Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка и обоснование схемы базированияСодержание книги
Поиск на нашем сайте
Выбор главной базовой поверхности В качестве главной базовой поверхности выступают выступают два участка наружной цилиндрической поверхности диаметром 63 мм, - участок возле торца заготовки (по которому возможна установка в токарный патрон) и участок с противоположного конца заготовки (установка в люнет). Каждый из этих участков выступает в роли двойной опорной базы, лишающей заготовку двух степеней свободы (двух перемещений). При этом заготовка всего лишится четырех степеней свободы. Применение этих поверхностей в качестве базовых не препятствует доступу инструментов к обрабатываемым поверхностям. Выбор опорной базовой поверхности В качестве опорной базы выступает один из торцев Æ63 мм. Он лишает заготовку одной степени свободы - одного перемещения вдоль оси детали. Применение данной поверхности в качестве базовой также не препятствует доступу режущих инструментов к обрабатываемым поверхностям.
При рассмотрении допуска перпендикулярности торца Æ63 относительно оси заготовки (см. п. 9.2.3) определим величину погрешности базирования для данного случая. Погрешность базирования для размера торца Æ63 равна половине допуска на размер 63 мм, т.е. Т=300/2=150 мкм:
Точностные параметры базовых поверхностей, определенные ранее, сопоставимы с точностными параметрами обрабатываемых, что обеспечивает выполнение точностных требований, предъявляемых к обработке. Анализ структуры связей, возникающих при базировании, можно осуществить, построив таблицу односторонних связей (см. таблицу 9.1). Таблица 9.1 – Таблица односторонних связей
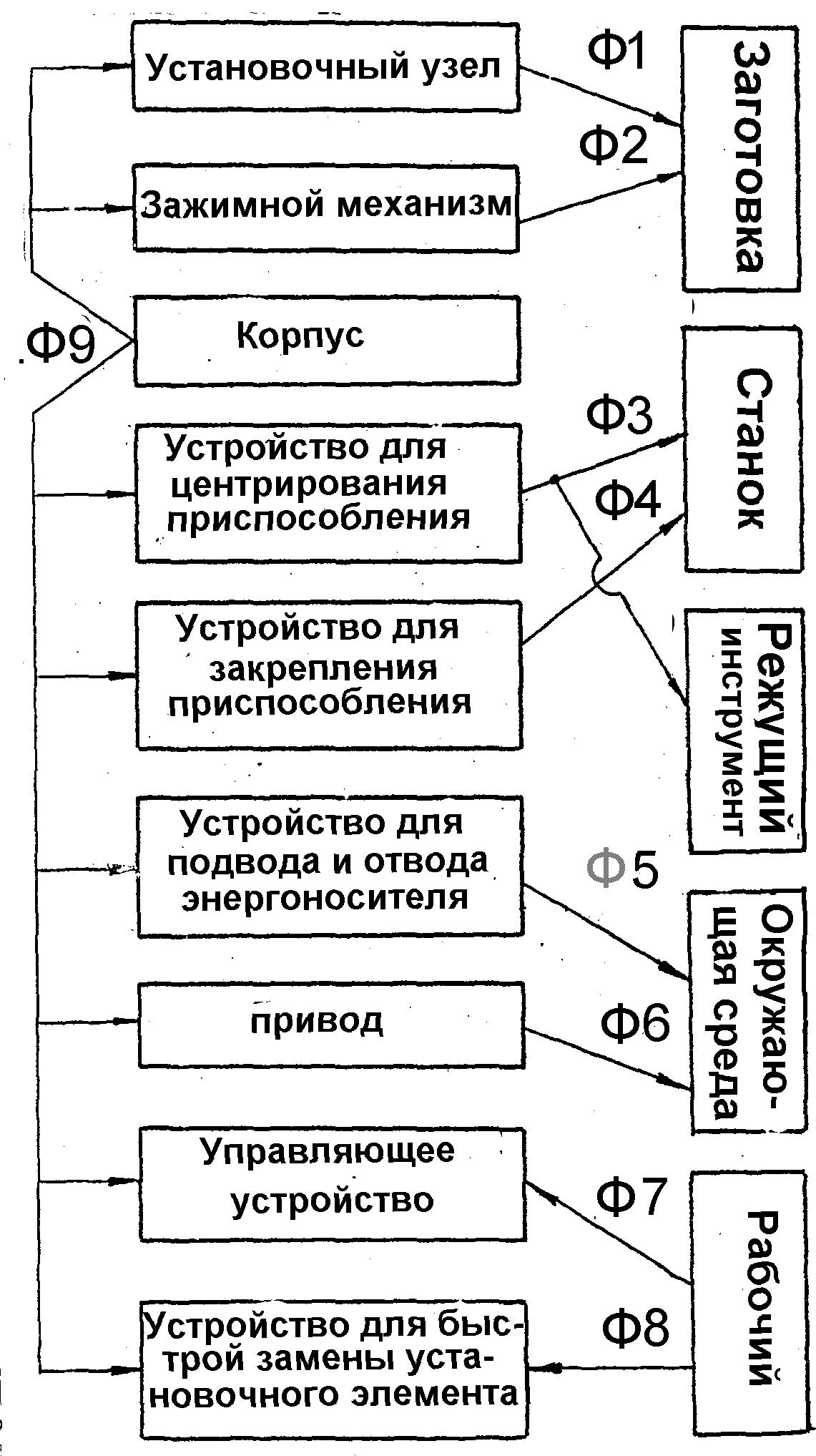
Из таблицы 9.1 видно, что на заготовку наложено 9 односторонних связей. Только две из них полные, остальные - неполные, что обусловлено наличием зазора между посадочной поверхностью токарного патрона и заготовкой. Чтобы заготовка была уравновешенной во время обработки, необходимо лишить заготовку возможности перемещаться по координатам x’, wx, wx’. Функциональная структура приспособления Функциональная структура проектируемого приспособления представлена на рисунке 9.2.
Рисунок 9.2 – Функциональная структура проектируемого приспособления
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 290; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.223 (0.008 с.) |