Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Асфальтосмолопарафиновые отложенияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте При добыче нефти одной из проблем, вызывающих осложнения в работе скважин, нефтепромыслового оборудования и трубопроводных коммуникаций, являются асфальтосмолопарафиновые отложения (АСПО). Накопление АСПО в проточной части нефтепромыслового оборудования и на внутренней поверхности труб приводит к падению производительности системы, уменьшению межремонтного периода скважин, снижению эффективности работы насосных установок и ряду других. Асфальтосмолопарафиноотложения - это сложная углеводородная смесь состоящая из парафинов (20-70 % по массе), асфальто-смолистых веществ (АСВ) (20-40 % по массе), силикагелевой смолы, масел, воды и механических примесей. Парафины – углеводороды метанового ряда от С16Н34 до С64Н130. В пластовых условиях находятся в нефти в растворенном состоянии. По их содержанию (по массе) нефти (согласно ГОСТ 912-66) классифицируют на: - малопарафиновые - менее 1,5 %; - парафиновые - от 1,5 до 6 %; - высокопарафиновые – более 6 %. Парафины устойчивы к действию различных химических реагентов (кислот, щелочей и др.), легко окисляются на воздухе. Высокомолекулярные парафины – церезины (от С37Н74 до С53Н108) – отличаются более высокой, чем обычные, температурой кипения, большей молекулярной массой и плотностью. В состав асфальто-смолистых веществ входят азот, сера и кислород. АСВ обладают высокой молекулярной массой, нелетучи, имеют большую неоднородность. Содержание смолистых веществ в нефти возрастает в связи с ее испарением и окислением, а также при контакте с водой. Согласно классификации некоторых ученых, к группе смолистых соединений отнесены и асфальтены. Асфальтены – порошковые вещества бурого или коричневого цвета, плотностью более единицы, массовое содержание которых в нефтях достигает 5,0 %. В асфальтенах содержится (по массе) 80,0-86,0 % углерода, 7,0-9,0 % водорода, до 9,0 % серы, 1,0-9,0 % кислорода и до 1,5 % азота, они являются наиболее высокоплавкой и малорастворимой частью осадков тяжелых компонентов нефти. Согласно современным физико-химическим представлениям, нефтяные дисперсные системы относятся к классу коллоидов, в которых дисперсная фаза из АСВ диспергирована в мальтеновой дисперсионной среде. Очевидно, что физико-химические свойства и технологические характеристики нефтей во многом обусловлены межмолекулярным взаимодействием в системах "асфальтены-смолы" и "мальтены-смолы-асфальтены". В пределах одного нефтедобывающего региона и даже отдельного месторождения компонентный состав АСПО меняется в широких пределах. Знание состава АСПО имеет практическое значение для определения оптимальных методов борьбы с ними, в частности, для выбора химических реагентов. Этот выбор часто осуществляется, исходя из типа АСПО (табл.2.1). Для физико-химического исследования состава и структуры АСПО на практике известно множество методов, среди которых экстракционный, хроматографический, термический, спектральный, электрохимический и др. Таблица 2.1 Классификация АСПО
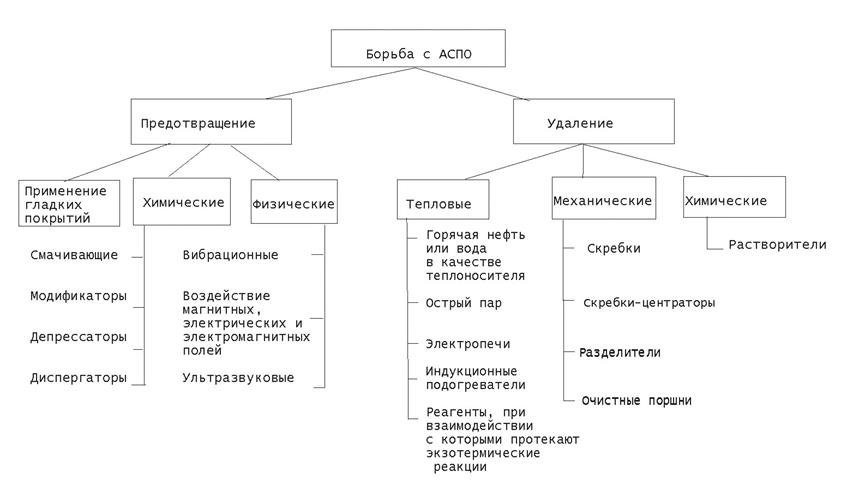
Причины и условия образования АСПО. Выделены три стадии образования и роста АСПО. Первой стадией является зарождение центров кристаллизации и рост кристаллов. На второй стадии происходит осаждение мельчайших кристаллов на поверхности металла, а на третьей – осаждение на запарафининную поверхность более крупных кристаллов. Основными факторами, влияющими на образование АСПО, являются: - снижение давления на забое и связанное с этим нарушение гидродинамического равновесия газожидкостной системы; - интенсивное газовыделение; - уменьшение температуры в пласте и стволе скважины; - изменение скорости движения газожидкостной смеси и отдельных ее компонентов; - состав углеводородов в каждой фазе смеси; - соотношение объема фаз; - состояние поверхности труб. Влияние давления на забое и в стволе скважины. В случае, когда забойное давление меньше давления насыщения нефти газом, равновесное состояние системы нарушается, вследствие чего увеличивается объем газовой фазы, а жидкая фаза становится нестабильной. Это приводит к выделению из нее парафинов. При этом нарушение равновесного состояния происходит в пласте и выпадение парафина возможно как в пласте, так и в скважине, начиная от забоя. При насосном способе эксплуатации давление на приеме насоса меньше, чем давление насыщения нефти газом. Это может привести к выпадению парафина в приемной части насоса и на стенках эксплуатационной колонны. В колонне насосно-компрессорных труб (НКТ) образуются две зоны. Первая – выкидная часть насоса: здесь давление резко возрастает и становится больше давления насыщения. Вероятность отложения в этом интервале минимальна. Вторая – зона снижения давления до давления насыщения и ниже, здесь начинается интенсивное выделение парафина. В фонтанных скважинах, при поддержании давления у башмака равным давлению насыщения, выпадения парафина следует ожидать в колонне НКТ. Как показывает практика, основными местами образования отложений парафина являются: скважинные насосы, насосно-компрессорные трубы, выкидные линии от скважин, резервуары промысловых сборных пунктов. Наиболее интенсивно парафин откладывается на внутренней поверхности подъемных труб скважин. Борьба с АСПО предусматривает проведение работ по двум направлениям: по предупреждению образования отложений и удалению уже образовавшихся (рис.2.16). Опыт борьбы с АСПО определил несколько наиболее известных и активно применяемых методов. Но многообразие условий разработки нефтяных месторождений и различие характеристик добываемой продукции часто требует индивидуального подхода, и даже разработки новых технологий. Химические методы, как наиболее широко используемые в настоящее время, базируются на дозирование в добываемую продукцию химических соединений, уменьшающих, а иногда и полностью предотвращающих образование отложений. В основе действия реагентов-ингибиторов парафиноотложений, лежат адсорбционные процессы, происходящие на границе раздела между жидкой фазой и твердой поверхностью. Химические реагенты для предотвращения образования АСПО подразделяются на смачивающие, модификаторы, депрессаторы и диспергаторы. Смачивающие реагенты образуют на поверхности металла гидрофильную пленку, препятствующую адгезии кристаллов парафина к трубам, что создает условия для выноса их потоком жидкости. К ним относятся полиакриламид (ПАА), ИП-1,2,3, кислые органические фосфаты, силикаты щелочных металлов, водные растворы синтетических полимерных ПАВ. Модификаторы взаимодействуют с молекулами парафина, ослабляя процесс укрупнения кристаллов. Это способствует поддержанию кристаллов во взвешенном состоянии в процессе их движения. Такими свойствами обладают: атактический пропилен с молекулярной массой 2000-3000, низкомолекулярный полиизобутилен с молекулярной массой 8000-12000, сополимеры: алифатические, этилена и сложного эфира с двойной связью; тройной сополимер этилена
Рис. 2.16. Классификация методов борьбы с АСПО
с винилацетатом и винилпиролидоном; полимер с молекулярной массой 2500-3000. Механизм действия депрессаторов заключается в адсорбции молекул на кристаллах парафина, что затрудняет их способность к агрегации и накоплению. К ним относятся: Парафлоу АзНИИ, алкилфенол ИПХ-9, "Дорад-1А", ВЭО-504 ТюмИИ, "Азолят-7". Диспергаторы – химические реагенты, обеспечивающие образование тонкодисперсной системы, которая уносится потоком нефти, что препятствует отложению кристаллов парафина на стенках труб. К ним относятся соли металлов, соли высших синтетических жирных кислот, силикатно-сульфанольные растворы, сульфатированный щелочной лигнин. Использование химреагентов для предотвращения образования АСПО во многих случаях совмещается с: - процессом разрушения устойчивых нефтяных эмульсий; - защитой нефтепромыслового оборудования от коррозии; - защитой от солеотложений; - процессом формирования оптимальных структур газожидкостного потока. Разработан достаточно широкий ассортимент химических реагентов для борьбы с АСПО. В настоящее время применяются такие марки реагентов, как: - бутилбензольная фракция (ББФр) (бутиленбензол, изопропилбензол, полиалкилбензолы); - толуольная фракция (ТФр) (толуол, изопентан, н-пентан, изопрен); - СНПХ-7р-1 - смесь парафиновых углеводородов нормального и изостроения и ароматических углеводородов; - СНПХ-7р-2 - углеводородная композиция, состоящая их легкой пиролизной смолы и гексановой фракции; - ХПП-003, 004, 007; МЛ-72 - смесь синтетических ПАВ разных классов и различного химического состава; - реагенты типа СНПХ-7200, СНПХ-7400, - сложные смеси оксиалкилированных ПАВ и ароматических углеводородов; - реагент ИКБ-4 – комплексное воздействие на АСПО и коррозию; - ИНПАР; - СЭВА-28 – сополимер этилена с винилацетатом; Кроме вышеперечисленных, в нефтегазодобыче используются реагенты: Урал-04/88; ДМ-51, 513, 655, 650; ДВ-02, 03; СД-1, 2; О-1, В-1, ХТ-48, МЛ-80, Прогалит ГМ20/40 и НМ20/40. Существенным недостатком данного химического метода, кроме высокой стоимости, является сложность подбора эффективного реагента, связанная с постоянным изменением условий эксплуатации в процессе разработки месторождения. Методы, относящиеся к физическим, основаны на действии механических и ультразвуковых колебаний (вибрационные методы), а также электрических, магнитных и электромагнитных полей. Вибрационные методы основаны на создании в области парафинообразования ультразвуковых колебаний, которые, воздействуя на кристаллы парафина, вызывают их микроперемещение, что препятствует осаждению на стенках труб. Воздействие магнитных полей следует отнести к наиболее перспективным из физических методов. Под действием магнитных полей на движущуюся жидкость происходит разрушение агрегатов, состоящих из субмикронных ферромагнитных микрочастиц соединений железа, находящихся в типичных концентрациях 10-100 г/т в нефти и попутной воде. В каждом агрегате содержится от нескольких сотен до нескольких тысяч микрочастиц, поэтому разрушение агрегатов приводит к резкому (в 100-1000 раз) увеличению концентрации центров кристаллизации парафинов и солей и формированию на поверхности ферромагнитных частиц пузырьков газа микронных размеров. В результате разрушения агрегатов кристаллы парафина выпадают в виде тонкодисперсной, объемной, устойчивой взвеси, а скорость роста отложений уменьшается пропорционально уменьшению средних размеров выпавших совместно со смолами и асфальтенами в твердую фазу кристаллов парафина. По мнению некоторых специалистов, образование микропузырьков газа в центрах кристаллизации после магнитной обработки обеспечивает газлифтный эффект, ведущий к некоторому росту дебита скважин. В нефтедобыче используются следующие методы удаления АСПО: тепловые, химические, механические. Тепловые методы основаны на свойствах парафина плавиться при температурах выше 50 0С и стекать с нагретой поверхности. Для создания необходимой температуры требуется специальный источник тепла, который может быть помещен непосредственно в зону отложений или вырабатывать теплосодержащий агент. В настоящее время используются следующие технологии с применением: - горячей нефти или воды в качестве теплоносителя; - острого пара; - электропечей наземного и скважинного исполнения; - электродепарафинизаторов (индукционных подогревателей), осуществляющих подогрев нефти в скважине; - реагентов, при взаимодействии которых протекают экзотермические реакции. Недостатками данных методов являются высокая энергоемкость, повышенная электро- и пожароопасность, во многих случаях – и ненадежность конструкции при достаточно невысокой эффективности. Применение растворителей для удаления уже образовавшихся отложений является одним из наиболее известных и распространенных интенсифицирующих методов в технологических процессах добычи, транспорта, хранения и переработки нефти. Однако и здесь проблема подбора растворителя в конкретных условиях весьма далека от своего разрешения. На сегодняшний день выбор растворителей АСПО осуществляется чисто эмпирически. Это связано с недостатком информации об их структуре и свойствах и малой изученностью механизма взаимодействия нефтяных дисперсных систем с растворителями. Механические методы предполагают удаление уже образовавшихся отложений АСПО. Для этой цели разработана целая гамма различных различных очистных устройств, описанных ниже. Как метод предотвращения АСПО следует отдельно выделить применение гладких защитных покрытий из лаков, стекла и эмали. 2.8.3 Коррозия трубопроводов и методы защиты Основные понятия. В системе международной стандартизации понятие коррозия металлов определяется как физико-химическое взаимодействие между металлом и средой, в результате которого изменяются свойства металла и часто происходит ухудшение функциональных характеристик металла, среды или включающей их технической системы. Коррозионная система, состоит из металла и коррозионной среды. Последняя содержит одно или несколько веществ, вступающих в реакцию с металлом. Коррозионная среда может быть жидкой или газообразной. Газообразная среда, окисляющая металл, называется окислительной газовой средой. Изменение в любой части коррозионной системы, вызванное коррозией, называется коррозионным эффектом. Коррозионный эффект, ухудшающий функциональные характеристики металла, покрытия, среды или включающих их технических систем, расценивают как эффект повреждения или как коррозионную порчу. В результате коррозии образуются новые вещества, включающие окислы и соли корродирующего металла, это – продукты коррозии. Видимые продукты атмосферной коррозии, состоящие в основном из гидратированных оксидов железа, называют ржавчиной, продукты газовой коррозии – окалиной. Количество металла, превращенного в продукты коррозии за определенное время, относят к коррозионным потерям. Коррозионные потери единицы поверхности металла в единицу времени характеризуют скорость коррозии. Глубина коррозионного разрушения в единицу времени называется скорость проникновения коррозии. Важнейшее понятие – коррозионная стойкость. Она характеризует способность металла сопротивляться коррозионному воздействию среды. Коррозионную стойкость определяют качественно и количественно – скоростью коррозии в данных условиях, группой или баллом стойкости по принятой шкале (ГОСТ 13819-68). Факторы, влияющие на скорость, вид и распределение коррозии и связанные с природой металла (состав, структура, внутренние напряжения, состояние поверхности), называют внутренними факторами коррозии. Факторы, влияющие на те же параметры коррозии, но связанные с составом коррозионной среды и условиями процесса (температура, влажность, обмен среды, давление и т. п.) называют внешними факторами коррозии. Классифицировать коррозию принято по механизму, условиям протекания процесса и характеру разрушения (рис. 2.17) 1. По механизму процесса (ГОСТ 5272-68) различают химическую и электрохимическую коррозию металлов: 1) химическая коррозия - взаимодействие металла с коррозионной средой, при котором окисление металла и восстановление окислительного компонента коррозионной среды протекают в одном акте; 2) электрохимическая коррозия – взаимодействие металла с коррозионной средой (раствором электролита), при котором ионизация атомов металла и восстановление окислительного компонента коррозионной среды протекают не в одном акте и их скорости зависят от электродного потенциала металла. 2. По условиям протекания процесса, которые весьма разнообразны, различают несколько видов коррозии:
Рис. 2.17. Классификация коррозионных процессов
1) газовую коррозию – коррозию металлов в газах при высоких температурах; 2) атмосферную коррозию – коррозию металлов в атмосфере воздуха, а также любого влажного газа; 3) жидкостную коррозию – коррозию металлов в жидкой среде: в неэлектролите (бром, расплавленная сера, органический растворитель, жидкое топливо) и в электролите (кислотная, щелочная, солевая, морская, речная коррозия, коррозия в расплавленных солях и щелочах). В зависимости от условий взаимодействия среды с металлом различают жидкостную коррозию металла при полном, неполном и переменном погружении, коррозию по ватерлинии, коррозию в неперемешиваемой и перемешиваемой коррозионной среде; 4) Подземную коррозию – коррозию металлов в почвах и грунтах.; 5) Биокоррозию – коррозию металлов под влиянием жизнедеятельности микроорганизмов; 6) Структурную коррозию – коррозию, связанную со структурной неоднородностью металла; 7) Коррозию внешним током – электрохимическую коррозию металлов под воздействием тока от внешнего источника; 8) Коррозию блуждающим током - электрохимическую коррозию металлов под воздействием блуждающего тока; 9) Контактную коррозию – электрохимическую коррозию, вызванную контактом металлов, имеющих разные стационарные потенциалы в данном электролите; 10) Щелевую коррозию – усиление коррозии в щелях и зазорах между металлами, а также в местах неплотного контакта металла с неметаллическим коррозионноинертным материалом; 11) Коррозию под напряжением –коррозию металлов при одновременном воздействии коррозионной среды и механических напряжений. В зависимости от характера нагрузок может быть коррозия при постоянной нагрузке и коррозия при переменной нагрузке. Одновременное воздействие коррозионной среды и знакопеременных или циклических растягивающих нагрузок часто вызывает коррозионную усталость – понижение предела усталости металла; 12) Коррозионную кавитацию – разрушение металла, вызванное одновременным коррозионным и ударным воздействием внешней среды; 13) Коррозионную эрозию – разрушение металла, вызываемое одновременным воздействием коррозионной среды и трения; 14) Фреттинг-коррозию – коррозию металлов при колебательном перемещении двух поверхностей относительно друг друга в условиях воздействия коррозионной среды. 3. По характеру коррозионого разрушения различают следующие виды коррозии: 1) сплошную, или общую коррозию, охватывающую всю поверхность металла, находящуюся под воздействием данной коррозионной среды. Сплошная коррозия бывает: а) равномерной, которая протекает с одинаковой скоростью по всей поверхности металла; б) неравномерной, которая протекает с неодинаковой скоростью на различных участках поверхности металла; в) избирательной, при которой разрушается одна структурная составляющая сплава или один компонент сплава; 2) местную коррозию (ГОСТ 5272-68), охватывающую отдельные участки поверхности металла. Местная коррозия бывает: а) пятнами – в виде отдельных пятен; б) язвами – коррозионное разрушение, имеющее вид раковины; в) точечной (питтинг) – в виде отдельных точечных поражений; г) сквозной, которая вызывает разрушение металла насквозь; д) нитевидной, распространяющейся в виде нитей преимущественно под неметаллическими защитными покрытиями; е) подповерхностной, начинающейся с поверхности, но преимущественно распространяющейся под поверхностью металла таким образом, что разрушение и продукты коррозии оказываются сосредоточенными в некоторых областях внутри металла; подповерхностная коррозия часто вызывает вспучивание металла и его расслоение; ж) межкристаллитной, распространяющейся по границам кристаллитов (зерен) металлов; этот вид коррозии особенно опасен тем, что, не изменяя внешнего вида металлической конструкции, ведет к быстрой потере металлом прочности и пластичности; з) ножевой – локализованная коррозия металла, имеющая вид надреза ножом в зоне сплавления сварных соединений в сильно агрессивных средах; и) коррозионным растрескиванием – коррозия металла при одноименном воздействии коррозионной среды и внешних или внутренних механических напряжений растяжения с образованием транскристаллитных или межкристаллитных трещин; к) коррозионной хрупкостью, приобретенной металлом в результате коррозии; под хрупкостью следует понимать свойство материала разрушаться без заметного поглощения механической энергии в необратимой форме. Влияние состава и характера сред на коррозию. К основным коррозионно-активным агентам относятся сероводород, кислород, диоксид углерода. Усилению коррозии способствуют также механические примеси и продукты жизнедеятельности микроорганизмов, в частности сульфатвосстанавливающих бактерий (СВБ). Влияние сероводорода. Обводненный сероводород вызывает разрушение технологического оборудования и трубопроводов в результате интенсивной электрохимической коррозии и водородного охрупчивания металла. С ростом парциального давления сероводорода повышается скорость общей коррозии стали. Скорость коррозии стали 20 линейно зависит от концентрации сероводорода при СH2S = 0,6-2,5 г/л и монотонно снижается при повышении рН коррозионной среды от 1 до 6. При росте концентрации сульфид-иона в нейтральных и щелочных средах отмечается увеличение скорости коррозии стали. Это связано с образованием на поверхности металла полисульфидных пленок, обладающих различными защитными свойствами. Структура и защитные свойства этих пленок зависят от условий их образования, но главным образом - от парциального давления сероводорода в среде. При концентрации сероводорода до 2 мг/л полисульфидная пленка состоит в основном из троилита FeS и пирита FeS2 c размерами кристаллов до 20 нм, а при концентрации от 2 до 20 мг/л в пленке появляется небольшое количество канзита Fe9S8. Такие пленки обладают хорошими защитными свойствами. При концентрации сероводорода свыше 20 мг/л в продуктах коррозии преобладает канзит. Размеры кристаллов увеличиваются до 75 нм, и защитная пленка разрыхляется, играя роль катода по отношению к ювенильной поверхности стали. Влияние кислорода. Вторым, после сероводорода, по агрессивности компонентом нефтепромысловых сред является кислород. Его присутствие в сероводородсодержащей среде часто является причиной резкого возрастания скорости коррозии стали за исключением тех случаев, когда происходит взаимодействие этих газов. При содержании в среде трех частей О2 и двух частей Н2S полная нейтрализация кислорода происходит за первые 24 часа испытаний. Влияние диоксида углерода. Водная среда, содержащая растворенную углекислоту, является агрессивной, если ее количество выше, чем требуется для поддержания растворимости карбоната кальция, а парциальное давление углекислоты выше 0,02 МПа. Влияние минерализации среды. Зависимость скорости коррозии стали от минерализации среды носит экстремальный характер. Снижение скорости коррозии по мере роста минерализации связано с уменьшением растворимости кислорода и сероводорода в воде, а также затруднением диффузионных процессов. Следует отметить, что при высокой концентрации в коррозионной среде галогенид-ионов они оказывают ингибирующее действие за счет блокирования активных участков корродирующего металла, а также снижения растворимости агрессивных газов при возрастании минерализации. Влияние рН раствора. С ростом рН раствора снижается скорость общей коррозии и степень охрупчивания стали. Анионы галогенидов, хорошо адсорбирующиеся на стали, уменьшают охрупчивание примерно на 15 %. Двухвалентные катионы солей в сероводородсодержащих средах значительно сильнее препятствуют охрупчиванию стали, чем одновалентные. Это связано с повышением рН среды при гидролизе солей двухвалентных металлов, а также с тем, что двухвалентные катионы снижают растворимость сероводорода вследствие их более высокой степени гидратации. Основные виды и характер коррозионного разрушения. На поздней стадии разработки большинства месторождений средняя обводненность нефти превышает 70 %, вода насыщается растворимыми и нерастворимыми солями, продуктами коррозии, в связи с чем, в потоке значительно увеличивается общий объем механических примесей. Наличие механических примесей в жидкостях, перекачиваемых по промысловым трубопроводам, ускоряет коррозию металла труб. В общем случае механизм процесса определяется скоростями потока жидкости, а также составом и концентрацией механических примесей. При небольших скоростях происходит расслоение водонефтяных эмульсий с образованием водного подслоя (в случае системы нефтесбора) и вынос механических примесей из потока с последующим их осаждением на стенках труб, что способствует интенсификации коррозионного процесса. На таких участках поверхности трубы начинается зарождение отдельных питтингов или язв (рис. 2.18). Интенсивность развития и протекания язвенной коррозии зависит от компонентного состава отложений и коррозионной активности электролита, контактирующего с основным металлом, а также усугубляется жизнедеятельностью сульфатвосстанавливающих бактерий (СВБ) под пленками отложений. Язвенная коррозия характерна и для наружной поверхности трубы, находящейся в почве или грунте (рис. 2.19).
Рис. 2.18. Образцы труб с язвенной коррозией
Рис. 2.19. Образцы труб, вырезанные с места порыва нефтепровода (1) и высоконапорного водовода (2)
С момента преобладания инерционных сил потока над силами адгезии образующихся в результате коррозии нерастворимых продуктов, которые обладают экранирующими защитными свойствами, начинается коррозионно-эрозионное воздействие среды (рис. 2.20).
Рис. 2.20. Вид образцов-свидетелей, подвергшихся коррозионно-эрозионному разрушению
Отдельно следует выделить случай коррозионно-эрозионного разрушения, который наблюдается, в частности, при эксплуатации нефтесборных коллекторов и низконапорных водоводов месторождений нефти Западной Сибири. Опыт эксплуатации таких систем, собранных из труб с завышенным диаметром, показал, что значительная их часть подвержена специфическому разрушению по нижней образующей труб со скоростью 3 и более мм/год (ручейковая коррозия). Разрушение представляется в виде одно- или двухрядной канавки (рис. 2.21). Такие разрушения, как правило, наблюдаются на восходящих участках трассы трубопровода с расслоенным режимом течения газоводонефтяных смесей с локализованными водными скоплениями, что характерно для трубопроводов, транспортирующих продукцию скважин до комплексных пунктов сбора, сепарации попутного газа и предварительного сброса пластовой воды.
Рис. 2.21. Катушка трубы с ручейковой коррозией
Методы контроля коррозии. Для контроля коррозионной агрессивности добываемых и транспортируемый продукции, определения их воздействия на металл трубопроводов и емкостного оборудования, прогнозирования работоспособности объектов и определения эффективности противокоррозионных мероприятий, используют ряд методов, причем их оптимальное сочетание подбирается с учетом особенностей каждого конкретного месторождения. Для контроля коррозии трубопроводных систем рекомендуются следующие методы: - установка контрольных катушек; - установка контрольных образцов; - измерение скорости коррозии методом электросопротивления; - измерение мгновенной скорости коррозии методом линейной поляризации; - потенциодинамические измерения; - измерение потока диффузионно-подвижного водорода; - неразрушающий контроль ультразвуковыми и радиографическими методами; - наблюдение за изменением химического состава продукции; - обследование внутренних поверхностей оборудования и трубопроводов при аварийных и предупредительных ремонтах; - исследование состава отложений, выносимых скребками при очистке трубопроводов; - наблюдение за изменением механических свойств и структуры металла. Естественно, что каждый метод имеет свои ограничения и область применения, которые необходимо учитывать при выборе комплекса методов для конкретной системы, стремясь при этом получить максимум информации при минимальных затратах. Ниже дана краткая характеристика традиционных методов контроля коррозии. Метод электрического сопротивления (ЭС ). Чувствительный элемент датчика (трубка, полоса, проволока) изготавливается из изучаемого материала. По мере коррозии толщина чувствительного элемента уменьшается и увеличивается его омическое сопротивление. Это изменение фиксируется измерительным прибором по отношению к аналогичному элементу, защищенному от коррозии. При обработке результатов показания прибора пересчитываются в единицы скорости коррозии. Датчики можно использовать в любой жидкой и газовой среде при рабочих давлениях и получать оперативную информацию о коррозионной активности среды и эффективности защитных мероприятий. Измерение скорости коррозии методом ЭС рекомендуется применять для ускоренной оценки коррозионной агрессивности газовых и газожидкостных сред при проведении опытно-промышленных испытаний ингибиторов коррозии. При выборе места установки датчика следует учитывать, ввиду того что вторичный прибор представляет собой высокоточный омметр, флуктуации температуры, отражающиеся на сопротивлении чувствительного элемента, что вносит большие погрешности в результаты измерений. Эталонный элемент, находящийся в корпусе датчика не успевает компенсировать быстрые изменения температуры вследствие его изолированности от рабочих условий.
|

 примесей, %
примесей, %
 0,9
0,9
 0,9
0,9
 0,5
0,5