Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Притирка зубьев конических колесСодержание книги
Поиск на нашем сайте
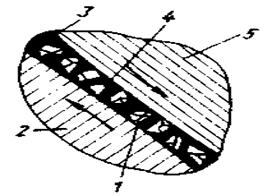
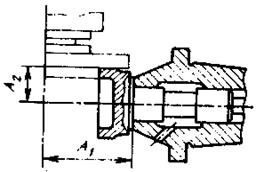
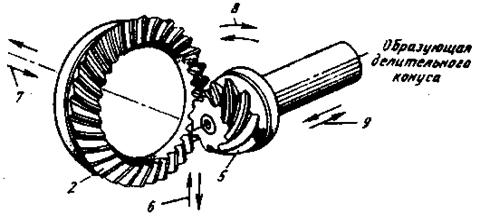
Закаленные конические зубчатые передачи притирают для уменьшения шероховатости поверхности зубьев, а также незначительных исправлений формы и расположения пятна контакта. Притиркой может быть получен параметр шероховатости боковых поверхностей зубьев R a = 1...2 мкм, снижен уровень шума у конических передач до 6 дБ. Погрешности зацепления исправляются незначительно, припуск под притирку не оставляют. Притирку нельзя рассматривать как операцию корректирования пятна контакта, чрезмерная притирка снижает качество зубчатых колес. При притирке, которая производится на специализированных притирочных станках, между сопряженными вращающимися зубчатыми колесами вводится абразивная жидкость, состоящая из абразива 1 и масла 3 Конструкция зубопритирочных станков выполнена таким образом, что настроенные на теоретические базовые расстояния с помощью специального калибра (рис. 2.23 б) ведущий и ведомый шпиндели станка с зубчатыми колесами во время притирки автоматически изменяют свое взаимное положение. Этим обеспечивается притирка практически в любой точке поверхности зуба. В течение автоматического цикла работы на притирочном станке выполняются три основных движения: вертикальное 6, горизонтальное 9 и осевое 7 (рис. 2.23 в), параметры которых определяют опытным путем или при контроле пары методом V-Н на контрольно-обкатном станке. При перемещении пятна контакта с помощью вертикальных V и горизонтальных Н смещений бабок станка из центрального положения на носок и пятку оно может выходить на кромку зуба, но его центр должен оставаться в границах зуба. В последних моделях притирочных станков фирмы «Глисон» (США) вместо вертикального движения 6 (рис. 2.23 в) выполняется поворот 8 шестерни 5 вокруг оси, проходящей приблизительно через середину зубчатого венца в направлении изменения межосевого угла. Это движение повышает эффективность притирки на 10 - 20 %, при этом обеспечивается высокое качество обработки. В качестве абразива в абразивной жидкости наиболее эффективным для закаленных зубчатых колес является карбид кремния, применяют и другие абразивы. Для притирки мелкомодульных передач и передач с твердостью HRCЭ < 55 целесообразно применять абразивы из окиси алюминия. Размер абразивных зерен оказывает существенное влияние на притирку и должен составлять 7 - 50 мкм. Очень мелкие зерна увеличивают время притирки и могут способствовать возникновению задиров на поверхности зубьев. Если абразивные зерна слишком крупные, то поверхность после притирки будет слишком шероховатой, что может привести к возникновению резких шумов при работе. Притирку зубчатых колес с окружным модулем 2,5 - 4,5 мм целесообразно производить микрошлифпорошком с зернистостью М7-Ml4. Передачи легковых автомобилей целесообразно притирать абразивными зернами с зернистостью М7-М28, а передачи грузовых автомобилей и тракторов - зернами зернистостью М28 - М50.
Масло, входящее в абразивную смесь, должно поддерживать абразивные зерна во взвешенном состоянии, свободно протекать через насосную систему станка и легко смываться с зубьев водным раствором. Вязкость масла должна составлять 21 - 45 сСт при 50 °С. Если масло слишком густое, то его нужно разбавить гидравлическим или машинным маслом. Из отечественных масел перечисленным требованиям удовлетворяет масло СЭЛ-1. Соотношение по объему частей абразивного порошка и масла составляет от 1:1 до 1:2. Первоначально можно использовать абразивную жидкость, состоящую из 2,7 кг абразива и 3,8 л масла. Во время притирки необходимо периодически добавлять абразивную смесь, так как со временем абразивные зерна разрушаются и теряют свои режущие свойства. К тому же часть абразивной смеси остается на деталях после их притирки. В массовом и крупносерийном производстве абразивную смесь целесообразно добавлять по 1,5 л через каждые 3 ч работы после притирки 20 - 30 зубчатых пар. Боковой зазор во время притирки должен быть на 0,05 - 0,07 мм меньше минимального допустимого зазора, чтобы избежать интерференции верхней кромки зуба при работе пары в собранном механизме. Если зубчатые пары собирают с малым боковым зазором, то время притирки по возможности ограничивают. Для обеспечения высококачественной поверхности зубьев шестерня должна совершить во время притирки 2000 - 4000 оборотов. Ориентировочное время притирки конических передач с криволинейными зубьями 2 - 5 мин, гипоидных передач легковых автомобилей 4 - 6 мин, гипоидных передач грузовиков 8 - 12 мин.
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 362; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.8.139 (0.01 с.) |