Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Нарезание конических колес с криволинейными зубьямиСодержание книги
Поиск на нашем сайте
Методы нарезания зубьев
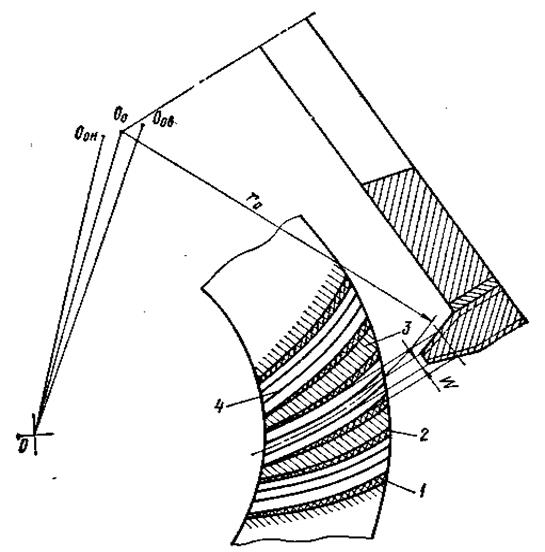
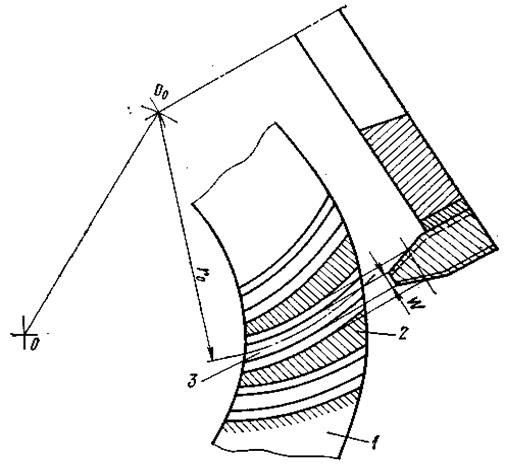
Методы нарезания конических колес с криволинейным зубом выбираются в зависимости от характера производства, параметров и конструкций зубчатых колес и требований, предъявляемых к пятну контакта на рабочих поверхностях зубьев. Различают следующие методы: поворотный односторонний, простой односторонний, простой двусторонний метод, двойной двусторонний метод. Поворотный односторонний метод характеризуется тем, что чистовая обработка шестерни производится раздельно по выпуклой и вогнутой сторонам зубьев при различных наладочных установках для каждой стороны зуба. Обработка колеса осуществляется раздельно по каждой стороне зуба, но без изменения наладочных установок. Обработав одну сторону всех зубьев колеса, например вогнутую (рис. 2.14), и не изменяя наладочных установок станка, поворачивают нарезаемое колесо вместе со шпинделем на угол l и производят при втором чистовом проходе обработку другой стороны зубьев (для нашего примера выпуклой). Поворотный односторонний метод рекомендуется применять в единичном и мелкосерийном производстве при нарезании конических зубчатых колес с разнообразными параметрами при небольшой номенклатуре зуборезных головок. Простой односторонний метод состоит в следующем. Чистовая обработка шестерни по выпуклой и вогнутой сторонам производится так же, как и при поворотном одностороннем методе, т.е. при различных наладочных установках. Колесо также обрабатывается раздельно по выпуклой и вогнутой сторонам, но наладочные установки для каждой стороны зуба различны и, как правило, отличаются только радиальной установкой (рис. 2.15). Колесо при простом одностороннем методе обрабатывается по следу-ющей схеме. Первоначально обрабатывают одну сторону всех зубьев колес данной партии. Затем перестраивают станок и обрабатывают другую сторо-ну. Таким образом, при поворотном одностороннем методе колесо на станке устанавливается один раз, а при простом одностороннем методе - два раза. Нарезание шестерни и колеса при поворотном и простом одностороннем методах производится двусторонними зуборезными резцовыми головками, причем развод резцов должен быть меньше некоторого значения, определяемого расчетом.
Простой односторонний метод обработки шестерни и колеса рекомендуется применять (независимо от условий производства) в тех случаях, когда при обработке поворотным односторонним или простым двусторонним методом получается неудовлетворительная форма зубьев, т.е. имеет место неправильное изменение толщины зуба вдоль его длины: прямое или обратное сужение зуба (рис. 2.1 6). Количественная оценка сужения зуба определяется при расчете наладочных установок. Обработка колеса простым односторонним методом менее удобна и более трудоемка, чем поворотным односторонним. Это особенно сказывается при нарезании зубчатых колес с модулем до 3 - 4 мм и диаметром свыше 200—300 мм. Поэтому простой односторонний метод следует применять только в исключительных случаях.
Рис. 2.14. Схема поворотного одностороннего метода нарезания зубьев конического зубчатого колеса: 1 - коническое зубчатое колесо; 2 - припуск, снимаемый при обработке выпуклой стороны после поворота зубчатого колеса на угол l; 3 - впадина; 4 – зуб
Рис. 2.15. Схема простого одностороннего метода нарезания: 1,2 - припуск, снимаемый при обработке вогнутой и выпуклой сторон зуба; 3 - зуб; 4 – впадина; ОО - положение центра зуборезной головки при черновой обработке зуба; ООД и ООН - положение центра зуборезной головки при обработке соответственно выпуклой и вогнутой сторон зуба внутренними и наружными резцами
Простой двусторонний метод состоит в том, что обработка колеса производится одновременно по выпуклой и вогнутой сторонам зубьев (рис. 2.17), обработка же шестерни осуществляется аналогично предыдущему методу, т. е. по выпуклой и вогнутой сторонам зубьев при различных наладочных установках.
Рис. 2.17. Схема двустороннего метода нарезания зубьев конического колеса: 1 - коническое зубчатое колесо; 2 - зуб; 3 – впадина
В рассматриваемом методе применяется двусторонняя зуборезная головка для обработки колеса с таким разводом резцов, который обеспечивает получение необходимой толщины зуба, т.е. фактический развод применяемого инструмента принимается равным расчетному значению.
Простой двусторонний метод рекомендуется применять в серийном, крупносерийном и массовом производствах, так как поворотный и простой односторонний методы малопроизводительны, особенно при обработке зубчатых колес крупных модулей. Простой двусторонний метод целесообразно применять при партии 20 - 50 пар и более в зависимости от модуля. При крупносерийном и массовом производствах обработку зубчатых колес с передаточным числом от 1 до 2,5 рекомендуется производить простым двусторонним методом, т.е. методом обкатки, а зубчатые колеса с передаточным числом 2,5 и более целесообразно делать полуобкатными и применять соответствующие способы обработки. Двойной двусторонний метод характеризуется тем, что при обработке колеса и шестерни выпуклая и вогнутая стороны зубьев обрабатываются одновременно двусторонними зуборезными головками. Развод резцов инструмента обеспечивает необходимую толщину зубьев шестерни и колеса. Двойной двусторонний метод применяется главным образом для обработки зубчатых колес с модулем до 2,5 мм, для которых нельзя использовать односторонний и простой двусторонний методы. Изготовление высококачественных конических колес двойным двусторонним методом можно осуществлять только на станках, имеющих наклоняемый шпиндель зуборезной головки и механизм винтового движения.
Черновое нарезание зубьев
Черновое нарезание зубьев конических передач производят двумя методами - врезания и обкатки. При нарезании зубьев методом врезания обрабатываемое колесо 2 (рис. 2.18 а) неподвижно, а зуборезная головка 1 вращается и, перемещаясь вдоль своей оси, прорезает впадину зубьев. В некоторых конструкциях зуборезных станков перемещается бабка заготовки, осуществляя движение подачи врезания. Двусторонними или трехсторонними зуборезными головками одновременно обрабатывают обе стороны зуба. Резцы головки копируют свой профиль во впадине зуба. После достижения требуемой глубины впадины зуба зуборезная головка отводится, а заготовка поворачивается для обработки следующего зуба. Период стойкости трехсторонней головки выше на 50 - 75 %, чем двусторонней. Метод врезания применяют для черновой обработки зубьев колес с углом делительного конуса более 68°. Направление вращения зуборезной головки совпадает с направлением линии зуба колеса. Метод обкатки применяют для чернового нарезания зубьев шестерен и колес с углом делительного конуса менее 68°. Наречение зубьев производят двусторонними зуборезными головками 3 (рис. 2.18 б), закрепленными на люльке станка. При совместном обкатывании заготовки 4 и люльки с зуборезной головкой 3 ее резцы, занимая последовательные положения, формируют октоидный профиль зубьев и их продольную кривизну в форме дуги окружности. Нарезание зубьев выполняют обычно при качании люльки в одном направлении вверх или вниз. Для устранения зазора в кинематической цепи станка качение люльки целесообразно производить снизу вверх. В конце цикла резания зуборезная головка отводится от заготовки, срабатывает реверсивный механизм, изменяющий направление вращения люльки, и включается делительный механизм, который поворачивает заготовку колеса на один зуб. Зуборезная головка совместно с люлькой ускоренно перемещается в исходное положение. Ширина дна впадины зубьев постоянна по всей длине, благодаря чему припуск под чистовое нарезание зубьев шестерни неравномерен по длине: у внешнего торца он больше, чем у внутреннего.
Черновое нарезание зубьев шестерни методом обкатки можно производить зуборезными головками правого и левого вращения. Более высокая стойкость зуборезной головки и качество поверхности зубьев достигается при попутном зубонарезании (рис. 2.19 а), при котором толщина стружки в начале резания максимальная, а в конце - минимальная. Режущие кромки свободно врезаются в металл и создаются благоприятные условия для резания. При встречном зубонарезании толщина стружки в начале резания минимальная, а в конце - максимальная (рис. 2.19 б).
В начале резания режущие кромки, особенно, если они затуплены, не сразу вступают в резание, а скользят по поверхности, уплотняют ее и подвергаются интенсивному изнашиванию. Встречное зубонарезание иногда применяют для изготовления зубчатых колес из вязких сталей. Благодаря сглаживающему действию резцов параметр шероховатости поверхности зубьев уменьшается. Для оптимизации нагрузки на резцы и повышения производительности черновое нарезание можно осуществлять с переменным движением подачи обкатки, ускоряя его в начале и конце резания, где толщина стружки и мощность резания имеют минимальное значение. Движение подачи осуществляют так, чтобы количество металла, снимаемого в начале, середине и конце резания, не изменилось. При черновом нарезании с переменной скоростью обкатки производительность станка увеличивается на 20 - 40 %. Эффективным средством повышения стойкости зуборезного инструмента и производительности станка при черновом нарезании является увеличение номинального диаметра зуборезной головки на одну ступень по сравнению с общепринятыми рекомендациями. Согласно этим рекомендациям, номинальный диаметр зуборезной головки для чернового и чистового нарезания зубьев шестерни и колеса принимают одинаковым и определяют в зависимости от конусного расстояния, ширины зубчатого венца и других параметров. В ряде случаев при черновом нарезании зубьев номинальный диаметр целесообразно выбирать в зависимости от степени сужения зуба (отношение нормальной ширины вершины зуба на внешнем торце к нормальной ширине на внутреннем торце). Расчетная степень сужения не должна превышать 1,35 - 1,4. Увеличение номинального диаметра на одну ступень позволяет повысить на 25 - 35 % производительность станка и в 1,7 - 2,5 раза стойкость зуборезных головок.
Чистовое нарезание зубьев
Чистовое нарезание зубьев конических передач производят методами – копирования, врезания и обкатки. Методом копирования производят обработку зубьев колес полуобкатных передач в крупносерийном и массовом производстве. Заготовка 2 Обработку зубьев методом копирования производят на специализированных зубопротяжных станках 5С272Е, 5281 Б, 5С261МП производства СССР, 609, 610 фирмы «Глисон», ZRKK 500 ´ 10 фирмы «Модуль», имеющих повышенную жесткость и короткую кинематическую цепь.
Чистовое нарезание зубьев методом обкатки производят на универсальных зуборезных станках двусторонними и односторонними зуборезными головками. Двусторонними головками нарезают обычно зубья колеса - одновременно обе стороны, а односторонними обрабатывают зубья шестерни - отдельно каждую сторону. Цикл обработки зубьев методом обкатки показан на рис. 2.18б. В массовом и крупносерийном производстве чистовое нарезание зубьев конических колес с шириной зубчатого венца b ³ 38 мм целесообразно производить зуборезными головками с уменьшенным числом резцов, спроектированными так, что в резании всегда участвует только один резец - внутренний или наружный. При этом число резцов в головке К£pdномсоsbm/b, где dном - номинальный диаметр зуборезной головки; bm - средний угол наклона линии зуба. Головки, у которых в резании участвует только один резец, обеспечивают высокую точность обработки и низкий параметр шероховатости боковых поверхностей зубьев, хотя их стойкость уменьшается на 10-15 % по сравнению со стойкостью головок с увеличенным числом резцов. При нарезании зубьев шестерен можно использовать односторонние зуборезные головки правого и левого вращения. При попутном нарезании зубьев стойкость режущего инструмента повышается по сравнению со стойкостью при встречном нарезании. В единичном и мелкосерийном производстве чистовое нарезание ведомых колес полуобкатных передач Формейт можно производить методом врезания на универсальных зуборезных станках 641, 645, 660, 655 фирмы «Глисон» (США). Направление вращения зуборезной головки соответствует направлению линии зуба. Резание производят от внутреннего конца зуба к внешнему, сила резания прижимает обрабатываемое колесо к торцу зажимного приспособления. Первоначально врезание осуществляют с небольшой скоростью резания и большой подачей. Когда глубина впадины достигает примерно 90 % высоты зуба, скорость движения подачи врезания уменьшают, а скорость резания повышают до скорости чистового резания. В течение всего цикла нарезания люлька станка, заготовка и зажимное приспособление жестко закреплены. После окончания обработки одной впадины зуба зажим освобождается и заготовка поворачивается на один шаг для нарезания следующей впадины.
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 691; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.161.43 (0.011 с.) |







 4
4
 3
3