Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перечислить основные задачи контроля производстваСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Уровень
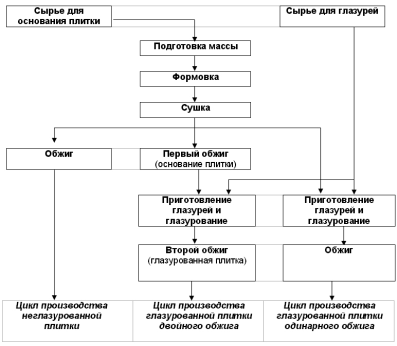
Перечислить основные задачи контроля производства Основными задачами технологического контроля производства строительных материалов являются: 1) обеспечение выпуска материалов заданного качества; 2) паспортизация отгружаемого материала; 3) контроль качества поступающих сырьевых материалов, топлива, вспомогательных и корректирующих добавок, гидравлических и иных материалов; 4) анализ и обобщение результатов контроля отдельных операций и участков с целью совершенствования технологических процессов и разработки лучших технологических параметров. В условиях непрерывности производственных процессов и масштабности современных заводов по производству строительных материалов для успешного выполнения перечисленных задач система технологического контроля должна быть организована так, чтобы информация об основных технологических и химических характеристиках сырья, сырьевой смеси, массы или раствора, топлива, полуфабрикатов и готовой продукции была оперативной и надежной. Только в этом случае создаются условия для оптимального ведения технологического процесса, соблюдения технологических нормативов производства строительных материалов заданного качества, полностью отвечающего требованиям стандарта. Следует иметь в виду, что для современной строительной индустрии важно постоянство основных технических свойств продукции. Повышение качества строительных материалов в широком смысле этого слова создает необходимые предпосылки для более рационального применения их в строительстве, что равносильно лучшему использованию заводских мощностей, экономии сырья, топлива, электроэнергии и в конечном итоге — повышению эффективности производства. Описать внутрипроизводственный контроль. Входному контролю подвергают сырье, исходные материалы, полуфабрикаты, комплектующие изделия, техническую документацию и т. д. Контроль производится по ряду параметров, среди которых: визуальный и инструментальный контроль геометрии продукции, соответствие отгрузочнымдокументам, наличие дефектов и др. С входного контроля начинается формирование качества изделия при производстве на данном предприятии. Операционный контроль или межоперационный контроль проводится на различных стадиях производственного процесса изготовления изделия. Назначение и порядок его проведения определяется технологической документацией - маршрутными и операционными картами. Приѐмочный контроль состоит в проверке готовых изделий и наиболее ответственных узлов. Контролю подвергаются: взаимное расположение элементов изделия, качество выполненных соединений (сила и момент затяжки резьбовых соединений, качество пригонки стыкуемых поверхностей, качество клинкера и цемента и др.), правильность постановки и наличие деталей в соединениях, масса узлов и изделия в целом, уравновешенность вращающихся частей изделия и т.д. Непрерывный и периодический контроль состоит либо в непрерывной проверке соответствия контролируемых параметров нормам точности либо соответственно в периодической проверке через установленные интервалы времени. Детализировать контроль качества сырьевых материалов, поступающих на производство: карбонатные породы. Карбонатные породы 1. К а р б о н а т н ы е п о р о д ы з а л е г а ю т д о с т а т о ч н о в ы д е р ж а н н ы м и по м о щ н о с т и п л а с т а м и. Химический состав их в пластах (по простиранию) колеблется в небольших пределах. В этом случае рекомендуется следующий порядок контроля. Карьер по фронту условно разбивается на тридцати-пяти-десятиметровые участки, и все они нумеруются; затем строится разрез карьера, на котором отмечаются номера участков. На основании геологических материалов и данных карьерной сетки подсчитывают средневзвешенный состав известняковой породы по участкам и производят расчет компонентного и химического составов, а также титра сырьевой смеси для каждого участка (с учетом глинистого компонента и присадки золы). Результаты расчетов в виде соотношения сырьевых материалов, состава и титра сырьевой смеси наносят на карту разреза карьера. В журнале текущего контроля производства каждую смену отмечают, из какого участка подается сырье на производство. По расчетным данным, помещенным на карте разреза, определяется соотношение сырьевых материалов, подаваемых на производство. Для проверки выдержанности химического состава породы по участкам и соответствия его данным карьерной сетки отбираются среднеучастковые пробы: за время, пока сырье поступает на производство с одного участка (практически в течение нескольких дней), периодически (один-два раза в смену) отбирают и объединяют пробы дробленого материала. При переходе к разработке другого участка из объединенного материала (известняка, мергеля, мела) отбирают среднюю пробу и определяют ее химический состав. В случае, если химический состав материала соответствует или близок к расчетным данным карьерной сетки, полный химический анализ пробы, отобранной с данного участка, нужно производить после двукратного прохождения по нему экскаватора. Если же будут обнаружены существенные отклонения от данных карьерной сетки, то производят химический анализ каждой среднеучастковой пробы. При этом, чтобы установить причины откло- нений, одновременно подвергают химическому анализу пробы породы, отобранной из борозды, проложенной на данном участке. Если подтвердится, что состав сырья па данном участке существенно отличается от нанесенного на карьерной сетке, расчет состава сырьевой смеси производят заново и результаты его наносят на карту разреза. 2. Химический состав сырья значительно и незакономерно колеблется в пределах каждого пласта как по мощности, так и по простиранию. Встречаются незакономерно расположенные карстовые включения, различные по составу и величине. В этом наиболее сложном для выдерживания состава сырьевой смеси случае представляется целесообразным текущее опережающее опробование сырья. Глинистые породы К глинистым породам могут быть применены те же варианты контроля, что и к карбонатным породам. Оценка степени неоднородности глины, как и вообще контроль за составом поступающего на производство материала, должна осуществляться по данным химических анализов. При невысоком забое можно рекомендовать контроль посредством опережающего бороздового опробования. Борозды проводятся по всей высоте забоя на расстоянии от 5 до 10 м друг от друга, в зависимости от длины фронта карьера и постоянства состава глины. Опережающему опробованию подвергаются участки, предназначенные для разработки в ближайшее время. Если сырьевые материалы (в основном известняк) подаются на завод не непосредственно с карьера, а с сырьевого склада, то складирование и подача их на производство должны осуществляться по определенной системе. В течение заполнения каждого участка склада или формирования каждого усреднительного штабеля при помощи непрерывно действующего автоматического пробоотборника, отбирающего пробы с ленты конвейера перед складом, отбирается серия контрольных проб. Количество их выбирается в зависимости от постоянства состава опробуемого материала и емкости участка (штабеля). На основании анализов отобранных проб расчетным путем определяется средний химический состав соответствующего сырьевого материала па каждом участке (штабеле) склада. Вопросы охраны труда на предприятии по производству керамики На предприятиях по производству керамики для соблюдения требований безопасности имеется служба промышленной и экологической безопасности, которая включает в себя: - инженера по охране труда; - инженера по охране окружающей среды. Контроль за деятельностью службы осуществляет руководитель организации, служба охраны труда вышестоящей организации, орган исполнительной власти соответствующего субъекта РК в области охраны труда и органы государственного надзора и контроля за соблюдением требований охраны труда. Ответственность за деятельность Службы несет руководитель организации. Работники Службы несут ответственность за выполнение своих должностных обязанностей, определенных положением о службе и должностными инструкциями. Основными задачами службы охраны труда являются: - организация работы по обеспечению выполнения работниками требований охраны труда; - контроль за соблюдением работниками законов и иных нормативных правовых актов об охране труда, коллективного договора, соглашения по охране труда, других локальных нормативных правовых актов организации; - организация профилактической работы по предупреждению производственного травматизма, профессиональных заболеваний и заболеваний, обусловленных производственными факторами, а также работы по улучшению условий труда; - информирование и консультирование работников организации, в том числе ее руководителя, по вопросам охраны труда; - изучение и распространение передового опыта по охране труда, пропаганда вопросов охраны труда. Организация и координация работ по охране труда на керамических предприятиях возложена на инженера по охране труда. Кроме того, он проводит анализ состояния и причин производственного травматизма и профессиональных заболеваний, разрабатывает мероприятия по предупреждению несчастных случаев на производстве и профессиональных заболеваний, а также организует их внедрение; организует работу на предприятии по проведению проверок технического состояния зданий, сооружений, оборудования цехов на соответствие их требованиям безопасности, аттестации рабочих мест в части условий труда и техники безопасности, по обеспечению здоровых условий труда; проводит вводный инструктаж и оказывает помощь в организации обучения работников по вопросам охраны труда в соответствии с ГОСТ 12.0.004 - 90 и действующими нормативными документами, участвует в работе аттестационной комиссии и комиссии по проверке знаний инженерами, техниками и служащими правил и норм по охране труда. Уровень Характеристикам Особенность метода корректирования шлама по ладанным значениям КН и одного модуля заключается 1) том, что для корректирования этих показателей используются два заранее приготовленных и проанализированных кор- ректирующих шлама: а) известняковый или глиняный — для корректирования КН сырьевого шлама; б) известняково-огарочный или глиняно-огарочный — для корректирования численного значения того или иного модуля. Рассмотрим в общем виде схему корректирования. По выходе из сырьевых мельниц и заполнении вертикального бассейна сырьевой шлам усредняется и от него отбирается проба для химического анализа на содержание SiО2, Аl2O3, Fe2О3 и СаО, т. е. тех окислов, которые необходимы для расчета величины КН и модулей шлама. В зависимости от типа применяемого пробоотборника проба может отбираться либо в процессе заполнения бассейна, либо после его заполнения и усреднения. Исходные материалы контролируют по химическому составу, содержанию СаСОз (титр) в известняке и влажности сырья. В сырьевом отделении проверяют состав смесей, тонкость их измельчения, влажность, текучесть и однородность титра. При производстве цементов становится обычным также контроль содержания в сырьевых смесях СаО, Si02, A1203, Fe203. Химический анализ клинкера и цемента производится по ГОСТ 5382—73. Качество клинкера определяют часто по его насыпной плотности, которая при правильном составе сырьевой смеси и надлежащем обжиге во вращающейся печи (мокрый способ) колеблется обычно в пределах 1550—1650 г/л. Определяют также количество СаОспоб, которое не должно превышать 1 % для обычного клинкера и 0,2— 0,3 % для быстротвердеющего. Контроль при помоле клинкера с добавками сводится к проверке соотношения по массе между клинкером, гипсом и другими компонентами, соответствия степени измельчения цемента нормативам, контролю температуры клинкера и получаемого продукта и к дру* гим определениям. Цемент должен быть принят ОТК завода по ГОСТ 22236—76 (с изм.). ФОРМА ДОКУМЕНТА О КАЧЕСТВЕ Документ о качестве _____________________ _______________________ товарный знак предприятиян наименование и адрес предприятия _______________________ обозначение цемента по НТД Отгружен_________________________________________ дата отгузки, номера вагонов или наименование судна Гарантированная марка _____________________________ Добавки___________________________________________ вид, количество, % Активность при пропаривании _____________МПа (кгс/см2) Группа по эффективности пропаривания _______________ Средняя активность в возрасте 3 сут (по данным за предыдущий месяц)_________ МПа (кгс/см2) Нормальная густота цементного теста_________________% Признаки ложного схватывания_______________________ есть, нет Гарантийный срок___________________________________ ___________________ знак контроля Требования к качеству керамических материалов Технически требования. Плитки должны изготавливаться в соответствии с требованиями настоящего стандарта и по технологическому регламенту, утвержденному предприятием - изготовителем. Характеристика дефектов керамической плитки Дефекты ухудшают эстетические и гигиенические свойства керамических изделий, снижают термостойкость и механическую прочность. Все дефект можно разделить на три группы: дефекты черепка; дефекты глазурного покрытия; дефекты декорирования. К дефектам черепка относятся: деформация, недостаточная белизна, пузыри и прыщи, неправильное монтирование приставных деталей, выбоины, щербины, выгорка, мушки и посечки. Дефекты черепка. Деформация изделия выражается в его искривлении. Деформация изделия образуется в результате неравномерной усадки при сушке и обжиге изделия. Особенно характерен для плоских изделий. Она определяется визуально и замерами с помощью измерительного клина. Замеряется деформация с помощью ступенчатого шаблона в миллиметрах и для основных видов изделий имеет допуски по ГОСТу. К дефектам глазурного покрытия относятся: натеки, наколы, плешины, цек, сухость, матовость глазури, засорка, откол глазурного покрытия. Натеки – утолщение глазурного покрытия в результате избыточно толстого слоя глазури. Наколы – точечное углубление на поверхности глазури, возникающее вследствие выхода газовых включений из черепка на поверхность при обжиге изделия и нарушающее сплошность глазурного покрытия. Плешины – места, не покрытые глазурью на глазурованной поверхности изделия. Заглазурованные односторонние трещины представляют несквозные посечки черепка К дефектам декорирования относятся недожог, пережог и отслоения краски, царапины на рисунке, разрыв декора, разнотонность – отклонение тона красочного покрытия от эталона. Наличие дефектов проверяется путем тщательного внешнего осмотра изделий с использованием лупы, линейки, микрометра и т. д. Пережог или не дожег красок, образуется при нарушении муфельного обжига. Краска не должна стираться. Сборка деколькомании допускается, если она не нарушает рисунка. Помарки краской надглазурные на лицевой стороне изделия в первом сорте не допускаются. Отслоение краски переводит изделие в брак. Внешний вид изделия. Глазурь может быть блестящей или матовой, прозрачной или заглушѐнной. Цвет, оттенок цвета, рисунок и рельеф лицевой поверхности плиток и фасонных деталей должны соответствовать образцам - эталонам, которые утверждаются в обязательном порядке. Для плиток с неповторяющимся рисунком (мраморовидные и др.) утверждается только эталон цвета, рисунок не эталонируется. 20. Организация контроля качества в производстве строительной керамики. В стандарте предприятия указывается перечень технологических процессов, подлежащих контролю, устанавливаются виды и порядок проверок соблюдения действующей технологии. Контроль технологического процесса наряду с определением качества поступающего сырья и готовой продукции является одним из основных слагаемых всего технического контроля производства керамических изделий. Для удобства анализа текущего контроля предприятия, рассмотрим кратко технологическую схему (рисунок 3.3), содержащую главные переделы производства, подлежащие контролю. Производство керамогранитных плиток включает следующие переделы: - приготовление глинистой суспензии; - приготовление шликера; - приготовление пресс-порошка из шликерных масс в распылительной сушилке; - прессование и сушка плиток; - нанесение ангоба на тыльную сторону плиток; - обжиг в щелевой роликовой печи; - сортировка и упаковка плиток; - укладка плиток в коробках на поддоны (пакетирование) и транспортировка на склад готовой продукции. Роспуск глинистого сырья осуществляется в мешалке. Компоненты подаются в мешалку в следующей последовательности: вода (52%), жидкое стекло (0,9%), каолин (15%), глина пластичная (35%), глина (50%) [. Параметры готовой глинистой суспензии контролируются при каждом роспуске: - Влажность суспензии 48 - 56% - Остаток на сите №0063 - 2,5% - Плотность 1,41 - 1,49 г/см3 - Вязкость 1,4 - 3,0 оЕ Возможные нарушения технологии: плохое смешивание и роспуск компонентов, налипание компонентов на стенки емкости. Причины: износ винта, недостаточная влажность, большое количество включений. Методы устранения: увеличение времени роспуска, своевременная подача воды и разжижителя. Шликер приготавливают в мельнице (трубной, шаровой) непрерывного действия. Глинистая суспензия, плавни и отощающие материалы, пройдя весовую дозировку строго в соответствии с рецептом, попадают в бункер, находящийся над загрузочной воронкой мельницы. Вода добавляется из расчета влажности готового шликера - 35%. Цветные шликера получают путем добавления в исходную керамическую массу заданного количества цветных сиропов. Приготовление цветных сиропов осуществляется в шаровых мельницах периодического действия. Основными компонентами для приготовления сиропов являются: базовый шликер, краситель, триполифосфат натрия (ТПФН), жидкое стекло, вода. Для обезвоживания шликера применяют башенную распылительную сушилку (БРС, атомизатор). Шликер из расходных мешалок подается в распылительную сушилку под давлением (р=21-23бар). Лаборатория проверяет технологические параметры пресс-порошка, а также исследует факторы, влияющие на изменение влажности и зернового состава. Влажность пресс- порошка зависит от влажности шликера и температуры сушки. На изменение зернового состава существенное влияние оказывают: диаметр отверстий форсунок БРС, давление подаваемого шликера, тонина помола шликера.
Рисунок 3.3. Схема технологического процесса керамогранитных плиток Модуль 1 Общие положения о техническом контроле качества строительных материалов. Мониторинг качества производства цемента Контроль уплотнения смеси. Персонал лабораторий, имеющий опыт испытания цементов, неоднократно встречается с явлением отделения воды на поверхности цементного теста стандартной нормальной густоты. Это же можно видеть на поверхности дорожных и аэродромных покрытий после окончания уплотнения. Такое свойство проявляют цементы, у которых отделяется вода в тесте нормальной густоты, в пластичных бетонных смесях при укладке в большие блоки, колонны, опоры и аналогичные им элементы сооружений высотой в несколько метров. Вода, постепенно поднимаясь из нижних слоев бетонируемого объекта, сильно разжижает верхние слои, изменяя водоцементное отношение. В таких частях сооружений бетон будет неоднородным по высоте. Поэтому одним из показателей пригодности служит стабильность смеси при уплотнении и неотделяемость воды при твердении. Следовательно, в задачу контроля уплотнения бетонной смеси входит предотвращение любой возможности нарушения ее проектного состава. К причинам, вызывающим нарушение однородности,, в первую очередь относится нарушение состава, который был подобран лабораторией. Своевременный контроль изготовления смеси позволяет получать однородный бетон с заданными свойствами.
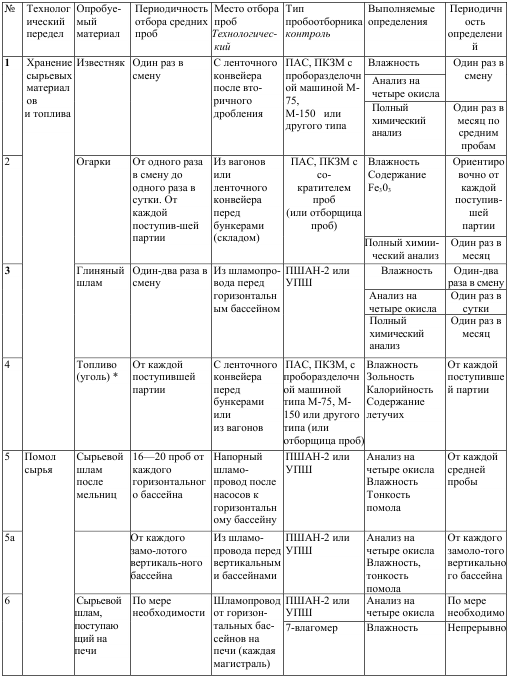
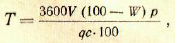
5 уровень (12 баллов) - 30 вопросов Модуль 1 Общие положения о техническом контроле качества строительных материалов. Мониторинг качества производства цемента Детализировать контроль производства портландцемента Примерная схема технологического контроля производства цемента 5. Отличительной особенностью поточного способа приготовления шлама являются высокие требования к однородности химического состава материалов, поступающих на помол. В связи этим резко возрастает роль достоверной опережающей информации о среднем составе и свойствах сырьевых материалов, поступающих в производство, сырьевых шламов (муки), подаваемых горизонтальные бассейны (силосы), и т. д. Получение опережающей информации по карьерам известняка и глины должно обеспечиваться составлением опережающей карьерной сетки, необходимой для рациональной организации добычи сырья. В случае залегания на карьере высококачественного известняка, отличающегося достаточным постоянством состава, отсутствием посторонних включений (карст, дайки, запесоченность) и не требующего благодаря этому усреднения на специальных усредительных складах гравитационного типа, опережающая информация о составе и свойствах известняка, необходимая для настройки регулирования дозаторов сырьевых мельниц, может быть обеспечена в соответствии с приведенной схемой независимо от заполнении склада сырьем 6. Описать схему контроля производственного процесса (обжиг клинкера) Технологический контроль процесса обжига и приготовления клинкера заключается в определении качества сырьевой смеси, поступающей в печь, правильности питания печи шламом или сырьевой мукой, показателя степени обжига клинкера и основных показателей теплового режима печи. Перечень операций и определений технологического контроля произведен в таблице 1. Контроль за влажностью поступающего в печи шлама должен производиться по показаниям автоматических влагомеров радиоизотопного типа. При отсутствии влагомеров такой контроль может вестись но показаниям вискозиметров. Автоматическими пробоотборниками один-два раза в смену отбираются контрольные пробы шлама, поступающего на печи. В пробах определяется химический состав, влажность и объемный вес шлама (для учета его расхода). При работе печей по сухому способу пробы сырьевой муки отбирают автоматическими пробоотборниками из напорных трубопроводов, по которым она подается в печное отделение. Контроль качества обжига клинкера надо осуществлять, как правило, путем определения содержания несвязанной окиси кальция в пробах клинкера,отбираемых после холодильника вращающейся печи автоматическим пробоотборником. Периодичность отбора контрольных проб клинкера определяется условиями обжига; как правило, пробы его отбираются один-два раза в смену от каждой печи. Предельное содержание свободной окиси кальция устанавливается для каждого завода в соответствии с конкретными сырьевыми и топливными условиями. Для оперативного контроля и ведения обжига персоналом печного отделения (машинистами или помощниками машинистов вращающихся печей) может быть использован петрографический метод определения свободной окиси кальция в клинкере или определения его объемного веса, либо другой метод, пригодный для оценки качества обжига. На площадке у горячих головок печей должны быть созданы условия, необходимые для выполнения указанных анализов. Периодичность этих определений регламентируется в зависимости от стабильности работы печей. Раз в сутки по среднесуточным пробам определяется химический состав клинкера и проводятся его физико-механические испытания. Петрографический анализ фазового состава и микроструктуры клинкера целесообразно выполнять в дневную смену от каждой печи. Пробы для анализа рекомендуется отбирать работнику лаборатории, который их выполняет. При работе на твердом топливе, для контроля за присадкой золы, периодически подвергаются полному химическому анализу среднесуточные пробы сырьевой смеси, поступавшей в печь, форсуночного топлива и клинкера (за одни и те же сутки). Полученные данные используются при расчетах компонентного состава сырьевой смеси и для определения выхода клинкера из нее. Количество клинкера, выходящего из каждой печи, надо регистрировать специальными весоизмерительными устройствами. При их отсутствии количество клинкера учитывается в соответствии с выходом его из 1 м3 шлама и питанием печей шламом по специальным таблицам. Таблицы составляются на основании экспериментальных данных по следующей формуле:
где Т — время наполнения контрольного бачка, сек; V — емкость бачка, л; W — влажность шлама, %; q — заданная производительность печи, кг/ч; с — удельный расход сухих сырьевых материалов, кг/кг клинкера; р — объемный вес шлама, кг/л. Для того чтобы в цементные мельницы не попадал некондиционный клинкер, на клинкерном складе должно быть отведено место для отдельного складирования такого клинкера и материала, получаемого в процессе розжига печей.
Контроль твердения бетона. Качество бетона, уложенного в сооружения и отдельные конструкции, в значительной мере зависит от тех условий, в которых бетон находится после укладки. На интенсивность твердения бетона и сроки готовности отдельных элементов и частей сооружений для распалубки, а также на восприятие полной эксплуатационной нагрузки влияют температурные условия и влажность окружающей среды. Чтобы уложенный бетон получил требуемую прочность в назначенный срок, за ним необходим правильный уход. Свежеуложенный бетон поддерживают во влажном состоянии и предохраняют от сотрясений, ударов, каких-либо повреждений, а также резких изменений температуры и быстрого высыхания. Строительная лаборатория и инженерно-технический персонал стройки обязаны обеспечивать тщательный контроль за твердением бетона. Все мероприятия по уходу за бетоном заносят в журнал бетонных работ. Особенно важен уход за бетоном в первые дни после укладки. Плохой уход может настолько снизить качество бетона, что практически это нельзя будет исправить. Мастер и лаборант обязаны следить за тем, чтобы поверхность свежеуложенного бетона была укрыта мешковиной, рогожей или другими материалами. Полив бетона начинают не позднее чем через 10-12ч после окончания бетонирования, а в жаркую погоду - через 2-3 ч. В сухую погоду продолжительность поливов свежеуложенного бетона, изготовленного на портландцементе, должна быть не менее 7 сут., на глиноземистом цементе – не менее 3 сут., бетона на прочих цементах, в том числе на цементах с пластифицирующими добавками, не менее 14 сут. Особенно обильный полив рекомендуется на ночь. При температуре выше 15°С в течение первых 3 сут. после укладки поверхность бетона укрывают влагоемкими материалами (песком, опилками, рогожей), длительность перерывов между поливами увеличивают примерно в 1,5 раза. Вода, применяемая для полива, должна удовлетворять требованиям, предъявляемым к воде для затворения бетонной смеси. При температуре воздуха ниже 5°С поливать бетон не рекомендуется. При высокой влажности окружающего воздуха твердение бетона тем интенсивнее, чем выше его температура, и, наоборот, если температура приближается к 0°С, то твердение бетона сильно замедляется, особенно в раннем возрасте, а при температуре 0"С и ниже твердение приостанавливается совсем. В связи с этим следует систематически измерять температуру бетона и окружающего воздуха. Бетон, твердеющий в недостаточно влажной внешней среде, резко снижает свои технические свойства и не отвечает проектным требованиям. Он приобретает случайные свойства и его качество значительно ниже качества бетона, изготовленного в лаборатории. Следует учитывать, что изменение влажности воздуха, в котором твердеет бетон, не отразится на прочности в первые сроки твердения (примерно за первые 30 суток), что можно объяснить наличием в цементе зерен различных размеров, в данном случае мелких зерен. В реакцию твердения с водой успевают вступить наиболее мелкие зерна (крупностью примерно до 10-15 мк), которые и обеспечивают приобретение бетоном марочной прочности. Но из-за испарения части воды затворения в дальние сроки нормального твердения бетона уже не происходит и он получается пониженных технических свойств. Для сохранения влаги в бетоне можно применять разжиженный битум, битумные и дегтевые эмульсии, лак-этиноль и другие жидкие материалы, быстро образующие водонепроницаемую пленку на поверхности бетона. Передвижение людей и транспортных средств по забетонированным конструкциям можно начинать только при достижении бетоном прочности не менее 1,5 МПа, сроки достижения указанной прочности устанавливает лаборатория после испытания контрольных образцов бетона. Сроки распалубливания бетонных и железобетонных конструкций назначаются с учетом следующих требований. Удаление боковых элементов опалубки, не несущих нагрузки от веса конструкций, допускается только после достижения бетоном прочности, обеспечивающей сохранность поверхности и кромок углов. Удаление несущей опалубки железобетонных конструкций допускается только после достижения бетоном следующей прочности: для плит пролетом до 3 м - 70% от проектной; для несущих конструкций (балок, ригелей, плит) пролетомдобм-70% от проектной; для несущих конструкций пролетом более 6м- 80% от проектной прочности. Кроме того, при назначении сроков распалубки учитывают условия работы конструкций и время включения ее в работу. В сейсмических районах прочность бетона, при которой допускается снятие несущей опалубки конструкций, указывается в проекте. Распалубливание железобетонных конструкций могут быть допущены при меньшей прочности бетона при условии проверки расчетом прочности и жесткости конструкций под действием фактических нагрузок. Полную расчетную нагрузку в распалубленной железобетонной конструкции можно допустить только после приобретения бетоном проектной прочности. Сроки достижения заданной прочности устанавливает строительная лаборатория по результатам испытаний контрольных образцов-кубов с учетом использования различных графиков и таблиц роста прочности бетона во времени при различных температурах.
Уровень
Перечислить основные задачи контроля производства Основными задачами технологического контроля производства строительных материалов являются: 1) обеспечение выпуска материалов заданного качества; 2) паспортизация отгружаемого материала; 3) контроль качества поступающих сырьевых материалов, топлива, вспомогательных и корректирующих добавок, гидравлических и иных материалов; 4) анализ и обобщение результатов контроля отдельных операций и участков с целью совершенствования технологических процессов и разработки лучших технологических параметров. В условиях непрерывности производственных процессов и масштабности современных заводов по производству строительных материалов для успешного выполнения перечисленных задач система технологического контроля должна быть организована так, чтобы информация об основных технологических и химических характеристиках сырья, сырьевой смеси, массы или раствора, топлива, полуфабрикатов и готовой продукции была оперативной и надежной. Только в этом случае создаются условия для оптимального ведения технологического процесса, соблюдения технологических нормативов производства строительных материалов заданного качества, полностью отвечающего требованиям стандарта. Следует иметь в виду, что для современной строительной индустрии важно постоянство основных технических свойств продукции. Повышение качества строительных материалов в широком смысле этого слова создает необходимые предпосылки для более рационального применения их в строительстве, что равносильно лучшему использованию заводских мощностей, экономии сырья, топлива, электроэнергии и в конечном итоге — повышению эффективности производства.
|
||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 536; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.38 (0.025 с.) |