Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Точность обработки зубчатых колес из закаливаемых сталейСодержание книги
Поиск на нашем сайте
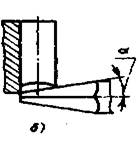
Следует учитывать, что методы зубоотделочной обработки зубошевингованием, зубохонингованием, зубокалиброванием, а также зубопритиркой эффективно исправляют небольшие погрешности по нормам плавности при съеме минимального припуска и при нормальной режущей способности инструмента. При особых требованиях к качеству поверхностного слоя зубьев после зубошлифования рекомендуется выполнять зубохонингование, обработку пластическим деформированием и другие виды обработки, стабилизирующие и повышающие механические свойства поверхностного слоя зубьев. Закругление торцов зубьев переключаемых колес, снятие фасок на торцовых кромках и удаление заусенцев производят после чистового зубонарезания; после шевингования заусенцы удаляют повторно. Торцовые поверхности зубьев обрабатывают для придания торцу специальной формы, обеспечивающей вход в зацепление переключаемых колес, а также для притупления острых кромок и удаления заусенцев, образующихся при нарезании колес. Наибольшее распространение нашли радиусная форма торца зуба (рис. 1.2 а) и остроугольная форма (рис. 1.2 б), получаемая при обработке зубьев торцовыми фрезами. Фаски у прямозубых цилиндрических колес снимают по всему контуру зубьев или по обоим профилям (рис. 1.2 в), а у косозубых колес в большинстве случаев - с одной стороны профиля зуба, имеющего острую кромку
Закругления торцовых поверхностей зубьев выполняют пальцевой фрезой (фасонной или конусной), ось которой почти перпендикулярна оси колес (рис. 1.3). Большие стойкость инструмента и производительность обработки достигаются на станках, в которых используется дисковая фреза.
Фаски на торцах зубьев снимают абразивным инструментом, который позволяет обрабатывать закаленные и незакаленные колеса, не образуя при этом дополнительных заусенцев. Необходимой частью технологического процесса зубообработки является технологический контроль точности и качества зубчатых колес. При этом предпочтение следует отдавать профилактическому контролю, обеспечивающему высокое качество колес благодаря контролю заготовок, высокой точности оборудования, оснастки и инструмента. В технологическом процессе изготовления зубчатых колес предусматривается термическая обработка. На поверхностях, которые не должны быть подвергнуты цементации и которые не могут быть защищены предохранительными покрытиями, оставляют специальные защитные припуски, удаляемые на промежуточной операции механической обработки между цементацией и закалкой. Кроме того, после закалки и отпуска производят восстановление (отделку) базовых поверхностей. На валах – шестернях шлифуют посадочные шейки и шлицевые поверхности. Исправляют технологические базы для отделочных операций – центровые фаски; на валах с незакаленными торцами центровые фаски обрабатывают зенкерованием, а у валов с закаленными торцами центровые фаски исправляют конусными шлифовальными пальцевыми кругами. При поверхностной закалке зубьев исправление центровых фасок обычно не выполняют. Отделку посадочного отверстия в жестких, насадных шестернях и плоских колесах обычно производят, ориентируя заготовку по базовой поверхности, использованной для центрирования при зубообработке. При изготовлении колес, подвергаемых сравнительно интенсивному деформированию при термической обработке, отделку базовых посадочных поверхностей осуществляют одновременно с восстановлением их ориентирования относительно зубчатого венца (рис. 1.4 а). При изготовлении точных колес одновременно с базовой посадочной поверхностью обрабатывают технологическую опорную базу - торец выточки для последующего зубошлифования (рис. 1.4 б). При этом колеса устанавливают в специальных патронах, центрирующих заготовку по зубчатому венцу (роликами, рейками или зубчатыми секторами).
Зубофрезерование
|
|||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 286; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.007 с.) |