
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Назначение и условия работы КМБ. Основные неисправности, причины их возникновения и способы предупреждения.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
ВВЕДЕНИЕ
Колёсно-моторный блок является сборочной единицей ЭПС. Он служит для передачи тяговых усилий от электродвигателя на колёсную пару. От правильной работы КМБ зависят характеристики движения электровоза.
МОДЕРНИЗАЦИЯ КОЛЕСНО-МОТОРНЫХ БЛОКОВ (КМБ) ЭЛЕКТРОВОЗА ВЛ-80 НА ЗАВОДСКИХ РЕМОНТАХ ПУТЕМ ПЕРЕОБОРУДОВАНИЯ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ (МОП) СКОЛЬЖЕНИЯ НА МОП КАЧЕНИЯ. Для модернизации электровозов серий ВЛ80 предполагается переоборудование МОП качения не МОП скольжения. Тяговый электродвигатель опирается с одной стороны на полую невращающуюся ось колесной пары посредством упругие опор, состоящих из резиновых элементов, размещенных во втулках. С другой стороны тяговый электродвигатель подвешен к раме тележки с помощью тяги с резиновыми амортизаторами. На хвостовиках вала якоря ТЭД напрессованы шестерни, находящиеся в зацеплении с ведомыми упругими зубчатыми колесами, жестко соединенные со ступицами колес колесной пары, образуя двухстороннюю зубчатую передачу. Колеса смонтированы на полой невращающейся оси с помощью двух двухрядных конических подшипников качения, закрепленных в осевом направлении гайкой. В промежутках между коническими подшипниками качения установлены радиально-упорные подшипники скольжения, состоящие из стальных закаленных колец, посаженных на невращающуюся ось и двух вкладышей с пористым антифрикционным покрытием, смонтированных в ступицах колес, охватывающих с зазором кольца с торцов и по радиальным поверхностям, причем зазоры в радиально-упорном подшипнике скольжения в 1,1-1,2 раза больше максимально допустимых в эксплуатации зазоров в двухрядных конических подшипниках качения. В полой невращающейся оси в зонах колец установлены температурные датчики, соединенные с измерительными приборами в кабине машиниста. Последние могут быть связаны со звуковыми устройствами, оповещающими машиниста о достижении температуры в зонах подшипников скольжения выше допустимого уровня.
Безопасность движения локомотива обеспечивается дублированием работы конических двухрядных подшипников качения радиально-упорными подшипниками скольжения. При нормальной работе подшипников качения радиально-упорный подшипник скольжения в работе участия не принимает, т.к. его радиальные и осевые зазоры выполняются больше максимально допустимых в эксплуатации радиальных и осевых зазоров в подшипниках качения. При разрушении хотя бы одного двухрядного конического подшипника в работу вступит радиально-упорный подшипник скольжения, который обеспечивает работу колеса в течение пробега не менее 10 тыс. м. Так как потери трения скольжения всегда больше потерь трения качения, то температура в зоне подшипника скольжения при включений его в работу будет больше нормальной и измерительная система, состоящая из температурных датчиков и приборов, размещенных в кабине машиниста, оповестит локомотивную бригаду звуковым сигналом о выходе подшипников качения из строя. Последние незатруднительно заменить в условиях локомотивного депо, т.к. при этом не требуется распрессовка колесной пары.
К числу достоинств описанной конструкции привода следует отнести и тот факт, что она не требует дообработки остова тягового электродвигателя. Резиновые амортизаторы вместе с втулками размещаются в гнездах, предназначенных для бронзовых вкладышей МОП серийного колесно-моторного блока.
Таким образом, переделке подвергается только колесная пара. При этом высвобождаются четыре буксовых подшипника качения в два моторно-осевых подшипника скольжения. В целом стоимость новой колесной пары с не вращающейся осью лишь немногим больше стоимости серийной колесной пары.
Затраты на обслуживания и ремонт МОП качения будут на порядок ниже по сравнению с МОП скольжения. Периодическая дозаправка подшипников качения консистентным маслом типа ЖРО в количестве 125 грамм в каждый узел будет производиться один раз в течение года (после пробега 120 тыс. км). Загрязнение маслом приемоотправочных путей и смотровых канав полностью прекратится.
Упругая подвеска электродвигателя на ось колесной пары значительно повысит надежность его работы. Число внеплановых отказов, связанных с выкаткой колесно-моторного блока из-под локомотива, снизится не менее чем на 70%. Значительно улучшается также условия работы тяговой зубчатой передачи, т.к. угол перекоса зубьев уменьшится в три-четыре раза.
Внедрение новых КМБ с моторно-осевыми подшипниками качения даст огромный экономический, социальный и экологический эффект, поскольку, сейчас для смазки моторно-осевых подшипников скольжения одной секции электровоза или тепловоза расходуется в год от 300 до 400 литров осевого масла и все оно, в конце концов, оказывается на железнодорожных путях. Смотровые канавы в локомотивных депо в приемоотправочные пути на крупных станциях буквально залиты осевым маслом. Работать в таких условиях весьма и затруднительно и даже небезопасно.
Большой эффект ожидается от снижения потерь на трение при замене МОП скольжения на МОП качения. Сравнительные экспериментальные испытания КМБ с МОП скольжения и МОП качения на стенде показали, что на тепловозах экономия дизельного топлива будет составлять 5-6%, а на электровозах экономия электроэнергии составит не менее 4%.
Таким образом, стоимость модернизированной колесной пары с МОП качения по сравнению с серийной будет выше всего в 1,5-2 раза, а выгода от такой модернизации будет гораздо более значительной. Срок окупаемости затрат составит не более 0,5 года, а прибыль, как показали маркетинговые исследования, составит не менее восьми рублей на каждый вложенный рубль в модернизацию колесно-моторных блоков локомотивов.
Рамы тележек. Осматривают боковины рам и поперечные балки, проверяют состояние сварных швов, кронштейнов для подвешивания тяговых двигателей, буксовых кронштейнов и поводков, опор и амортизаторов. Особое внимание обращают на те узлы и детали, в которых наиболее часто встречаются повреждения или повышенные износы. Колесные пары. Замеряют прокат и толщину бандажей, гребней и их подрез. Проверяют состояние центров колесных пар, крепление бандажных колец. При наличии выбоин и увеличении ширины бандажей замеряют их значения; при необходимости выбоины заваривают, бандажи обтачивают, руководствуясь инструкциями ОАО РЖД по сварочным работам и освидетельствованию и формированию колесных пар локомотивов. Зубчатые передачи.
У электровозов на каждом ТР-1 половину зубчатых передач подвергают ревизии. Для этого снимают нижние части кожухов, осматривают передачу и при необходимости измеряют толщину зубьев и зазоры в зацеплении. Запрещается оставлять в эксплуатации зубчатые передачи с трещиной или изломом хотя бы одного зуба, а также с предельно изношенными зубьями. Допускается эксплуатация зубчатых передач, имеющих выщербины, вмятины и поверхностные раковины на зубьях, если общая площадь повреждений составляет не более 25% рабочей площади поверхности зуба у большого зубчатого колеса или 15% у шестерни; заусенцы и острые кромки зубьев скругляют. Кожуха зубчатых передач очищают, осматривают; войлочные уплотнения в случае течи масла заменяют. Кожуха передач любой конструкции, корпуса редукторов с трещинами заменяют новыми или отремонтированными. Подвешивание тяговых двигателей. Проверяют состояние опорных приливов тележки и двигателя, а также крепление предохранительных упоров на приливах тележек и двигателях. Резиновые шайбы подвесок электровозов не должны иметь расслоений и выступать за стальные диски. Недопустимы трещины в подвесках, ослабление их крепления и наличие смазки на резине. Буксы. Проверяют состояние узлов крепления бесчелюстных поводков к корпусу букс и раме тележки, обращая особое внимание на плотность прилегания трапецеидальных поверхностей валика и буксы. Рессорное подвешивание. Осматривают листовые рессоры и цилиндрические пружины, балансиры, опорные стержни и чашки, подвески, стопорные гайки, шарнирные соединения. Листовые рессоры с трещинами, изломами в хомуте или листах, со сдвигом листов или ослаблением хомута, а также пружины с изломом витков заменяют. Рессорные стойки с подобными дефектами или износами свыше нормы также подлежат замене. Перекосы рессорного подвешивания в зависимости от конструкции устраняют регулировочными гайками на стойках или постановкой прокладок под стойки. Автосцепка. Производят наружный осмотр автосцепки и проверяют высоту ее установки, действие механизма и степень износа деталей шаблоном №873. У электровозов для осмотра автосцепок. Кузов. Проверяют уплотнение всех дверей, окон, крышек, люков, состояние лопаток и сеток жалюзи. Двери и окна должны легко открываться и закрываться, но щели в их притворах не допускаются. Поврежденные стекла, износившийся линолеум пола заменяют. Обращают внимание на состояние наружных поручней, лестниц, ступенек, дверей, штор или щитов, ограждающих высоковольтные камеры электровозов. Песочницы. Осматривают сетки крышки бункеров песочниц, неплотно прилегающие крышки подгоняют по месту, неисправные крышки и порванные сетки заменяют. Проверяют состояние, крепление и положение песочных труб. Выпрямительные установки. Выполняют те же работы, что и при ТР-1, переносным прибором измеряют обратный ток вентилей без отсоединения гибких токоведущих проводов. Неисправные вентили заменяют и проверяют всю установку под высоким напряжением. Тяговые двигатели. Осматривают люки тяговых двигателей, проверяют исправность их уплотнений и замков, при необходимости ремонтируют. Измеряют сопротивление изоляции обмотки якоря и катушек полюсов мегаомметром. Тяговые двигатели, имеющие сопротивление изоляции ниже установленной нормы, просушивают. На коллекторных пластинах при необходимости снимают фаски, прочищают дорожки между ними. Загрязненный коллектор зачищают или шлифуют, угольную и металлическую пыль удаляют волосяной или капроновой щеткой. Осматривают изоляцию полюсных катушек, бандажи якорей (доступные для осмотра). Проверяют состояние миканитового конуса коллектора. Подгары на изоляции катушек или конуса зачищают стеклянной бумагой, а затем закрашивают эмалью ГФ-92-ХК или 1201. В случае утраты глянца на поверхности изоляции конуса его покрывают эмалью полностью. Для осмотра щеткодержателей их подводят к коллекторному окну, проворачивая траверсу. Проверяют нажатие пальцев щеткодержателей, состояние гибких токоведущих проводов, зазоры между корпусом и коллектором. Щеткодержатели с трещинами или неисправным нажимным механизмом заменяют. При установке новых щеток их притирают к поверхности коллектора стеклянной бумагой. Через ТР-1 щеткодержатели двигателей электровозов снимают для ремонта в цехе. Проверяют положение, укладку и крепление перемычек и межкатушечных соединений, а также крепление наконечников и состояние жил проводов у наконечников. При обрыве более 15% площади сечения жил перемычки сменяют, ослабшие укрепляют. Поврежденный слой резиновой изоляции проводов тягового двигателя восстанавливают лентой из натуральной резины и лакоткани. Разрешается изолировать провода без натуральной резины при условии применения шелковой лакоткани. Проверяют состояние выводных кабелей тяговых двигателей, прочность подвешивания и крепления их в клицах, плотность соединения вентиляционных патрубков. Протертые или порванные патрубки ремонтируют или заменяют. Обстукиванием болтов проверяют крепление главных и добавочных полюсов и подшипников щитов. Ослабление крепления болтов с головками, залитыми компаундной массой, определяют по состоянию заливки. Ослабшие болты закрепляют и заливают компаундной массой. Через один ТР-1 в якорные подшипники добавляют смазку ЖРО (для тяговых двигателей по 150—200 г на один подшипник). Якорные подшипники тяговых двигателей электровозов переменного тока смазывают один раз за четыре ТР-1. На электровозах В Л 80с осуществляют продувку дренажных отверстий подшипниковых камер. Скоростемеры. Осмотр и ремонт скоростемеров и их приводов проводят в соответствии с Инструкцией по эксплуатации и ремонту локомотивных скоростемеров СЛ-2 и СЛ-2М. Испытание тормозов. При испытании тормозов проверяют: подачу компрессоров; плотность питательной и тормозной магистралей; чувствительность и четкость работы тормозных приборов в соответствии с действующей Инструкцией. Токоприемник. Его ревизию проводят через один ТР-1 непосредственно на крыше э.п.с. При этом выполняют все работы, предусмотренные ТР-1, и дополнительно поочередно разбирают шарнирные соединения, заменяют изношенные валики, оси и втулки, годные промывают в керосине и покрывают смазкой ЦИАТИМ-201. Валики, втулки и оси, изношенные по диаметру до предельных размеров, заменяют. Гибкие шунты при обрыве более 20% жил, трубы рам токоприемника с вмятинами глубиной более 5 мм, трещинами, прожогами заменяют. Полиэтиленовые рукава протирают сухими техническими салфетками; при обнаружении перегиба с глубокой вмятиной, поперечного надреза глубиной до 2 мм и отклонении длины рукава от нормы его заменяют. Опорные изоляторы с трещинами, а также с повреждениями или сколами глазури свыше 15% длины пути возможного перекрытия электрической дугой заменяют. Вскрывают крышку цилиндра, снимают кожаные манжеты. Резиновые манжеты, имеющие трещины, надрывы, следы разъедания, заменяют. Проверяют степень перекосов полозов и токоприемника в целом. Снимают статическую характеристику токоприемника. Групповые переключатели. Снимают и зачищают дугогасительные камеры. При необходимости (если стенки выгорели до 25% толщины) их передают в аппаратное отделение на ремонт. Брызги расплавленного металла, нагар и копоть, удаляют наждачным полотном. Все детали переключателя протирают чистыми сухими салфетками и продувают сжатым воздухом. Проверяют состояние контактов. Подгоревшие контакты слегка зачищают личным напильником; изношенные контакты заменяют. Не допускается зачистка контактов наждачным полотном; при обнаружении следов чрезмерного нагрева контактов замеряют их нажатие. Зазоры между роликами приводных рычагов и профилями кулачковых шайб должны соответствовать нормам допусков и износов. Приводы кулачковых валов должны обеспечивать требуемое Правилами ремонта время поворота; замедленное вращение может происходить из-за утечек воздуха в пневматических приводах, неправильной регулировки двигателя у главного контроллера ЭКГ-8, механического заедания деталей привода, кулачковых валов и контакторных элементов; причины этих дефектов должны быть устранены. Детали привода (редуктора) смазывают. Проверяют, соответствуют ли нормам растворы, провалы и контактные нажатия. Линия касания контактов должна быть не менее 80% ширины контакта. Затем осматривают и зачищают блокировочные контакты, убеждаются в надежности их работы. У многопозиционных групповых переключателей проверяют по секундомеру время поворота кулачкового вала от исходной до последней позиции.. Резисторы. Наружную поверхность изоляторов, панелей резисторов протирают чистыми салфетками, негодные резисторы заменяют. Проверяют надежность крепления и состояние выводов. Разбитые, перекрытые и с поврежденной глазурью (больше 20% высоты поверхности) изоляторы заменяют. Осматривают перемычки, выводы, места сварки, изоляционные шайбы и трубки, обращая особое внимание на возможные следы чрезмерного нагрева резисторов. При обнаружении таких следов измеряют сопротивление резисторов данного ящика или секции. Проверяют крепление резисторов к каркасу, особое внимание обращают на крепление шин, перемычек и выводов. Измеряют мегаомметром сопротивление изоляции. 2.1.24. Печи отопления. Исправность электрической цепи печи проверяют тестером, а заземление ее корпуса — мегаомметром. Перегоревшие элементы заменяют. Крышки и кожуха должны быть надежно закреплены. Высоковольтные реле. Реле очищают от пыли, проверяют крепление катушек на сердечниках магнитопроводов. При необходимости регулировки или полной разборки для ремонта, а также в случае отсутствия пломбы реле снимают для регулировки на стенде. Действие подвижной части реле проверяют вручную, механические заедания устраняют. Проверяют и зачищают блокировочные контакты. При необходимости изоляционные поверхности покрывают эмалью ГФ-92. Контроллер машиниста. Проверяют свободность перемещения подвижных частей, последовательность и четкость замыкания кулачковых контакторов, действие механических блокировок, правильность фиксации рукояток; при необходимости устраняют возможные неисправности механических блокировок. Контакторные элементы с ослабленными осями и разрывом контактов менее 4 или более 7 мм заменяют. Разрешается ставить прокладки толщиной до 3 мм под изоляторы контакторных элементов, но запрещается подрубать или опиливать кулачковые шайбы для регулировки разрыва. Следы оплавления и нагара на контактах удаляют мелкой стеклянной бумагой. Смазывают зубчатые шестерни передач и подшипники валов и, проверив состояние крепежных деталей, закрывают кожух. У контроллеров электропоездов добиваются четкости действия устройств безопасности. Аккумуляторная батарея. Очищают от солей и протирают открытые поверхности элементов аккумуляторов, перемычек, пробок и поверхность ящика. Измеряют напряжение каждого элемента. Элементы щелочных аккумуляторов, имеющие напряжение менее 0,9 В, подлежат замене. Контролируют состояние резиновых чехлов и прокладок, надежность крепления выводных концов и перемычек, устраняют соприкосновение элементов друг с другом и с металлическими частями ящика. В двух крайних элементах проверяют чистоту электролита; во всех элементах контролируют уровень и плотность электролита. При необходимости, в элементы доливают дистиллированную воду. Плотность электролита должна быть летом 1,19—1,21, зимой 1,25— 1,27 г/см3. Поверхности металлических частей элементов и перемычек смазывают техническим вазелином. Проводят усиленный подзаряд аккумуляторной батареи. Литература. 1. Ремонт электроподвижного состава: Учебник для техникумов ж.д. транспорта / В.М. Находкин, Д.В. Яковлев, Р.Г. Черепашенец. - М.: Транспорт, 1989. 2. Электровозы и электропоезда / В.К. Калинин - М.: Транспорт, 1991. 3. Устройство и работа электровоза ВЛ-80с/ А.Ю. Николаев, Н.В. Сесявин-М:Маршрут,2006. 4. Конструкция тягового подвижного состава/ Ю.Н. Ветров, М.В. Приставко – М.: Желдориздат, 2000. 5. Механизация и автоматизация технического обслуживания и ремонта подвижного состава / В.Я. Алтухов, А.Ф. Трофименко, А.С. Зенкин – М.: Транспорт, 1989. 6. Охрана труда и основы экологии на ж/д транспорте и в транспортном строительстве / В,С, Купряков. ВВЕДЕНИЕ
Колёсно-моторный блок является сборочной единицей ЭПС. Он служит для передачи тяговых усилий от электродвигателя на колёсную пару. От правильной работы КМБ зависят характеристики движения электровоза.
МОДЕРНИЗАЦИЯ КОЛЕСНО-МОТОРНЫХ БЛОКОВ (КМБ) ЭЛЕКТРОВОЗА ВЛ-80 НА ЗАВОДСКИХ РЕМОНТАХ ПУТЕМ ПЕРЕОБОРУДОВАНИЯ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ (МОП) СКОЛЬЖЕНИЯ НА МОП КАЧЕНИЯ. Для модернизации электровозов серий ВЛ80 предполагается переоборудование МОП качения не МОП скольжения. Тяговый электродвигатель опирается с одной стороны на полую невращающуюся ось колесной пары посредством упругие опор, состоящих из резиновых элементов, размещенных во втулках. С другой стороны тяговый электродвигатель подвешен к раме тележки с помощью тяги с резиновыми амортизаторами. На хвостовиках вала якоря ТЭД напрессованы шестерни, находящиеся в зацеплении с ведомыми упругими зубчатыми колесами, жестко соединенные со ступицами колес колесной пары, образуя двухстороннюю зубчатую передачу. Колеса смонтированы на полой невращающейся оси с помощью двух двухрядных конических подшипников качения, закрепленных в осевом направлении гайкой. В промежутках между коническими подшипниками качения установлены радиально-упорные подшипники скольжения, состоящие из стальных закаленных колец, посаженных на невращающуюся ось и двух вкладышей с пористым антифрикционным покрытием, смонтированных в ступицах колес, охватывающих с зазором кольца с торцов и по радиальным поверхностям, причем зазоры в радиально-упорном подшипнике скольжения в 1,1-1,2 раза больше максимально допустимых в эксплуатации зазоров в двухрядных конических подшипниках качения. В полой невращающейся оси в зонах колец установлены температурные датчики, соединенные с измерительными приборами в кабине машиниста. Последние могут быть связаны со звуковыми устройствами, оповещающими машиниста о достижении температуры в зонах подшипников скольжения выше допустимого уровня.
Безопасность движения локомотива обеспечивается дублированием работы конических двухрядных подшипников качения радиально-упорными подшипниками скольжения. При нормальной работе подшипников качения радиально-упорный подшипник скольжения в работе участия не принимает, т.к. его радиальные и осевые зазоры выполняются больше максимально допустимых в эксплуатации радиальных и осевых зазоров в подшипниках качения. При разрушении хотя бы одного двухрядного конического подшипника в работу вступит радиально-упорный подшипник скольжения, который обеспечивает работу колеса в течение пробега не менее 10 тыс. м. Так как потери трения скольжения всегда больше потерь трения качения, то температура в зоне подшипника скольжения при включений его в работу будет больше нормальной и измерительная система, состоящая из температурных датчиков и приборов, размещенных в кабине машиниста, оповестит локомотивную бригаду звуковым сигналом о выходе подшипников качения из строя. Последние незатруднительно заменить в условиях локомотивного депо, т.к. при этом не требуется распрессовка колесной пары.
К числу достоинств описанной конструкции привода следует отнести и тот факт, что она не требует дообработки остова тягового электродвигателя. Резиновые амортизаторы вместе с втулками размещаются в гнездах, предназначенных для бронзовых вкладышей МОП серийного колесно-моторного блока.
Таким образом, переделке подвергается только колесная пара. При этом высвобождаются четыре буксовых подшипника качения в два моторно-осевых подшипника скольжения. В целом стоимость новой колесной пары с не вращающейся осью лишь немногим больше стоимости серийной колесной пары.
Затраты на обслуживания и ремонт МОП качения будут на порядок ниже по сравнению с МОП скольжения. Периодическая дозаправка подшипников качения консистентным маслом типа ЖРО в количестве 125 грамм в каждый узел будет производиться один раз в течение года (после пробега 120 тыс. км). Загрязнение маслом приемоотправочных путей и смотровых канав полностью прекратится.
Упругая подвеска электродвигателя на ось колесной пары значительно повысит надежность его работы. Число внеплановых отказов, связанных с выкаткой колесно-моторного блока из-под локомотива, снизится не менее чем на 70%. Значительно улучшается также условия работы тяговой зубчатой передачи, т.к. угол перекоса зубьев уменьшится в три-четыре раза.
Внедрение новых КМБ с моторно-осевыми подшипниками качения даст огромный экономический, социальный и экологический эффект, поскольку, сейчас для смазки моторно-осевых подшипников скольжения одной секции электровоза или тепловоза расходуется в год от 300 до 400 литров осевого масла и все оно, в конце концов, оказывается на железнодорожных путях. Смотровые канавы в локомотивных депо в приемоотправочные пути на крупных станциях буквально залиты осевым маслом. Работать в таких условиях весьма и затруднительно и даже небезопасно.
Большой эффект ожидается от снижения потерь на трение при замене МОП скольжения на МОП качения. Сравнительные экспериментальные испытания КМБ с МОП скольжения и МОП качения на стенде показали, что на тепловозах экономия дизельного топлива будет составлять 5-6%, а на электровозах экономия электроэнергии составит не менее 4%.
Таким образом, стоимость модернизированной колесной пары с МОП качения по сравнению с серийной будет выше всего в 1,5-2 раза, а выгода от такой модернизации будет гораздо более значительной. Срок окупаемости затрат составит не более 0,5 года, а прибыль, как показали маркетинговые исследования, составит не менее восьми рублей на каждый вложенный рубль в модернизацию колесно-моторных блоков локомотивов.
Назначение и условия работы КМБ. Основные неисправности, причины их возникновения и способы предупреждения. Колёсно-моторный блок является сборочной единицей, в него входит: подвеска тягового двигателя, колёсные пары, зубчатые передачи и моторно-осевые подшипники.
Подвеска тягового двигателя состоит из подвески 7, резиновых шайб 2, дисков 3, кронштейна 4 и деталей монтажа. Подвеска выполнена поковкой из стали 45 с последующей механической обработкой, имеет головку, которой подвеска крепится к брусу шаровой связи рамы тележки посредством плавающего валика из стали 45, проходящего через марганцовистые втулки, запрессованные в проушинах бруса и в головке подвески. Предохранение плавающего валика от выпадания осуществляется планками, перекрывающими отверстия проушин бруса, из которых одна приварена, а другая закреплена двумя болтами М16. Сами болты стопорятся планкой, края которой загнуты по граням головок болтов. Для стягивания пакета из дисков и резиновых шайб на подвеске нарезана круглая резьба диаметром 60 мм. Кронштейн 4, выполненный отливкой из стали 12ГТЛ или 25Л11, прикреплен к остову тягового двигателя шестью болтами, попарно застопоренными планками. Для ориентации резиновых шайб кронштейн 4 и диски 3 имеют выточки. Шайбы 2 выполнены из формовочной резины и уложены по обе стороны кронштейна между дисками 3, Резиновые шайбы обеспечивают упругость подвески. Диски 3 выполнены из листовой стали. Усилия от кронштейна передаются через резиновые шайбы и диски на заплечики подвески 1. На случай обрыва подвески 1 в качестве дополнительной страховки служат специальные приливы на остове тягового двигателя и приливы на шкворневом брусе рамы тележки. Колёсная пара направляет электровоз по рельсовому пути, передаёт силу тяги, развиваемую электровозом, и тормозную силу при торможении, воспринимает статические и динамические нагрузки, возникающие между рельсом и колесом, и преобразовывает вращающий момент тягового двигателя в поступательное движение электровоза. Технические данные Диаметр колеса по кругу катания............................................1250 мм Расстояние между внутренними торцами бандажей.................1440 мм Ширина бандажа..........................................................................140 мм Толщина нового бандажа по кругу катания................................90 мм
Ось колесной пары — кованая из специальной осевой стали. Для монтажа колес, букс и двигателя она имеет буксовые, предподступичпые, подступичные и моторно-осевые шейки. Все поверхности оси, за исключением торцов, подвергнуты шлифовке. Для увеличения усталостной прочности подступичные части, буксовые и моторно-осевые шейки оси подвергнуты упрочняющей накатке роликом. На буксовых шейках имеется резьба М170ХЗ— 6g для гаек, закрепляющих приставные кольца роликовых подшипников. На торцах оси нарезано по два отверстия М16-7Н для крепления планок, предохраняющих гайки он отвинчивания. После окончательной механической обработки ось проверяется дефектоскопом. Колесные центры коробчатого сечения отлиты из стали 25ЛIII, Каждый колесный центр подвергнут статической балансировке путём приварки накладок. На удлиненные ступицы центров напрессованы горячим способом зубчатые колеса 3. При этом натяг в холодном состоянии выдержан в пределах 0,25—0,33 мм. Бандаж 2 изготовлен из специальной стали по ГОСТ 398—81. Размеры его выполнены по ГОСТ 3225—80, профиль бандажа — по ГОСТ 11018—76. Правильность профиля проверяют специальным шаблоном. Бандаж посажен на обод колесного центра в горячем состоянии при температуре 250—320 С. Перед посадкой бандаж проверен магнитным дефектоскопом на отсутствие трещин. Для предупреждения сползания с колесного центра бандаж застопорен кольцом 1 из стали специального профиля по ГОСТ 5267.10—78. Собранное колесо с колесным центром, бандажом, зубчатым колесом и бандажным кольцом напрессовано на ось усилием ПО—150 тс. Формирование колесных пар произведено в соответствии с Инструкцией ЦТ № 2306. Зубчатая передача предназначена для передачи вращающего момента с вала якоря тягового двигателя на колесную пару. Зубчатая передача жесткая, двусторонняя, косозубая. Она состоит из двух шестерен и двух зубчатых колес, попарно заключенных в защитный кожух 1 (рис. 1.3). Шестерни посажены в горячем состоянии на конические концы вала якоря тягового двигателя с натягом 0,22—0,26 мм. Зубчатые колеса напрессованы на удлиненные ступицы колесных центров горячим способом с натягом в пределах 0,25—0,33 мм.
Зубчатое колесо изготовлено из цельнокатаной поковки углеродистой стали 55 ГОСТ 1050—74, которую подвергают объемному улучшению до твердости 280—310 НВ. Для защиты зубчатой передачи от воздействия внешней среды применены кожуха, состоящие из двух половин, плотно пригнанных друг к другу, с уплотнением из губчатой резины и прикрепленных к остову тягового двигателя. Одновременно нижняя часть кожуха является масляной ванной для обеспечения смазывания зубчатой передачи. В каждый кожух заливается 4,2 кг осерненной смазки зимой — марки 3, летом — марки Л.
При опорно-осевом подвешивании тяговых двигателей наблюдается износ моторно-осевых подшипников как по внутренней поверхности, залитой баббитом и контактирующей с осью колесной пары, так и по наружной поверхности, сопряженной с остовом тягового двигателя. При нарушении технологии ремонта моторно-осевых подшипников и правил ухода в эксплуатации в подшипниках могут возникать трещины, выплавление и выкраивание баббита.
Детали подвешивания тягового двигателя подвержены интенсивному механическому износу, наблюдаются случаи излома и просадки пружин. В кожухах зубчатых передач изнашиваются уплотнения, возникают трещины, ослабления болтовых креплений и др. Осмотр и ревизия деталей. Осмотр при ТО-3, ТР-1 и ТР-2 выполняют для проверки состояния зубчатой передачи, подвески тяговых двигателей, моторно-осевых подшипников. Ревизию зубчатой передачи проводят при ТР-1 и ТР-2. Кожуха осматривают, проверяют наличие вмятин, повреждений и течи смазки. Для осмотра зубчатой передачи кожуха снимают тяговый двигатель вместе с колесной парой вывешивают гидравлическим домкратом, после чего под буксы подставляют тумбы и поворачивают колесную пару. При осмотре зубчатой передачи обращают внимание на наличие трещин, изломов, выщербин, вмятин и выкра-шивания. Ревизию моторно-осевых подшипников проводят обычно при ТР-1и ТР-2. При этом вынимают, и осматриваю подбивку, а при необходимости заменяют. Моторно-осевые подшипники в зависимости от времени года заполняют зимней или летней смазкой. Щупом измеряют радиальные зазоры между осью и подшипником, которые не должны превышать 2,5 мм, а разность зазоров у подшипников одного двигателя – 1ммю Пластинчатыми щупами измеряют разбег тягового двигателя на оси, который не должен превышать норму. 2. Периодичность, сроки и объем плановых технических обслуживаний, текущих и средних ремонтов. 2.1. Периодичность работ выполняемых по электровозу ВЛ-80с на ТР-1. После опробования под напряжением, обмывки или очистки кузова и тележек электровоз или электропоезд вводят на стойло депо. Осматривают высоковольтные и низковольтные аппараты, экипажную часть, определяют полный объем предстоящего ремонта, проверяют сопротивление изоляции всех цепей (высоковольтных — мегаомметром на напряжение 2,5 кВ, низковольтных — на 0,5 кВ). Знакомятся с последними записями в Журнале технического состояния локомотива, записывают в книгу ремонта перечень выявленных сверхплановых работ. При ТР-1, помимо плановых работ, выполняют ряд дополнительных, перечисленных ниже, при этом на каждом ремонте проводят ревизию автотормозного оборудования и текущий осмотр скоростемеров. Рамы тележек. Осматривают боковины рам и поперечные балки, проверяют состояние сварных швов, кронштейнов для подвешивания тяговых двигателей, буксовых кронштейнов и поводков, опор и амортизаторов. Особое внимание обращают на те узлы и детали, в которых наиболее часто встречаются повреждения или повышенные износы. Колесные пары. Замеряют прокат и толщину бандажей, гребней и их подрез. Проверяют состояние центров колесных пар, крепление бандажных колец. При наличии выбоин и увеличении ширины бандажей замеряют их значения; при необходимости выбоины заваривают, бандажи обтачивают, руководствуясь инструкциями ОАО РЖД по сварочным работам и освидетельствованию и формированию колесных пар локомотивов. Зубчатые передачи.
У электровозов на каждом ТР-1 половину зубчатых передач подвергают ревизии. Для этого снимают нижние части кожухов, осматривают передачу и при необходимости измеряют толщину зубьев и зазоры в зацеплении. Запрещается оставлять в эксплуатации зубчатые передачи с трещиной или изломом хотя бы одного зуба, а также с предельно изношенными зубьями. Допускается эксплуатация зубчатых передач, имеющих выщербины, вмятины и поверхностные раковины на зубьях, если общая площадь повреждений составляет не более 25% рабочей площади поверхности зуба у большого зубчатого колеса или 15% у шестерни; заусенцы и острые кромки зубьев скругляют. Кожуха зубчатых передач очищают, осматривают; войлочные уплотнения в случае течи масла заменяют. Кожуха передач любой конструкции, корпуса редукторов с трещинами заменяют новыми или отремонтированными.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-12; просмотров: 3947; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.115 (0.019 с.) |

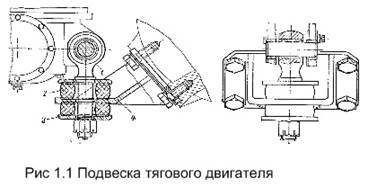 Подвеска тягового двигателя (рис. 1.1) предназначена для смягчения ударов, приходящихся на тяговый двигатель при прохождении колесной парой неровностей пути и при трогании с места, а также для компенсации изменения взаимного положения тягового двигателя и рамы тележки при движении электровоза. Подвеска тягового двигателя опорно-осевая. Тяговый двигатель одним концом опирается через моторно-осевые подшипники на ось колесной пары, а другим концом — на раму тележки через специальную подвеску с резиновыми шайбами (амортизаторами).
Подвеска тягового двигателя (рис. 1.1) предназначена для смягчения ударов, приходящихся на тяговый двигатель при прохождении колесной парой неровностей пути и при трогании с места, а также для компенсации изменения взаимного положения тягового двигателя и рамы тележки при движении электровоза. Подвеска тягового двигателя опорно-осевая. Тяговый двигатель одним концом опирается через моторно-осевые подшипники на ось колесной пары, а другим концом — на раму тележки через специальную подвеску с резиновыми шайбами (амортизаторами). Колесная пара (рис. 1.2) состоит из оси 5, колесных центров 4, бандажей 2, бандажных колец 1, зубчатых колес 3.
Колесная пара (рис. 1.2) состоит из оси 5, колесных центров 4, бандажей 2, бандажных колец 1, зубчатых колес 3. Шестерни изготовлены из поковок легированной стали 20ХНЗА с последующей цементацией или нитроцементацней и закалкой поверхностей зубьев по контуру до твердости 55—61 ИКС единиц.
Шестерни изготовлены из поковок легированной стали 20ХНЗА с последующей цементацией или нитроцементацней и закалкой поверхностей зубьев по контуру до твердости 55—61 ИКС единиц. На Рис. 1.4. изображен общий вид тягового двигателя электровоза ВЛ80с НБ-418К6. На рисунке обозначены 1 – вал якоря; 2 – вкладыши моторно-осевых подшипников; 3 – букса; 4 – крышка верхнего смотрового люка; 5 – крышка коробки выводов; 6 – трубка для добавления смазки в якорный подшипник.
На Рис. 1.4. изображен общий вид тягового двигателя электровоза ВЛ80с НБ-418К6. На рисунке обозначены 1 – вал якоря; 2 – вкладыши моторно-осевых подшипников; 3 – букса; 4 – крышка верхнего смотрового люка; 5 – крышка коробки выводов; 6 – трубка для добавления смазки в якорный подшипник.


