
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Другие методы стабилизации нефтиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
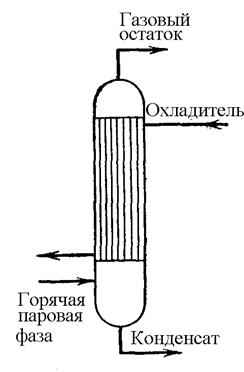
Технологическую схему сепарационно-стабилизационных узлов обычно можно выбрать по одному из трех вариантов использования широкой фракции, отбираемой при сепарации из предварительно подогретой нефти: 1) однократная конденсация с последующей компрессией, масляной адсорбцией или низкотемпературной конденсацией остаточных газов; 2) фракционированная конденсация с последующей компрессией газового остатка; 3) ректификация газообразной широкой фракции либо ее абсорбция. Рассмотрим кратко каждый из указанных вариантов. Однократная конденсация Нефть насосами 1 после блока обезвоживания и обессоливания (рис.3.39) подается в теплообменники 2, в которых подогревается за счет тепла потока стабильной нефти, а затем в паровые или огневые подогреватели 3 и с температурой 80 – 120 0С (в зависимости от физико-химической характеристики нефти) поступает в эвапорационное пространство трапа-сепаратора 4, с верхней части которого при давлении 0,15 – 0,25 МПа отбирается широкая фракция газообразных углеводородов. С нижней части трапа нефть, обедненная бензиновыми углеводородами, поступает в теплообменники, в которых, отдав свое тепло идущей с промысла нефти, выдается в товарные емкости.
Рис.3.39. Принципиальная технологическая схема установки подготовки нефти при стабилизации однократным испарением и конденсацией: 1, 5, 9, 14 – насосы; 2 – теплообменники; 3 – подогреватели; 4 – трапы–сепараторы; 6, 11 – конденсаторы-холодильники; 7, 12 – бензосепараторы; 8, 13 – емкости бензина; 10 – компрессор; 15 – маслоотделители; 16 – блок обезвоживания, обессоливания; 17 – товарные емкости; I – сырая нефть; II – стабильная нефть; III – нефтегазовая смесь; IV – газ; V – нестабильный бензин.
Широкая газообразная фракция с температурой 80 – 120 0С поступает в конденсаторы-холодильники 6, где охлаждается до 30 0С, при этом из состава последней в бензиновых сепараторах 7 отделяется определенная часть тяжелых углеводородов, качество и количество которых определяются по одному из уравнений концентрации (методика аналогична приведенной в расчете сепарации). Выделившиеся тяжелые фракции собираются в специальной емкости 8, откуда насосом 9 подаются в стабильную нефть после теплообменников для восполнения утраченного бензинового потенциала. Несконденсировавшийся газ поступает на прием компрессоров 10, сжимающих его до 0,5 – 1,7 МПа в зависимости от удаленности сепарационных узлов от газобензиновых заводов, куда и подаются скомпримированный газ после его охлаждения и конденсат (нестабильный газовый бензин), образовавшийся при этом. Для определения соотношений, регулирующих процесс однократного испарения, нет надобности рассматривать порознь процессы испарения и конденсации. Вполне достаточно исходить из следующей схемы (рис.3.40).
Рис. 3.40. Непрерывный процесс однократного испарения: 1 – нагреватель; 2 – испаритель
На установку поступает сырье L состава а при теплосодержании q0. Это сырье может быть подано в сепарационное устройство в жидком, паровом и парожидкостном состоянии, т. е. в однофазном или двухфазном. Если вместо теплосодержания задана температура t0, то должно быть известно, какая часть находится в жидкой и какая в парообразной фазе для последующего подсчета теплосодержания единицы веса. Расчет обычно сводится к определению количества тепла Q, необходимого для сообщения сырью. Решение этой задачи обычно осуществляется составлением материальных и тепловых балансов, в основу которых положено постоянство компонентов до и после процессов однократного испарения, а также изменение количества энергии на величину сообщенного или отведенного тепла. Если общий вес сырья до однократного испарения составлял L кг, то в процессе испарения в виде паровой фазы было отведено D кг и в виде жидкой фазы R кг, т. е.
L=D+R.
Уравнение же материального баланса по весу низкокипящего компонента можно представить в следующем виде:
La=Dy+Rx,
где у, x – составы паровой и жидкой равновесных фаз. Для определения количества тепла Q, сообщаемого сырью, определяем тепловой баланс, основанный на том, что теплосодержание исходной смеси плюс подводимое тепло составляют теплосодержание конечных продуктов:
где Q – количество тепла, сообщаемого сырью, в ккал; q0, qп, qж – теплосодержание единицы веса исходной смеси, паровой и жидкой фаз в ккал/кг. Данный метод не отличается совершенством, поскольку в нефти остается большое количество легких фракций, а в газе определенное количество тяжелых, теряемых по трассам газопроводов при продувке конденсатосборников. Легкие фракции, остающиеся в нефти, попадая с ней в первые резервуары, выделяются, унося большое количество тяжелых углеводородов, а также и бензиновых. Подобные схемы особенно приемлемы, когда в непосредственной близости от сепарационных узлов имеются газобензиновые заводы либо другие технологические установки. 3.3.2 Фракционированная конденсация газообразных фракций, выделяющихся в трапах-сепараторах Схему узла стабилизации нефти по этому варианту можно представить в следующем виде (рис.3.41). Обезвоженная и обессоленная нефть поступает в теплообменную аппаратуру 2, где подогревается за счет тепла отходящего потока стабильной нефти, а затем в подогреватели 3 (паровые или огневые), в которых температура ее повышается до 80 – 125 0С. Затем горячая нефть направляется в трапы-стабилизаторы 4, в которых при давлении 0,15 – 0,25 МПа происходит отделение ее от выделившейся широкой газообразной фракции. Отделившаяся от газообразной фракции нефть собирается в нижней части аппарата, откуда насосом 11 через группу теплообменников, в которых отдает свое тепло, охлаждаясь до 40 – 45 0С, направляется в товарные емкости. Широкая фракция поступает в зону охлаждения конденсатора. Последний представляет собой вертикальный или горизонтальный теплообменный аппарат, в межтрубном пространстве которого противотоком проходит газообразная широкая фракция, в трубном – охлаждающая вода. При движении снизу вверх на отдельных участках в результате охлаждения газообразной фракции образуется конденсат, который сразу же стекает вниз и выходит из соприкосновения в данном сечении конденсатора с восходящим потоком газа. Стекающий вниз по стенкам труб конденсат встречается с движущимися ему навстречу парами, в результате чего происходит частичный обмен фаз между ними, подобный тому, который происходит при ректификации (в колоннах). Вследствие стремления соприкасающихся фаз в каждом сечении сохранить состояние равновесия жидкая фаза обогащается высококипящими компонентами по мере движения ее вниз и газообразными фракциями – низкокипящими компонентами по мере восхождения в парциальном конденсаторе. Таким образом, в результате этого процесса образуются газовый остаток с минимальным количеством высококипящих компонентов и конденсат с минимальным содержанием низкокипящих компонентов. Конденсат спускается в сборник нефти, смешивается с последней, восполняя таким образом утраченный ею в эвапорационном пространстве бензиновый потенциал. Газ отводится из колонны и через сепарационные устройства 5, предотвращающие унос жидких включений, подается на прием компрессоров 6 с соответствующим числом ступеней сжатия в зависимости от удаленности объектов газопотребления или газобензиновых заводов. Скомпримированный до соответствующего давления газ охлаждается до 30 С в конденсаторах-холодильниках 8, при этом из него в бензосепаратоpax 9 выделяются наиболее тяжелые углеводороды в виде жидких нестабильных фракций, которые отводятся из бензосепараторов в емкость 10, откуда насосами 12 по специальному бензопроводу подаются для последующей их переработки на ГФУ или ГБЗ. Основной аппаратурой узла стабилизации являются теплообменники, подогреватели, трап-стабилизатор, газосепараторы, бензосепараторы, конденсаторы-холодильники и др. Из перечисленной аппаратуры особо следует остановиться на трап-стабилизаторе. Этот аппарат состоит из эвапорационной части, фракционирующего конденсатора и сборника нефти, т. е. аппарат представляет собой сочетание трапа-сепаратора и фракционирующего конденсатора. Кратко рассмотрим сущность процесса фракционированной конденсации, происходящей в трапе-стабилизаторе, и методику его технологического расчета.
Рис. 3.41. Принципиальная технологическая схема установки по подготовке нефти при стабилизации однократным испарением и фракционированной конденсацией: 1, 11, 12 – насосы; 2 – теплообменники; 3 – подогреватели; 4 – трапы-стабилизаторы, фракционированный конденсатор; 5 – газосепаратор; 6 – компрессор; 7 – маслоотделители; 8 – конденсаторы-холодильники; 9 – бензосепараторы; 10 – емкость бензина; 13 – блок обезвоживания, обессоливания; 14 – товарные резервуары; I – сырая нефть; II – стабильная нефть; III – парогазовая смесь; IV – газ; V – нестабильный бензин; VI – вода
На практике процесс фракционированной конденсации осуществляется в виде прямоточной или противоточной конденсации. Прямоточная конденсация. Во всех сечениях аппарата газ находится в состоянии равновесия с жидкостью и в конце конденсации остаточный газ и полученная жидкость находятся в состоянии фазового равновесия, имея одинаковую температуру (рис 3.42). Методика составления материального баланса прямоточной конденсации основывается как на законе Рауля – Дальтона, так и на применении констант фазового равновесия k. Причем наиболее распространена последняя методика. Остановимся на ней несколько подробнее.
Рис. 3.42. Схема процесса прямоточной конденсации
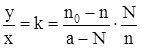
Допустим, что в объеме а м3 исходного газа содержится определенное количество данного компонента n0 м3. При охлаждении газа часть его в количестве N м3 превращается в конденсат, содержащий n м3 того же компонента. При этом молекулярная концентрация компонента в газовой фазе, т. е. после отделения от газа конденсата, составит
Молекулярная концентрация того же компонента в жидкости составит
При условии равновесия фаз имеем:
откуда
или
Число компонентов исходной газовой смеси определяет количество уравнений, при этом последовательность технологического расчета процесса прямоточной конденсации можно представить в следующем порядке. 1. По составу газа задаемся количеством конденсирующейся части газовой смеси N. 2. По полученному конечному уравнению подсчитываем величину 3. Определяем содержание каждого компонента в образующемся конденсате, пользуясь уравнением Таблица 3.8
4. Принятое значение N считается правильным при данной температуре, если сумма полученных значений n оказывается равной N, т. е. Пример 3. В прямоточный конденсатор с давлением 0,14 МПа поступает газ, состоящий из смеси следующих компонентов общим объемом а м3. В аппарате газ охлаждается до 30 0С, при этом часть его (N м3) выпадает в конденсат. Необходимо определить количество и состав жидкой фракции. По графикам определяем константы равновесия при давлении 0,14 МПа и температуре 30 0С (табл. 3.9). Весь расчет сводится к тому, что, задаваясь количеством конденсирующего газа, проводим операцию расчета до тех пор, пока первоначальное значение N не совпадет с расчетной суммой значений n. Тогда расчет считается правильным и законченным (табл.3.10). Таблица 3.9
В результате расчета составляем материальный баланс (табл. 3.11). Таблица 3.10
Таблица 3.11 Материальный баланс прямоточной фракционированной конденсации газообразной фракции
Противоточная конденсация. В отличие от прямоточной при противоточной фракционированной конденсации в любом сечении нет равновесия фаз, что и обусловливает процесс фазового массообмена, заключающегося в переходе высококипящих компонентов из газовой фазы в жидкую, таким образом, последняя обогащается высококипящими компонентами. В результате образуется газовый остаток не сконденсировавшихся углеводородов с предельным максимальным содержанием низкокипящих компонентов (рис.3.43). Сущность методики технологических расчетов заключается в том, что способом постепенного приближения подбирается такое количество конденсата, чтобы состав его находился в равновесном состоянии с исходным газом, а газовый остаток представляющий разность между исходным газом и конденсатом, имел температуру, которой мы задались. Судерс и Броун установили, что в состоянии равновесия степени извлечения отдельных компонентов с1 и с2 обратно пропорциональны константам равновесия компонентов при заданных средней температуре и давлении процесса абсорбции:
Рис.3. 43. Схема процесса противоточной конденсации
При рассмотрении процессов фракционированной конденсации под степенью извлечения отдельных компонентов подразумевают отношение количества данного компонента, перешедшего в конденсат, к исходному количеству его в поступающей в конденсатор газообразной фракции. При этом обычно пользуются константами равновесия при начальной температуре конденсации, т. е. при входе газа в аппарат, так как считается, что отводимый конденсат находится в состоянии равновесия с входящим газом. Проследим изложенное на примере. Пример 3. В противоточный конденсатор с давлением 0,1 МПа и температурой 80 0С поступает газообразная фракция следующего состава (табл.3.12).
Таблица 3.12
Требуется охладить горячую газообразную фракцию с 80 до 30 0С. Необходимо определить количество и состав выделяющегося при охлаждении конденсата. Пользуясь известными графическими материалами, определяем константы равновесия при давлении 0,1 МПа и температурах 80 и 30 0С (табл.3.13). Таблица 3.13
Извлечение отдельных компонентов осуществляется методом подбора так, чтобы остаточный газ имел заданную температуру. Задаемся извлечением остатка 98,2% (табл. 3.14). Как видно из расчетной таблицы, степень извлечения всех остальных компонентов, кроме остатка, определяется по формуле, при этом за ключевой компонент принимается извлекаемый:
где с0 – степень извлечения ключевого компонента (остатка — 0,982); k0 – константа равновесия ключевого компонента (0,24); kх – константа равновесия определяемого компонента. Полученное в результате расчета значение Если задается определенное извлечение одного из компонентов (к примеру, по С5), методом постепенного подбора следует определить температуру остаточного газа, добиваясь равенства
В результате расчета составляется материальный баланс (табл. 3.15). Материальный баланс конденсации можно составить лишь при условии равновесного состояния образующегося конденсата с поступающим газом. Последовательность технологического расчета фракционированной конденсации можно принять следующей. 1. Выписываем состав исходного газа у. 2. Выписываем константы равновесия k (для каждого компонента при заданных температуре точки росы и давлении), если образующийся конденсат в нижней части аппарата оказывается в равновесии с поступающим газом. Для переохлажденного конденсата выписываем константы равновесия k компонентов для заданного давления и средней арифметической температуры конденсации. 3. Задаемся извлечением любого компонента, принятого за ключевой с0.
4. Определяем степень извлечения остальных компонентов, входящих в состав исходного газа, по уравнению 5. Определяем количество сконденсировавшихся углеводородов, зная величины сх всех компонентов, произведением 6. Определяем количество каждого компонента в газовой фазе, общее количество и состав газового остатка, отходящего на последующее компримирование. 7. Проверяем заданную температуру остаточного газа на выходе из конденсата. Для этого выписываем: а) количество каждого компонента в остаточном газе у; б) значения константы равновесия k каждого компонента в остаточном газе; в) по полученным данным вычисляем величины В остальном весь расчет трапа-стабилизатора сводится к определению поверхности вертикального или горизонтального трубчатого конденсатора-холодильника (составляются материальный и тепловой балансы, в результате чего определяются количество тепла, которое необходимо отнять от парогазовой смеси в конденсационной части, и коэффициенты теплопередачи), диаметра и объема эвапорационного пространства аппарата. В практике иногда вместо трубчатого конденсатора применяют скрубберные аппараты (для осуществления той же фракционированной конденсации) с непосредственным контактом охлаждаемого газа с хладоносителем после его впрыскивания в скрубберное пространство. Технологический расчет выполня-
Таблица 3.15 Материальный баланс фракционированной конденсации газообразных продуктов
ется по той же методике, но с дополнительным расчетом скрубберной части колонны, последовательность которого проследим на примере. В скруббер, орошаемый холодной водой, поступает газообразная фракция однократного испарения нефти с температурой 80 0С и давлением 0,14 МПа следующего состава (табл. 3.16). Таблица 3.16
Требуется поступающую газообразную фракцию охладить до 30 0С. Для этого используется холодная вода, подаваемая в пространство скруббера в распыленном состоянии. Вода, спускаясь, вступает в контакт с восходящим потоком газа, охлаждая его и орошая скрубберную насадку из колец Рашига. При этом из газа выделяются сконденсировавшиеся тяжелые углеводороды, вступающие в массообмен. Таким образом осуществляется противоточная конденсация. В результате проведенного расчета по методике, показанной выше, составлен материальный баланс конденсации (табл. 3.17). Тепловым балансом определяют количество тепла, отнимаемое у газа при его охлаждении, и потребность в охлаждающей воде. Затем рассчитывается скруббер с насадкой либо без нее (в зависимости от конкретных условий). Охлаждаемый газ проходит обычно со скоростью, соответствующей началу "захлебывания", определяемой при использовании колец Рашига по следующей формуле:
Таблица 3.17 Материальный баланс противоточной конденсации
где Значение f(А) для воды и воздуха определяется из табл. 3.18. Таблица 3.18
при этом по приведенной таблице
Значение При принятой нами скрубберной насадке кольцами Рашига 25 х 25 х 3 мм значение
Фактическая скорость обычно принимается w = (0,85—0,9) wкр. При пересчете на условия газа и воды критическая скорость составляет 0,463 м/с, а фактическая 0,4 м/сек. Эта скорость должна быть проверена на плотность орошения.
Таблица 3.19 Характеристика насадок
Под плотностью орошения Нw следует понимать количество жидкости, приходящееся на единицу площади поперечного сечения скрубберной части колонны в единицу времени (м3/м2.ч). Выбранная плотность орошения должна обеспечить полное смачивание насадки при непременном исключении "захлебывания" и определяется по формуле
где G – количество воды, подаваемой на орошение, в м3/ч; F – поверхность насадки, равная 3,14 м2.
По полученному значению плотности орошения определяем коэффициент смачиваемости насадок (отношение смоченной насадки к полной ее поверхности), пользуясь формулой
Поверхность s в единице объема принятой насадки определяется по табл. 35 характеристик насадки и равна 200 м2/м3, а значение f(Нw) принимается в зависимости от полученной плотности орошения по табл. 3.20. Таблица 3.20
При Нw = 1,53 м3/м2.ч величина f(Нw) = 19,2; тогда коэффициент смачиваемости
Коэффициент теплопередачи в скрубберах рассматриваемого вида определяется по эмпирической формуле при изучении процессов охлаждения насыщенного водяными парами нефтяного газа:
где
Начальное парциальное давление определяется по уравнению
где у – молекулярная доля водяных паров в газе (у = 0,239); р – общее давление в системе, равное 0,15 МПа или 1127 мм рт. ст.,
Скорость движения сухого не сконденсировавшегося газа при количестве 0,271 м3/с (приведенном к нормальным условиям) и сечении скруббера 3,14 м2 определяется по формуле:
Подставляя полученные значения
По полученному значению коэффициента теплопередачи, определяем объем скрубберной части колонны, пользуясь следующей формулой:
где Q – количество тепла, отнимаемое в скруббере водой (263400 ккал/ч); Объем скрубберной части колонны составил 5=21,5 м3. 3.3.3 Ректификация полученной при сепарации нефти газообразной фракции Схему узла стабилизации по этому варианту можно представить в следующем виде. Нефть, прошедшая обезвоживание и обессоливание (рис. 3.44), поступает в паровые или огневые подогреватели 4, в которых нагревается от 65 – 70 до 120 – 160 0С (либо с 40 0С, если нефть поступает непосредственно с промысла, пройдя предварительно теплообменники 2 "нефть – нефть"), откуда направляется в трапы или трапы-стабилизаторы 5, работающие при давлении до 0,6 – 0,1 МПа. Широкая фракция под остаточным давлением поступает в ректификационную колонну 7. С верха колонны с заданной четкостью ректификации отводятся пары верхнего продукта и орошения, подаваемого в колонну для поддержания температуры. Температура парогазовой смеси после конденсаторов-холодильников 8 снижается, при этом часть смеси конденсируется. Смесь не сконден
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 865; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.016 с.) |



 .
.

 .
. .
. ,
,
 .
. каждого компонента.
каждого компонента. и полученным значением А (табл. 3.8)
и полученным значением А (табл. 3.8) .
.

 или
или  .
.
 ,
, = 76,4799, совпадающее с
= 76,4799, совпадающее с  = 77,0907, подтверждает правильность выбранной степени извлечения ведущего компонента. Если равенство не получается, расчеты повторяют, задаваясь новой степенью извлечения.
= 77,0907, подтверждает правильность выбранной степени извлечения ведущего компонента. Если равенство не получается, расчеты повторяют, задаваясь новой степенью извлечения. .
. ,
,  ,
,  и т. д., т. е. общее количество и состав газа.
и т. д., т. е. общее количество и состав газа. . Полученные тождества уравнений
. Полученные тождества уравнений  свидетельствуют о соответствии температуры остаточного газа заданной.
свидетельствуют о соответствии температуры остаточного газа заданной. Таблица 3.14
Таблица 3.14









 однократного испарения нефти
однократного испарения нефти ,
,
 – коэффициент орошения; G – количество подаваемой на орошение скруббера воды, кг/ч; L – количество газа в кг/ч (у нас: G = 4800 кг/ч, L = 2604 кг/ч).
– коэффициент орошения; G – количество подаваемой на орошение скруббера воды, кг/ч; L – количество газа в кг/ч (у нас: G = 4800 кг/ч, L = 2604 кг/ч).
 .
. , характеризующее принятую насадку, определяется по табл. 3.19.
, характеризующее принятую насадку, определяется по табл. 3.19. . При этом критическая скорость
. При этом критическая скорость .
.
 ,
, .
. .
. .
. .
. – начальное парциальное давление водяных паров в газе (в мм рт. ст.); w0 – скорость неконденсирующегося остаточного газа, приведенная к нормальным условиям, подсчитанная исходя из общего сечения скруббера (полого), м/с; С и В — величины, характеризующие свойства газа:
– начальное парциальное давление водяных паров в газе (в мм рт. ст.); w0 – скорость неконденсирующегося остаточного газа, приведенная к нормальным условиям, подсчитанная исходя из общего сечения скруббера (полого), м/с; С и В — величины, характеризующие свойства газа: ,
,
 .
.

 – средняя разность температур (7,3 0С); s – поверхность насадки в единице объема (200 м2/м3);
– средняя разность температур (7,3 0С); s – поверхность насадки в единице объема (200 м2/м3);  – коэффициент смачиваемости насадки (0,305).
– коэффициент смачиваемости насадки (0,305).


