/ч при давлении соответственно 1,5 и 12 кПа. Масса установки 200 кг.
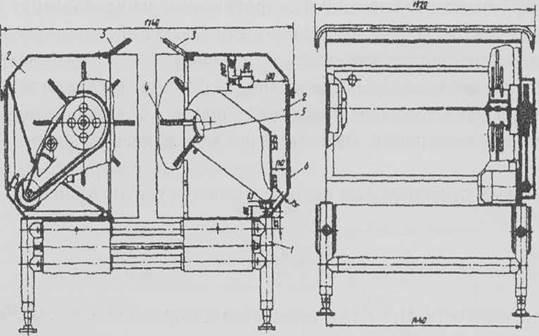
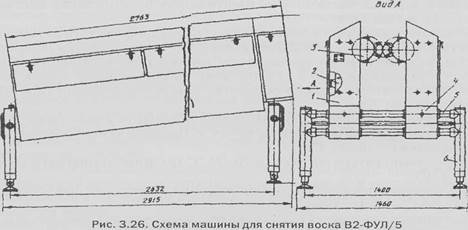
Рисунок 47. Аппарат РЗ-ФГО для опалки тушек птицы Воскование При переработке водоплавающей птпцы в период линьки на автоматах для ощипки на тушках после обработки остаются пеньки, которые удаляют воскованием. После воскования улучшаются товарные качества тушки, сглаживаются дефекты технологической обработки, благодаря образованию тонкого глянцующего слоя вос- комассы на поверхности улучшаются цвет и товарный вид тушек птицы. При воско- вании удаляется и волосовидное перо, отпадает необходимость газовой опалки. Для воскования птицы применяют воскомассы ВМЦ и КИП, которые отличаются по своему составу. Машина В2-ФУЛ/5 предназначена для снятия с тушек уток застывшей воскомассы с залипшими в ней остатками пера, пуха и пеньков. Состоит (рис.48) из двух каркасов 1, внутри расположены барабаны 3 с приводами 2. Каркасы крепятся к ползунам 4, размещенным на поперечных направляющих 5. Четыре телескопические стойки 6 позволяют настраивать машину по высоте. Воскомасса удаляется билами при перемещении тушки между двумя барабанами и падает вниз на транспортер, расположенный под машиной.
Рисунок 48. Машина В2-ФУЛ/5 для снятия с тушек уток застывшей воскомассы
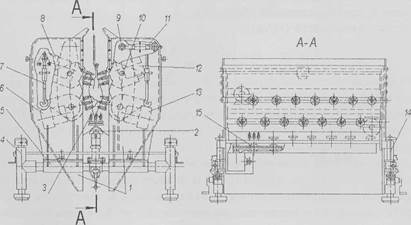
Обработку птицы на конвейере первичной обработки завершает технологическая операция — отрезание ног. При отрезании ног вручную их отделяют от тушки точно по заплюсневому суставу. М ашина В2-ФУЛ-2/2 (рис.49) предназначена для отделения голов птицы. Корпус машины, состоящий из двух щек 4 и 8, крепится шарнирно на кронштейне 10 стойки 11. Стойка выполнена по схеме «труба в трубе» и оборудована механизмом регулирования по высоте, состоящим из конической зубчатой передачи и пары винт — гайка. Угол наклона корпуса регулируется винтовой тягой 9 и маховиком. В корпусе установлен рабочий конвейер, на цепи 6 которого имеются захваты. Привод 1 конвейера состоит из электродвигателя, цепной передачи 2. Натяжение цепи происходит за счет звездочки 3 и винта 7. Тушки птицы, подвешенные за ноги в подвески, подаются к машине горизонтальным конвейером. Головы попадают в щель между направляющими 12, 13 и фиксируются захватами рабочего конвейера. Оба конвейера двигаются в одну сторону, но скорость цепи 6 рабочего конвейера на 20% меньше скорости технологического. Происходит отрыв головы и вместе с ней трахеи и пищевода. Захваты выгружают головы из машины.
Рисунок 49. Схема машины В2-ФУЛ-2/2
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 486; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.160 (0.011 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||