
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет технологических размерных цепей
Технологические размеры должны обеспечить: - заданные чертежом конструкторские размеры; - снятие вполне определенных по величине припусков. Сложность выполнения этих требований заключается в том, что большей частью ни припуски, ни конструкторские размеры не задаются в технологических картах непосредственно. Они, как правило, зависят от нескольких технологических размеров, т.к. принцип единства баз редко удается осуществить на всех без исключения операциях технологического процесса. Хотя, в моем случае, при изготовлении вала принцип единства баз удается соблюсти, т.к. обработка вала будет вестись в центрах. Расчет технологических размерных цепей производим в соответствии с методическими указаниями [30]. Данный расчёт технологических линейных размерных цепей начинается с построения схемы размерной цепи, которая выполняется согласно предложенного ранее варианта маршрута механической обработки детали. Верхней части такой схемы, см 8,1, указываются замыкающие звенья размерной цепи: конструктивные размеры
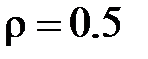
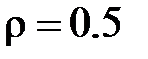
где: После этого на основе схемы технологической размерной цепи строится граф технологической размерной линейной цепи, см рис 8,2, а затем рассчитываются допуски на все технологические размеры, см. таблицу 8.1. В ней в графе 7 отмечаются доминирующие погрешности, в качестве которых на первой операции указываются погрешности коробления (
Это очень большая погрешность, соизмеримая с допуском на размер
В итоге расчётные допуски определяются как суммы величин допусков по экономически достижимым квалитетам точности для заданных методов обработки поверхностей и величин доминирующих погрешностей. Дальнейшие расчёты межоперационных размеров технологической линейной размерной цепи представлены в таблице 8,2. В графе 2 этой таблицы указаны минимальные значения припусков, рассчитанные по формуле:
где Значения
где
А для значений припусков После расчётов межоперационных размеров необходимо выполнить проверку обеспечения размеров замыкающих звеньев
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 345; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.200.35 (0.008 с.) |
 и минимальные припуски
и минимальные припуски  , а в нижней части – размеры заготовки и межоперационные размеры детали
, а в нижней части – размеры заготовки и межоперационные размеры детали  . При этом должно выполнятся условие:
. При этом должно выполнятся условие:
 - количество соответствующих размеров и ли припусков.
- количество соответствующих размеров и ли припусков. ) для размера
) для размера  так как последний выдерживается от «черновой», не обработанной базы. Для других размеров, в частности размера
так как последний выдерживается от «черновой», не обработанной базы. Для других размеров, в частности размера  , доминирующей погрешностью является погрешность базирования т. к. в этом случае не совпадают измерительная и технологическая базы. В результате такая погрешность базирования равна допуску на размер, соединяющий эти базы, т. е.
, доминирующей погрешностью является погрешность базирования т. к. в этом случае не совпадают измерительная и технологическая базы. В результате такая погрешность базирования равна допуску на размер, соединяющий эти базы, т. е.  мм.
мм. Рисунок 8.1 – Схема размерной цепи
Рисунок 8.1 – Схема размерной цепи
 по этому при такой схеме обработки технологически невозможно обеспечить конструкторский размер, если бы обработка велась на обычном универсальном оборудовании. Однако в данном случае при обработке заготовки когда расточка центральных отверстий детали осуществляется с 2х сторон одновременно и с предварительной настройкой инструментов на требуемый размер с помощью специальных индикаторных приспособлений, погрешность базирования уменьшается до значений погрешностей настройки инструментов, равной
по этому при такой схеме обработки технологически невозможно обеспечить конструкторский размер, если бы обработка велась на обычном универсальном оборудовании. Однако в данном случае при обработке заготовки когда расточка центральных отверстий детали осуществляется с 2х сторон одновременно и с предварительной настройкой инструментов на требуемый размер с помощью специальных индикаторных приспособлений, погрешность базирования уменьшается до значений погрешностей настройки инструментов, равной  . Этого вполне достаточно для обеспечения требуемой точности обработки размера
. Этого вполне достаточно для обеспечения требуемой точности обработки размера 







 - шероховатость заготовки с предшествующего
- шероховатость заготовки с предшествующего  перехода.
перехода. и
и  берутся из справочника. Ожидаемая погрешность замыкающих звеньев определяется по формуле:
берутся из справочника. Ожидаемая погрешность замыкающих звеньев определяется по формуле:
 - допуски размеров, соответствующих уравнению контура размерной цепи, см рис 8,2, допустимая корректировка замыкающих звеньев определялась по формуле:
- допуски размеров, соответствующих уравнению контура размерной цепи, см рис 8,2, допустимая корректировка замыкающих звеньев определялась по формуле:
 .
.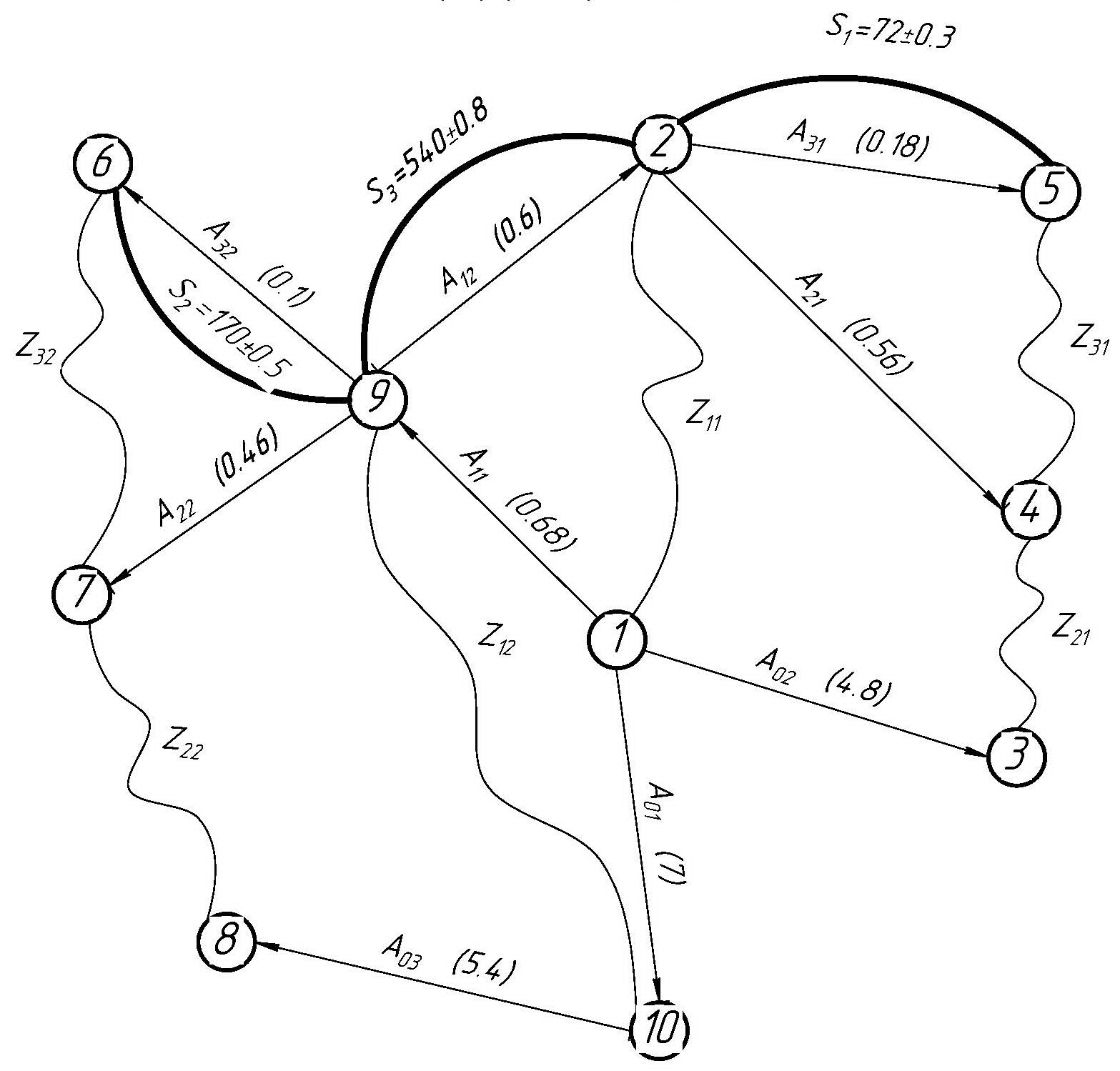 Рисунок 8.2 - Граф размерной цепи
Рисунок 8.2 - Граф размерной цепи



