
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Метод расчета размерных цепей, обеспечивающий полную взаимозаменяемость.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
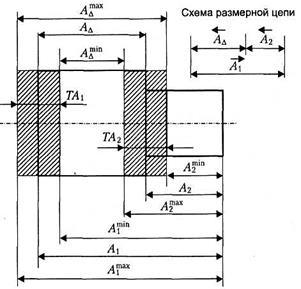
Чтобы обеспечить полную взаимозаменяемость, размерные цепи рассчитывают методом максимума-минимума, при котором допуск замыкающего размера определяют арифметическим сложением допусков составляющих размеров. Метод расчета на максимум-минимум, учитывающий только предельные отклонения звеньев размерной цепи и самые неблагоприятные их сочетания, обеспечивает заданную точность сборки без подгонки (подбора) деталей. Обратная задача. Для вывода уравнений размера, предельных размеров, предельных отклонений и допуска замыкающего звена воспользуемся примером линейной размерной цепи, приведенной на рис. 69.
Рис. 69. Линейная размерная цепь. Искомые значения для замыкающего звена определятся выражениями: □ Размер. A∆ =A1 - А 2; (12.) □ Предельные размеры. A∆max =A1max - A2min,A∆min = A1 min - A2max(13.) □ Предельные отклонения. Es(A ∆ ) = Es{Al)-ES{A2), Ei(A ∆ ) = Ei(Al)-Es(A2); (14.) □ Допуск. ТА Δ =TA 1 +TA2. (15.) По аналогии с уравнениями (12.)-(15.) зависимости для замыкающего звена при линейной размерной цепи можно представить в общем виде: А Δ= A 1 -A2; □ Размер. □ Предельные размеры. □ Предельные отклонения.
□ Допуск.
где п — количество увеличивающих звеньев; k — количество уменьшающих звеньев; m — общее количество звеньев, включая замыкающее звено; Es — верхнее отклонение звена; Ei — нижнее отклонение звена. Прямая задача. Такая задача встречается на практике чаще. После определения размеров составляющих звеньев в результате конструирования механизма необходимо рассчитать допуски на эти размеры при заданной точности сборки (заданном допуске исходного размера). Точность составляющих размеров должна быть такой, чтобы гарантировалась заданная точность исходного (функционального) размера. Эту задачу можно решать одним из рассмотренных далее способов. Способ равных допусков применяют, если составляющие размеры имеют один порядок (например, входят в один интервал диаметров) и могут быть выполнены с примерно одинаковой экономической точностью. В этом случае из формулы (16.) получим средний допуск на звено TcAi = TAΔ/(m-1). Этот допуск корректируют для некоторых составляющих размеров в зависимости от их значений, конструктивных требований и технологических возможностей изготовления, но так, чтобы выполнялись условия по уравнению (16.). При этом выбирают стандартные поля допусков, желательно предпочтительного применения.
Способ равных допусков прост, но недостаточно точен, так как корректировка допусков составляющих размеров произвольна. Его можно рекомендовать только для предварительного назначения допусков составляющих размеров. Способ допусков одного квалитета применяют, если все составляющие цепь размеры могут быть выполнены с допуском одного квалитета и допуски составляющих размеров зависят от их номинального значения. Требуемый квалитет определяют следующим образом. Допуск составляющего размера ТАi =аiii (17) где i — единица допуска (мкм); а — число единиц допуска, содержащееся в допуске данного размера (определяется по ГОСТ 25346-89). Для размеров от 1 до 500 мм i =0,45(D)^(3) + 0,001D, где D — средний геометрический размер (мм) для интервала диаметров по ГОСТ 25346-89, к которому относится данный линейный размер. Подставив выражение (17.) в уравнение (16.) и решив его относительно а, получим:
По значению ас выбирают ближайший квалитет. Число единиц допуска аc вычисленное по формуле (18.), в общем случае не равно какому-либо значению а, определяющему квалитет, поэтому выбирают ближайший квалитет. Найдя по ГОСТ 25346-92 или по ГОСТ 25347-82* допуски составляющих размеров, корректируют их значения, учитывая конструктивно-эксплуатационные требования и возможность применения процесса изготовления, экономическая точность которого близка к требуемой точности размеров. Допуски для охватывающих размеров рекомендуется определять, как для основного отверстия, а для охватываемых — как для основного вала. При этом следует выполнить условия уравнения (16.). Найдя допуски, определяют значения и знаки верхних и нижних отклонений составляющих размеров так, чтобы они удовлетворяли уравнениям. Решение прямой задачи способом назначения допусков одного квалитета более обосновано, чем решение способом равных допусков.
|
|||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 967; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.133.214 (0.011 с.) |

 (16.)
(16.) (18.)
(18.)


